金刚石滚轮成形砂轮修整器的结构设计
- 格式:pdf
- 大小:151.19 KB
- 文档页数:2
金刚石砂轮成型模具设计金刚石砂轮是一种利用金刚石颗粒作为磨料的砂轮,具有硬度高、抗磨损性强、使用寿命长等特点。
金刚石砂轮广泛应用于各种金属和非金属材料的高精度切割和磨削加工中。
而金刚石砂轮的成型模具设计,对于金刚石砂轮的质量和加工效果起到至关重要的作用。
以下是金刚石砂轮成型模具设计的详细步骤:1.成型模具材料的选择:成型模具通常使用高硬度、高强度的工具钢或硬质合金制作。
模具材料的选择应根据具体的生产条件、成本和模具的使用寿命等方面进行考虑。
2.模具的结构设计:模具的结构设计是成功设计金刚石砂轮成型模具的关键。
模具应包括模具座、模具芯和模具盖等部分。
模具座用于支撑砂轮,保证砂轮的形状和尺寸的稳定性;模具芯用于形成砂轮的内部轮廓,决定了砂轮的孔径和孔型;模具盖用于覆盖在模具芯上,保护模具芯免受外部损伤。
3.模具的尺寸设计:模具的尺寸设计应根据所需的砂轮尺寸和形状进行。
尺寸设计包括模具座的直径、模具芯的直径和高度以及模具盖的尺寸等。
模具的尺寸应尽量接近所需的砂轮尺寸,以确保最终成型的砂轮的形状和尺寸符合要求。
4.模具的表面处理:模具的表面处理是提高金刚石砂轮成型模具寿命和砂轮加工质量的重要措施。
一般来说,模具的表面应进行硬化处理,以增加模具的硬度和耐磨性,减少砂轮与模具之间的磨损。
5.模具的加工工艺:模具加工工艺主要包括切割、钻孔、螺纹加工、磨削和打磨等步骤。
模具的加工过程应严格按照设计要求进行,以确保最终成型的模具能够满足砂轮生产的需要。
6.模具的安装和调试:模具的安装和调试是金刚石砂轮成型模具设计的最后一步。
在安装时,应注意将模具芯正确地安装到模具座上,并调整模具盖的位置和紧固度。
然后,通过试制砂轮,检验成型效果和砂轮的质量。
总之,金刚石砂轮成型模具设计是一项复杂的任务,需要综合考虑材料性能、结构设计、尺寸设计、表面处理、加工工艺等多个因素。
只有合理设计和制造出适用的成型模具,才能保证金刚石砂轮的质量和加工效果。

精密制造与自动化2011年第3期设计与开发数控成型磨床砂轮修整器的设计蔡国英(上海理工大学机械工程学院上海200093)摘 要分析评价了目前使用的修整渐开线、三角形、直齿花键等形状的两轴联动数控修整器,介绍了研制开发的一种新的数控成型砂轮修整器。
详细介绍了采用尖端具有过渡圆弧的金刚石修整器的结构及特点优势。
总结出简化成形砂轮修整的编程过程,避免了复杂的数字控制和软件计算分析,同时可以降低修整器的制造成本,可为数控成型磨床砂轮修整方案设计提供参考。
关键词成型磨削新型砂轮修整器数控修整目前普遍使用的数控花键轴修整器(以MKA8612/H的修整器为例)是两轴联动的数控修整器,它可以通过数控编程来修整砂轮呈渐开线形、三角形、直齿花键等各种形状。
但这种修整器是采用金刚石滚轮来进行修整的,滚轮对砂轮进行修整那部分的工作半径不能太小,因此对砂轮的修整形状也有所限制,如把砂轮修整成内凹或比较尖锐的形状就不能实现。
为了要弥补上述修整器修整功能的不足,最近研制开发了一种新的数控成型砂轮修整器。
1 数控砂轮修整器的结构设计一般来讲,当数控磨床的两个数控移动轴在进行两轴联动时,可以使用单点金刚石修整很简单的成形砂轮轮廓,但对于成形砂轮截面轮廓多变并且斜率变化非常大时,因为修整工具具有一定的厚度,还是可能出现单点金刚石砂轮修整器与砂轮轮廓的干涉。
因此应限制金刚石笔的轴线与成形砂轮轮廓之间的夹角保持在一定的角度范围内可以摆动,这样就可以消除金刚石笔与砂轮轮廓可能发生的干涉现象。
金刚石笔摆动的圆心位置决定数控修整程序中的曲线插补过程,因为随着金刚笔的摆动需要两个移动轴进行补偿运动才能保证修整点按照设定曲线轨迹运动,当金刚笔需要转过一定角度时,必须同时移动两根轴才能保证砂轮修整点位置的不发生变化。
这时可以简单地将金刚笔的摆动圆心设在过渡圆弧的圆心上,这时金刚笔的摆动角度就不会对金刚笔与砂轮修整点的位置产生影响。
修整时金刚笔的摆动中心将沿着砂轮轮廓作等距线的运动,这样就可以简化金刚石砂轮修整器修整轨迹的数控程序设计。
花键轴磨床金刚滚轮修整器的设计花键轴磨床金刚滚轮修整器的设计Spline Shaft Grinding Wheel Dresser Diamond Design作者姓名:殷蕾专业:学号:指导教师:完成日期:上海电机学院继续教育学院摘要本次的课题主要针对目前的花键轴磨床基本上采用金刚钻笔进行砂轮修整,这种修整器的结构很复杂,修整精度保持性差,调整困难。
想寻找一种新的解决办法。
金刚石修整滚轮是新一代砂轮修整工具,集精密制造、精密电镀、精密测量于一体的高技术产品。
采用成型修整技术具有修整效率高、修形能力强、精度高保和持性好等优点,是发展高精度成型磨削加工所需的关键技术。
而在汽车、拖拉机行业希望生产厂能提供一种高效修整,修整精度保持性好的一种修整器。
我们采用金刚滚轮进行砂轮修整的方法来满足汽车、拖拉机行业的要求。
所以提出了这一课题。
希望在国内外各个方面的科技知识下设计出一个满足以上条件的修整器。
关键词:调整;精密制造;精密测量;修整器Spline Shaft Grinding Wheel Dresser Diamond DesignAbstractThe main topic for the current spline shaft grinding machine is basically used for dressing diamond pen, this dresser is the complexity of the structure was repaired to maintain the accuracy of poor adjustment difficulties. To find a new solution.Diamond wheel dressing wheel dressing tool is a new generation, set precision manufacturing, precision electroplating, precision measurement of high-tech products in one. Trim molding technology used to renovate high efficiency, modification capability, high accuracy and good security and the advantages of holding, is to develop high-precision grinding molding the key technologies required. And in the automotive, tractor manufacturing plant industry hope to provide an efficient finishing, finishing of precision to maintain a good dresser. We use Diamond Wheel Dresser Wheel for ways to meet the automotive, tractor industry requirements. The reason for this topic. I hope at home and abroad, scientific and technological knowledge in all aspects of a design to meet the above requirements of the dresser.Key Words:Write Criterion;Typeset Format;Degree Paper目录Abstract (III)引言 (1)1.1花键轴磨床简介 (1)1.2 成形磨削加工技术简介 (2)1.3 花键轴加工新技术——内径定心技术简介 (2)1.4 提出本课题的意义 (4)1.5金刚石工具的应用情况 (5)1.6金刚滚轮简述 (5)2方案分析 (6)2.1 设计中的技术要求和参数 (6)2.2 总体方案分析 (7)3技术分析和受力分析 (8)3.1金刚滚轮修整器的方案选定 (8)3.1.1 金刚石滚轮修整简介和特点 (9)3.1.2 不同修整方法的比较和选择 (9)3.1.3金刚滚轮成型修整器安放位置比较 (11)3.1.4 金刚石整修工具使用中的注意事项: (12)3.1.5金刚石整修工具加工方法 (13)3.1.6 金刚滚轮的规格 (14)3.1.7 技术要求 (15)3.2 滚轮主轴的设计 (16)3.2.1各轴段直径和长度的确定 (17)3.2.2主轴受力分析 (18)3.2.3主轴强度校核 (21)3.3 同步带轮传动简介 (24)3.3.1 同步带传动的特点及应用 (26)3.3.2 同步带传动的技术标准 (27)3.3.3 同步带传动的设计 (27)3.4轴承的选用 (29)3.4.1 主轴上的轴承的选择和寿命校核 (31)3.5 电动机的选择 (34)3.5.1 电动机的种类及其选择原则 (34)3.5.2交流伺服电机性能 (36)3.5.3 电动机的采用 (37)3.6 导轨的设计 (38)3.6.1 导轨的作用和设计要求 (38)3.6.2 滑动导轨基本形式(如图3-23所示) (39)3.6.3 导轨是设计主要内容 (40)结论 (42)参考文献 (43)致谢 (44)引言此次,我所设计的是金刚滚轮修整器:它是安装在花键轴磨床上的,安置在尾架旁,当休整砂轮需要休整时则将砂轮移至,用金刚滚轮进行修整,修整完后,砂轮返回继续加工,整个修整过程大体就是这样。
编号江南大学太湖学院毕业设计(论文)题目:数控无心磨床砂轮修整器及钻床夹具设计江南大学太湖学院本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交的毕业设计(论文)《数控无心磨床砂轮修整器及钻床夹具设计》是本人在导师的指导下独立进行研究所取得的成果,除了在毕业设计(论文)中特别加以标注引用、表示致谢的内容外,本毕业设计(论文)不包含任何其他个人、集体已发表或撰写的成果作品。
班级:机械71学号:0723035作者姓名:2011 年5 月20 日江南大学太湖学院机电系机械工程及其自动化专业毕业设计论文任务书一、题目及专题:1、题目数控无心磨床砂轮修整器及钻床夹具设计2、专题砂轮修整器、钻床夹具二、课题来源及选题依据课题来源于无锡瑞鼎机床厂。
随着机械产品精度、可靠性和寿命的要求不断提高以及新型材料的应用增多,磨削加工技术正朝着超硬度磨料磨具、开发精密及超精密磨削(从微米、亚微米磨削向纳米磨削发展)和研制高精度、高刚度、多轴的自动化磨床等方向发展。
三、本设计(论文或其他)应达到的要求:1. 了解数控无心磨床的原理, 设计数控无心磨床2. 树立理论联系实际的作风和严谨的科学态度。
3. 工作要求:①该课题要求绘制砂轮修整器。
②次设计首先是针对数控无心磨床的市场实用情况的数据进行采集工作,以确定设计方案。
③析所具备的条件因素,考虑到厂方的技术要求,进行方案的制定。
④最后,开始装配图的设计。
四、接受任务学生:机械71 班姓名刘磊五、开始及完成日期:自2010 年10 月25 日至2011年5 月22 日六、设计(论文)指导(或顾问):指导教师签名签名签名教研室主任〔学科组组长研究所所长〕签名系主任签名2010年10月25日摘要目前,国内对磨床的环保要求越来越高,绝大部分的机床产品都采用全封闭的罩壳,绝对没有切屑或切削液外溅的现象。
大量的工业清洗机和切削液处理机系统反映现代制造业对环保越来越高的要求。
本课题旨在让学生综合运用大学四年所学的知识,设计数控无心磨床,树立理论联系实际的作风和严谨的科学态度。
金刚石滚轮修整及CNC砂轮修整器设计应用(下)刘红英【摘要】2.修整电动机功率确定rn成形磨削砂轮多是硬而脆的磨料和陶瓷结合剂组成。
因而在修整砂轮时,由于修整进给量小和进给速度低,所以切削力较小。
当金刚石滚轮与砂轮旋转方向异向(顺修)时,会出现负的修整功率现象,这是由于砂轮高速旋转时产生的惯性力带动金刚石滚轮旋转,从而使功率降低。
反之,逆修时,电动机功率就得随之增加。
【期刊名称】《金属加工:冷加工》【年(卷),期】2012(000)017【总页数】2页(P56-57)【关键词】砂轮修整器;金刚石滚轮;CNC;电动机功率;应用;设计;旋转方向;陶瓷结合剂【作者】刘红英【作者单位】汉江机床有限公司,陕西汉中723003【正文语种】中文【中图分类】TG7432. 修整电动机功率确定成形磨削砂轮多是硬而脆的磨料和陶瓷结合剂组成。
因而在修整砂轮时,由于修整进给量小和进给速度低,所以切削力较小。
当金刚石滚轮与砂轮旋转方向异向(顺修)时,会出现负的修整功率现象,这是由于砂轮高速旋转时产生的惯性力带动金刚石滚轮旋转,从而使功率降低。
反之,逆修时,电动机功率就得随之增加。
金刚石滚轮驱动电动机功率一般按照每100mm长度(滚轮与砂轮的接触长度)为100W,本修整器滚轮直径为125mm。
考虑到电动机的具体结构和所加工工件的实际情况,本修整器为顺修,电动机功率选定为1.2kW、3 000r/min。
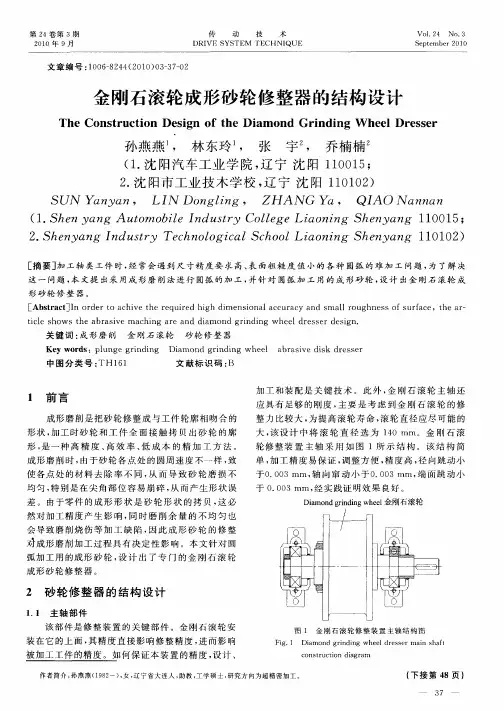
3. 主轴结构及精度安装金刚石滚轮的主轴装置必需具有高回转精度及足够的刚性。
主轴与金刚石滚轮内孔的配合间隙要小,一般为2~4μm,才能使金刚石滚轮以最小的误差传递到被修整的砂轮型面上,回转主轴径向与轴向跳动均应小于0.003mm,本修整主轴制造精度如下:径向圆跳动0.002mm,轴向圆跳动0.001mm,安装轴颈采用直孔联接。
为了提高滚轮的寿命,滚轮直径应尽可能的大,但精度会相应降低。
本装置综合考虑两方面因素,滚轮直径选定为125mm。
花键轴磨床金刚滚轮修整器的设计Spline Shaft Grinding Wheel Dresser Diamond Design作者姓名:殷蕾专业:学号:指导教师:完成日期:上海电机学院继续教育学院摘要本次的课题主要针对目前的花键轴磨床基本上采用金刚钻笔进行砂轮修整,这种修整器的结构很复杂,修整精度保持性差,调整困难。
想寻找一种新的解决办法。
金刚石修整滚轮是新一代砂轮修整工具,集精密制造、精密电镀、精密测量于一体的高技术产品。
采用成型修整技术具有修整效率高、修形能力强、精度高保和持性好等优点,是发展高精度成型磨削加工所需的关键技术。
而在汽车、拖拉机行业希望生产厂能提供一种高效修整,修整精度保持性好的一种修整器。
我们采用金刚滚轮进行砂轮修整的方法来满足汽车、拖拉机行业的要求。
所以提出了这一课题。
希望在国内外各个方面的科技知识下设计出一个满足以上条件的修整器。
关键词:调整;精密制造;精密测量;修整器Spline Shaft Grinding Wheel Dresser Diamond DesignAbstractThe main topic for the current spline shaft grinding machine is basically used for dressing diamond pen, this dresser is the complexity of the structure was repaired to maintain the accuracy of poor adjustment difficulties. To find a new solution.Diamond wheel dressing wheel dressing tool is a new generation, set precision manufacturing, precision electroplating, precision measurement of high-tech products in one. Trim molding technology used to renovate high efficiency, modification capability, high accuracy and good security and the advantages of holding, is to develop high-precision grinding molding the key technologies required. And in the automotive, tractor manufacturing plant industry hope to provide an efficient finishing, finishing of precision to maintain a good dresser. We use Diamond Wheel Dresser Wheel for ways to meet the automotive, tractor industry requirements. The reason for this topic. I hope at home and abroad, scientific and technological knowledge in all aspects of a design to meet the above requirements of the dresser.Key Words:Write Criterion;Typeset Format;Degree Paper目录Abstract (III)引言 (1)1.1花键轴磨床简介 (1)1.2 成形磨削加工技术简介 (2)1.3 花键轴加工新技术——内径定心技术简介 (2)1.4 提出本课题的意义 (4)1.5金刚石工具的应用情况 (4)1.6金刚滚轮简述 (5)2方案分析 (6)2.1 设计中的技术要求和参数 (6)2.2 总体方案分析 (6)3技术分析和受力分析 (8)3.1金刚滚轮修整器的方案选定 (8)3.1.1 金刚石滚轮修整简介和特点 (8)3.1.2 不同修整方法的比较和选择 (9)3.1.3金刚滚轮成型修整器安放位置比较 (10)3.1.4 金刚石整修工具使用中的注意事项: (11)3.1.5金刚石整修工具加工方法 (12)3.1.6 金刚滚轮的规格 (13)3.1.7 技术要求 (13)3.2 滚轮主轴的设计 (15)3.2.1各轴段直径和长度的确定 (15)3.2.2主轴受力分析 (16)3.2.3主轴强度校核 (19)3.3 同步带轮传动简介 (21)3.3.1 同步带传动的特点及应用 (23)3.3.2 同步带传动的技术标准 (24)3.3.3 同步带传动的设计 (24)3.4轴承的选用 (26)3.4.1 主轴上的轴承的选择和寿命校核 (27)3.5 电动机的选择 (30)3.5.1 电动机的种类及其选择原则 (30)3.5.2交流伺服电机性能 (32)3.5.3 电动机的采用 (33)3.6 导轨的设计 (34)3.6.1 导轨的作用和设计要求 (34)3.6.2 滑动导轨基本形式(如图3-23所示) (35)3.6.3 导轨是设计主要内容 (36)结论 (37)参考文献 (38)致谢 (38)引言此次,我所设计的是金刚滚轮修整器:它是安装在花键轴磨床上的,安置在尾架旁,当休整砂轮需要休整时则将砂轮移至,用金刚滚轮进行修整,修整完后,砂轮返回继续加工,整个修整过程大体就是这样。
天然金刚石滚轮制造与修整自从生产金刚石滚轮以来就一直在生产人造金刚石滚轮,为了延长滚轮的使用寿命,满足客户的需求,我们又开始制造天然金刚石滚轮,并首先应用在民品生产上。
同时又对金刚石滚轮的精度修整进行了初步探讨和尝试。
文章详述其制造与修整工艺。
标签:天然金刚石滚轮;制造方法;修整工艺1 引言人造金刚石滚轮的研制成功,推动了缓进给磨削的发展。
然而,就其人造金刚石滚轮的应用范围、使用寿命、生产效率而言,它有很多不足之处。
而天然金刚石滚轮是成型修整工具的发展方向,在许多方面都优于人造金刚石滚轮。
为了发展金刚石滚轮的科研成果和进一步增加经济效益,提出研制天然金刚石滚轮课题。
现将我们研制过程及精度修整工艺综述如下。
2 天然金刚石滚轮的制造原理目前国内外采用三种制造方法,即外镀法、粉末冶金烧结法、内镀法。
2.1 外镀法虽然天然金刚石在使用前经过严格筛选,但是金刚石晶型不一样,在工件表面上随机排列后产生不等高现象,见图1。
所以用此方法生产的金刚石滚轮精度很低,一般适用于无精度要求的简单型面工件加工上。
如工件有精度要求,需对滚轮进行修整后才能使用。
2.3 内镀法内镀法制造金刚石滚轮采用两种工艺方法进行。
2.3.1 随机埋砂法将天然金刚石随机地分布在阴模内型面上,然后进行镀镍,在阴模中间放入钢制芯轴,在芯轴与镍层之间加入填充物,然后加工芯轴并去除阴模。
用此方法制造的金刚石滚轮能获得很高精度,在一般情况下滚轮不需要修整,是目前制造高精度复杂型面滚轮的唯一办法。
2.3.2 手置上砂法手置上砂法与随机埋砂法所不同的就是用人工将金刚石按一定方向摆放在阴模内型面上。
手置上砂工具是自设的,其工作原理是利用负压原理将天然金刚石吸附在注射针头上。
将金刚石放置在阴模内壁上。
此方法适用于较大颗粒的金刚石滚轮制造上。
其优点是:金刚石摆放均匀并可根据改变不同间距来控制金刚石密度,达到砂轮理想的表面粗糙度,这一点对于加工不同材料、不同硬度、不同精度的零件是非常必要的。