圆弧砂轮修整器
- 格式:doc
- 大小:1.47 MB
- 文档页数:34
平面磨床修r角视频教程-磨床怎么才能磨出r角在机床加工中,平面磨床,接下来中意磨床为您解说平面磨床修r角视频教程:磨床怎么才能磨出r角的问题。
1、磨床怎么磨r角?2修整器有一个标准块,修整笔对准标准块,就是修整器的中心。
这就是需要修复多少R。
块之间放置多少物体,确定修整笔的高度R。
磨床修r角的正确步骤。
3 使用修整过这种修整笔的砂轮进行打磨。
中意平面磨床产品具有高精度、高稳定性、高性价比等优良特点。
是社会现代化生产的加工母机生产制造企业。
注意:精加工笔的锋利度也是一个关键因素。
如果有大批量生产,用电镀石,因为普通砂轮一旦修好就会消耗,而且产品尺寸会发生变化,精度无法保证。
2 .平面磨床砂轮怎么修R你的R值是多少?大批量生产使用电镀石,因为普通砂轮修好后会消耗,产品尺寸会发生变化,精度无法保证。
砂轮修r角教程视频。
3、平面磨床R角如何夹紧及图片在此之前,根据图纸要求修R砂轮,注意选择粒度。
而已,还有什么? ?妈妈没有奖励积分,图是个屁。
4、在平面磨床上怎么修R?比如用砂轮修凸R,应该可以先找到砂轮的中心。
修好的R)的大小,计算好后,把冲头整形器放入计算好的数字中,然后靠刀。
修复凹面反转。
5、平面磨床如何磨削或修复圆弧R角?具体步骤是什么?谢谢修砂轮内R0、5、把砂轮底部和侧面的刀具设置为0、侧面进0、5、上下0、5、修外R0、5 ,将砂轮底部和侧面的刀具设置为0、直接修复为0、6、平面磨床如何磨削或修复圆弧R角?具体步骤是什么?谢谢,平面磨床如何修凸R3、6砂轮平面磨床如何修磨或修圆弧R角?具体步骤是什么?谢谢,平面磨床如何修凸R3、6砂轮?砂轮内R0、5、砂轮底面和侧边设置为0、侧边为0、5、上底面为0、5、外边R0、5、砂轮底面和侧边为设置为 0 ,固定为 0 即可。
我用的是立式 R 机修整凸面 R3、6 砂轮。
暂时没有视频,平台无法发送视频。
请原谅我。
步骤取决于您是修复内圈还是外圈。
如果工件的圆弧是凸的,则将圆弧修整器上的数字加上圆弧半径即可得到所取量块的高度,反之亦然。
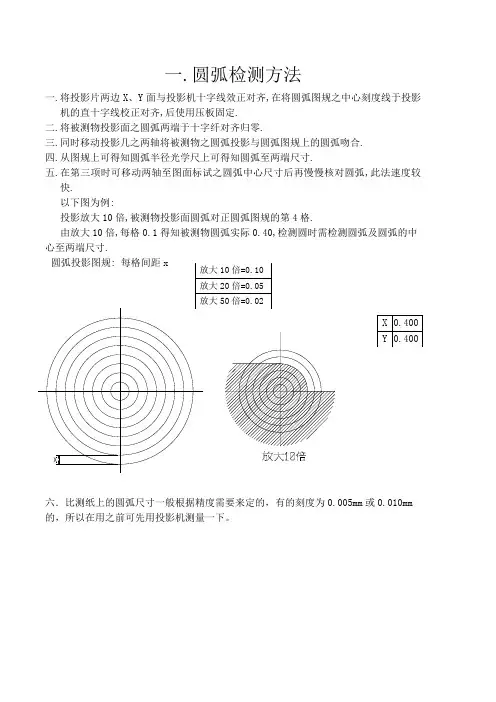
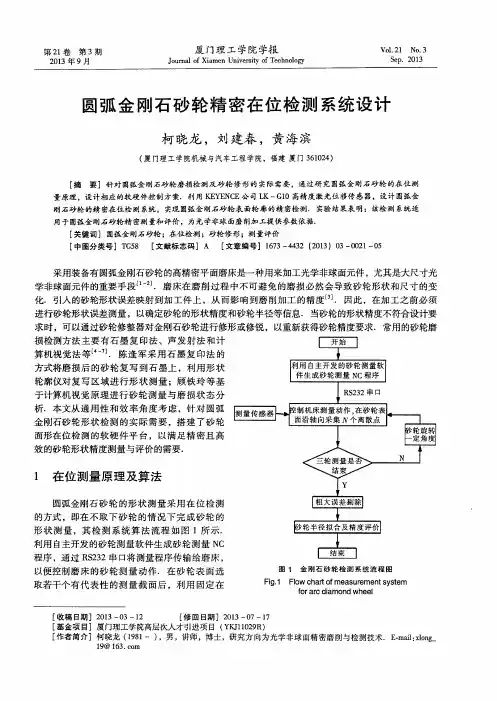
一.圆弧检测方法一.将投影片两边X、Y面与投影机十字线效正对齐,在将圆弧图规之中心刻度线于投影机的直十字线校正对齐,后使用压板固定.二.将被测物投影面之圆弧两端于十字纤对齐归零.三.同时移动投影几之两轴将被测物之圆弧投影与圆弧图规上的圆弧吻合.四.从图规上可得知圆弧半径光学尺上可得知圆弧至两端尺寸.五.在第三项时可移动两轴至图面标试之圆弧中心尺寸后再慢慢核对圆弧,此法速度较快.以下图为例:投影放大10倍,被测物投影面圆弧对正圆弧图规的第4格.由放大10倍,每格0.1得知被测物圆弧实际0.40,检测圆时需检测圆弧及圆弧的中心至两端尺寸.六.比测纸上的圆弧尺寸一般根据精度需要来定的,有的刻度为0.005mm或0.010mm 的,所以在用之前可先用投影机测量一下。
二.圆弧修整器1.圆弧修整器是一种高精度的圆弧修整工具,它所修整的圆弧的精度可达到0.002mm的误差.简称R机.2.圆弧修整器的中心轴上有两个数值,一个数值较小一些在16.00┄17.50之间,另一个数值较大一些在60┄70之间,这两个数值都是圆弧修整器的中心值.只是调整r 中心尺寸的方法不同.3.R机采用的修刀分别为:ø3 .ø6. ø 12三种. ø3 .ø6修刀多般加工精度较高的圆弧,ø 12修刀多般加工精度要求不是很高的圆弧.4.圆弧修整器主要加工凸,凹两种圆弧,凸圆弧最大可加工1/2圆弧,凹圆弧最大可加工120度以内的圆弧.5.修整圆弧时的中心值计算方法及垫法:A.中心值较小:凸R 16.??-R凹R 16.??+RB.中心值较大:凸R 60.??+R凹R 60.??-RC.a的中心值的垫法:将R机上的刻度归零位,将R机两边的定位块锁紧.然后选择自己所需要的块规,将块规放在R机的修刀座上与修刀筒靠齐,在选择一个4.00左右块规做挡块一半压在先前垫的块规上,一半延伸到修刀筒上面,接着用手指压紧挡块,在升起修刀让修刀尖刚好与挡块底部接触且平行于块规高度,然后锁紧便行了.但要注意在升修刀时不要用力太大,以免将挡块顶起造成所垫的R中心值不准.D.b的中心值的垫法:将R机上的两个刻度定位块取下,然后将R机的0刻度旋转180度垂直于R机的底座后锁紧R机,在选择所需要的块规垫在垂直于修刀的下面.将修刀慢慢的放下压在块规上,最后用手稍微压紧修刀底部锁紧便行了.E.在我一般工作中多般采用c.a的垫法,在垫块规时也要一定的手感,要多加练习才行.砂轮修凸R 16.??- R 0位不动下到0位砂轮修凹R 16.??+ R 进刀R尺寸下刀R尺寸三.圆弧修整①.1∕4凸R圆弧修整方式:(采用R机较小中心值方式加工)先选择砂轮将侧面和底面修平.1.将R机平放在磨床磁台或大理石平台上,拆下修刀筒将所需要的修刀装进修刀筒,.2.使用块规=R机的中心值-R尺寸(半径)3. 将R机调至0刻度,两边的固定块将R 机锁紧,然后将块规垫在R机的修刀座上.靠紧修刀筒,在选择一个4.00左右块规做挡块一半压在先前垫的块规上,一半延伸到修刀筒上面,接着用手指压紧挡块,在升起修刀让修刀尖刚好与挡块底部接触且平行于块规高度,然后锁紧便行了.但要注意在升修刀时不要用力太大,以免将挡块顶起造成所垫的R 中心值不准.4. 在将R机置于磁台上,平行于靠被上,将R机外面加一挡块挡拄R机,以免在修R时撞志固定块,造成R机走动.6.R机内面的一固定块松掉,将修刀座旋转90度锁紧,于砂轮侧面对刀归零,刚好碰到就行了.在将R机放回0刻度锁紧,接着砂轮底部对刀归零,也是刚好碰到就行.刀对好后将砂轮提起高于R尺寸.7.将砂轮往内进刀R的尺寸,下刀R尺寸便行.下刀时以90度的旋转方式缓慢下刀,修到0位,修好后用投影片试切投影确认尺寸,误差在0.004以内便可,超差则重新修过,.(如果R公差要求较大,可按公差判定.)②.1/2凸r加工.A. 选择一合实砂轮,将其两侧面修平,并将厚度修到位.B. 将R机的R中心值垫好,将R机侧面放到磁台上,并且平行垂直,靠背,R机外侧用挡块挡拄,以免修圆弧时撞击固定螺丝造成R机移动.影响精度.C. 将R机修刀座调至90度锁紧,与砂轮侧面对刀归零(对刀时刚好碰到砂轮便可,以免将砂轮厚度修少).在将修刀座调至另一边90度,与砂轮侧面对刀,看是否在同一中心上,如果不是则需要重新垫过R机的中心值重新对刀.如果在0.002以内,可进行分中,接着砂轮低部对刀归零后将砂轮提高一个R尺寸以上高度.D. 进刀轴进到零位,R机中心轴以90度方式旋转,下刀轴缓慢下刀至零位.到位后我们可以将修刀座重新固定90度,与砂轮侧面对刀,看是否在零位刚好碰到,如果超过0.002那幺须重新修过,同时也可以用投影片试切投影确认R中心与圆弧尺寸是否合格.(投影方式查看:圆弧检测方法)③. 1∕4凹R圆弧修整方式1.将R机平放在磨床磁台或大理石平台上,拆下修刀筒将所需要的修刀装进修刀筒,.2.使用块规=R机的中心值+R尺寸(半径)3. 将R机调至0刻度,两边的固定块将R 机锁紧,然后将块规垫在R机的修刀座上.靠紧修刀筒,在选择一个4.00左右块规做挡块一半压在先前垫的块规上,一半延伸到修刀筒上面,接着用手指压紧挡块,在升起修刀让修刀尖刚好与挡块底部接触且平行于块规高度,然后锁紧便行了.但要注意在升修刀时不要用力太大,以免将挡块顶起造成所垫的R 中心值不准.4. 在将R机置于磁台上,平行于靠被上,将R机外面加一挡块挡拄R机,以免在修R时撞志固定块,造成R机走动.5.R机内面的一固定块松掉,将修刀座旋转90度锁紧,于砂轮侧面对刀归零,刚好碰到就行了.在将R机放回0刻度锁紧,接着砂轮底部对刀归零,也是刚好碰到就行.刀对好后将砂轮进刀R的尺寸,下刀R的尺寸便可,如果R尺寸较大,可重新垫一次重新再修一次保证尺寸的精度零件R的加工方法:例一:1.先选择一砂轮将侧面与底面修平,.2.使用R机在砂轮上将凹R修整出来,投影确认圆弧尺寸,无误后继续加工.3.用砂轮侧面与工件A面对刀归零,然后用砂轮的底面与工件的顶面对刀归零.4.进刀R的尺寸依投影尺寸为主,下刀R的尺寸也依投影尺寸为主,因为R修整时,可能有一点的误差,依投影尺寸加工可以防止台阶出现.5.取下工件投影确认所接圆弧是否合格. 例二:1.先将台阶开粗把R尺寸预留下来.2.选择合适砂轮将侧面和底面修平.3.砂轮侧面与工件侧面对刀归零,砂轮底面在工件顶上对刀归零.4.进刀X尺寸,下刀至(Y-R)时,退刀至(X-R)尺寸,将Y的尺寸精度预留0.003左右余量.5.修整砂轮底面,使用R机将R修整好后,砂轮在工件Y的底面上对刀归零,提刀(R+0.2)左右,进刀(X-0.001)慢慢下刀至0位,将Y加工到位,取下工件投影确认是否合格.6.如果R尺寸较大,那么可以先修R开一次粗,预留0.05左右余量,在精修砂轮将尺寸精磨到位.例三 :1 ∕2圆弧加工1.选择砂轮将砂轮两侧修到自已所需要的尺寸,底部也修平.2.将R的中心值垫出来(16.??-R).3.R机上的修刀在砂轮上两侧对刀分中,再在底部对刀归零,提机R以上尺寸高度.4.以180度旋转方式调动R的中心轴, 慢慢下刀至零位,修好后试切,投影确认尺寸合格后在继续加工.5.砂轮与工件侧面对刀归零,然后在计算工件上R的中心,将砂轮移到R中心上后,表面对刀归零,慢慢下刀研磨,大概切深2/3尺寸时,取下工件,投影确认中心与深度后在加工到位.四.斜度圆弧加工做好斜度圆弧加工这部工艺首先要学会斜度圆弧的理论计算知识①.斜度圆弧的计算:1.两圆相切则两圆心点连线长度等两半径相加L=R1+R22.一圆与一线相切于一点﹐则圆心与切点连线必垂直于切线3.两线相切于一圆﹐圆心与两线之交点连线必平分两线之夹角∠1=∠2求证:任一个角度上,一个圆弧相切两边,如图:∠1=∠2,(圆心垂直于切点)求証:∵AB为一直线∴AB为180°∴∠DCE=180°-∠ACD=120°∵DO=EO DO⊥DC EO⊥EC CO为两直角三角形的共线∴△DCO≌△DCO∴∠1=∠2=30°(直角三角形两锐角互余)4.外一点引圆的两条切线﹐它们的切线长相等﹐圆心和这一点的连线平分两条切线的夹角5.加工斜度接圆弧时,如何准确的运用公式”:R-R*sinα°=下刀量R* cosα° =进刀量﹐是由圆弧连线后下端的三角形得来的﹐(对边﹐斜边﹐邻边之间的关系)己知﹕∠1=90°-70°=20°∴∠3=90°-20°=70°∠=90°-70°=20°∠1=∠2∵ R1.0 ∠2=20°∴AB=1.0*cos20°邻边=斜边*cosα°(R*cosα°)=0.939,为进刀量∴ BC=OC-OB=R-(R*sinα°)=1-0.342=0.658為下刀量例1:已知:R=0.5 ∠C为90° AO=BO=0.5 求CD解:依已知可得AO=BC BO=CA∴CO=√BC2+BO2= √0.52+0.52=0.707∴CD=CO-OD=0.707-0.5=0.207∵BO=BC,BO⊥BC∴为等腰三角形或 CO=OB/sin45°=0.707∴ CD=CO-OD=0.207例2:已知:R=2.0 斜度为20°斜度长13.90求AE BE BD CD解:∵R=2.0 角度为20°斜度长13.90 ∴AE=13.90 X tg20°=5.059∵BO⊥BF CO⊥CA 且OC=OB=2.0∴∠1=∠2=90-(180°-70°)÷2=35°∴BE=AE+AB=5.059+(2.0*tg35°)=6.459由公式可知BD=R-R*sinα°=2-2*sin20°=1.316CD=R*sinα°∵BD=1.316=2*sin20°或∴DO=2-1.316=1.879 =0.684∴CD=√22-0.6842 =1.879例3:已知 R=1.0 角度为30°圆的中心为2.80,求AF 尺寸及DE CD .解:∵R=1.0角度为∠ABH=30°∴∠FBH=90°-30°=60°∴∠FAB=90°-60°=30°那幺可知:∠AOE=<90°-(180°-30°)>/2=15°(两线相切于一圆﹐圆心与两线之交点连线必平分两线之夹角) ∴AE=OE*tg15°=0.268∴AF=EF-AE=2.800-0E*tg15°2.532∵∠ACD=ABH=30°(两线平行同位角相等)∴DE=OE-OD=1-1*cos30°=0.134同时CD=OC*sin30°=1* sin30°=0.500或 CD=√CO2-(1-0.134)2=√12-0.8662=0.500例4:已知R=0.5 ∠1=30°求CA BC 解:∵R=0.5 ∠1=30°∴∠2=∠1=30°∴由公式可知AC=R- R‧sinα°=0.5-0.5‧sin30°=0.25BC=0.5‧cos30°或 BC=√0.52-0.252=0.433 =0.433例5:已知: R为0.5 角度为20°求BC AB EF DE 解:∵R为0.5 角度为20°∴BC=R- R‧sin20°=0.329∴AB=R‧cos20°或 AB=√0.52-(0.5-0.329)2 =0.470 =0.470EF=R-R‧cos20°=0.03DF=R‧sin20°=0.17例6:已知:R4.834,圆心为零位,求AC和砂轮的修法.解:∵R4.834.并且圆心为零位.做辅助图:∵BC=0.276∴co=4.834-0.276=4.558∴AC=√AO2-OC2=√4.8342-4.5582=1.610砂轮修法:做辅助图由图可知,R的中心在砂轮侧面为基准零位到1.610的位置上.∴4.834-1.610=3.224∴R机修刀与砂轮侧面对刀归零,在向外退3.224,下刀到0位便可.例7:已知:R=2.0 角度为45°求AF .AC .BC尺寸解:∵ R=2.0 角度为45°∴AC=R-R*sin45°=0.5857∴BC=R*cos45°=1.414AD=A0*tg[90°-(180°-45°)÷2] =2 * tg22.5°=0.828或AD= tg[90-(180-45)÷2]* R= tg22.5°*2=0.828∴AF=AD+DF=2+0.828=2.828②.斜度圆弧加工首先计算尺寸:1.计算出A.B点的尺寸解:∵R=1.0角度为角度=30°那么可知:∠1=<90°-(180°-30°)>/2=15°(两线相切于一圆﹐圆心与两线之交点连线必平分两线之夹角) ∴A到2.80之间=1.00*tg15°=0.268∴A点=2.80-0.268= 2.532∴B点=2.532*tan30°=1.46182.计算圆弧的下刀量计算C.D两点的尺寸C点=1.00*sin30°=0.500D点=1.00-1.00*cos30° =1.00-0.866=0.134开始加工1.先将斜度加工出来2.修圆弧3.加工圆弧2. R机以90度锁紧与砂轮侧面对刀归零底部对刀归零,将砂轮提高一个r尺寸以上高度,然后将r机调至Θ度,进刀至砂轮上的圆弧的中心归零,在缓慢下刀至零位,修好后试切投影尺寸,确认是否合格.R中心计算方式: (将砂轮横视讲解)(如﹕图三)∴BO=AO-BE=0.47∴AB=√(AO2-BO2)=√(0.52-0.1722) =0.470∵GF//DC GA//DA BE=DC∴∠ADC=200∴AC=DC※tg200=0.328※tg200=0.119∴EF=DF+AB-AC=0.364+0.47-0.119 =0.715∴R的中心=0.715。
平面磨床怎样修砂轮-问题:平面磨床砂轮怎样修刀?在机床加工中,平面磨床,接下来中意磨床为您解说平面磨床怎样修砂轮:问题:平面磨床砂轮怎样修刀?的问题。
1、问:平面磨床的砂轮怎么修?平面磨床修整有两种方式: 1、将石修整器放在工作台上,砂轮直线往复运动进行修整。
.2、砂轮轴上有石笔,前后移动石笔修整砂轮。
2、平面磨床如何磨削或修复圆弧R角?具体步骤是什么?谢谢,平面磨床如何修凸R3、6砂轮平面磨床如何修磨或修圆弧R角?具体步骤是什么?谢谢,平面磨床如何修凸R3、6砂轮?砂轮内R0、5、砂轮底面和侧边设置为0、侧边为0、5、上底面为0、5、外边R0、5、砂轮底面和侧边为设置为 0 ,固定为 0 即可。
我用的是立式 R 机修整凸面 R3、6 砂轮。
暂时没有视频,平台无法发送视频。
请原谅我。
步骤取决于您是修复内圈还是外圈。
如果工件的圆弧是凸的,则将圆弧修整器上的数字加上圆弧半径即可得到所取量块的高度,反之亦然。
调整好修剪器后,放好刀。
记住不要向左或向右移动。
xz 归零后。
将修整器移动到车轮的一侧 r。
以 90 度圆弧旋转,同时 z 向下和 r。
没关系。
平面磨床r接r砂轮怎么修。
3、如何修复平面磨床的砂轮以减少损耗?02怎么修砂轮才能磨光洁度高。
砂轮的合理选择和修整,白刚玉砂轮较好,其性能硬而脆,容易产生新的切削刃,所以切削力小,磨削发热量小,粒径小。
选用中等粒度,如46~60目,砂轮硬度选用中等软、软(ZR1、ZR2和R1、R2),即晶粒粗、硬度低的砂轮,可减少切削热。
合理选择磨削量,采用小径向进给的精磨方法,甚至精磨。
如果适当降低径向进给量和砂轮转速,增加轴向进给量,则砂轮与工件的接触面积减小,散热条件得到改善,从而有效控制表面温度的升高。
1、砂轮的选择必须根据要磨削的工件而定。
必须选择合适的磨料、粒度、结合剂等砂轮。
2.使用砂轮时,必须用水充分喷洒。
操作程序4.平面磨床磨面的时候砂轮拖着后角,前面很光滑,但是总是被后角拖着,新修的砂轮解决不了,怎么调整?1、原因:平面磨床冷却液不干净解决方法:清洗冷却槽或更换冷却液中意平面磨床产品具有高精度、高稳定性、高性价比等优良特点。

修整成形砂轮的CAD/CAM系统
张秋菊;龚光容
【期刊名称】《制造技术与机床》
【年(卷),期】1996(000)009
【摘要】砂轮修整是成形磨削中的关键技术。
本文介绍一种具有较好通用性和实
用性的成形砂轮修整CAD/CAM系统。
该系统具有方便灵活的输入方式和良好的人机界面,能够解决各种类型的蜗杆和齿轮的砂轮修整廓形自动生成、自动编程、加工仿真、误差补偿及修整自动控制等问题,同时能满足任意形状的盛开有砂轮修整要求。
【总页数】3页(P9-11)
【作者】张秋菊;龚光容
【作者单位】南京理工大学;南京理工大学
【正文语种】中文
【中图分类】TG743.02
【相关文献】
1.砂轮修整器安装高度误差对成型砂轮修整精度的影响 [J], 张自强;阎秋生;陈少波;郑志丹
2.金刚石微粉砂轮软弹性修整研究(VI):软弹性修整后砂轮的磨削特性 [J], 王
先逵;应宝阁
3.金属结合剂金刚石砂轮的修整研究(Ⅱ):修整金属结合剂金刚石砂轮的机理[J], 庄司克雄
4.垂直式超硬砂轮圆弧修整器设计与砂轮修整 [J], 李颂华; 韩涛; 王维东; 孙健; 韩光田
5.采用超硬砂轮修整机修整金刚石砂轮的试验研究 [J], 丁百禄;贺凤宝;张伟;李明颖
因版权原因,仅展示原文概要,查看原文内容请购买。
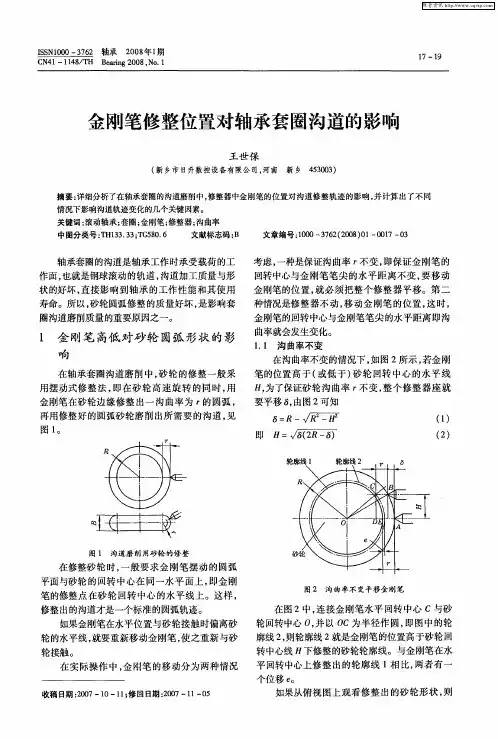
1 1 引言 为了满足生产的需要,修整砂轮,在实际生产中是常遇到的。主要是根据所加工工件几何形状以及表面精度要求等,对砂轮进行修整后再对工件进行修磨,达到保证磨切工件质量要求,所以砂轮的修整对磨削的精度起着重要的作用。传统的砂轮修整是通过砂轮修整笔进行手工修整,或者采用成型修整器(如滚轮)进行修整。但这两种方法修整后的砂轮都会产生圆弧形状误差,影响加工后工件的形状精度。影响砂轮修整精度的原因有两方面:一是修整器本身的精度;二是操作不当。如在使用砂轮修整笔手工修整砂轮时,若工人操作不当,使修整器与过砂轮中心线的水平面偏离,则在修整笔尖A处,修整笔的运动轨迹在水平面内为圆弧曲线2,而在OA平面内砂轮的截面形状却是椭圆弧1,由此造成砂轮修整的形状误差(如图1所示)。此外,由于待修整砂轮的圆弧直径不同,因此修整时需要很多不同半径的成型修整器,既增加了修整器的数量,使用起来也十分不便。因此我们设计了圆弧多功能砂轮修整器。本次设计是采用金刚笔车削法。即以金刚钻为工具用车削形式来修整砂轮的方法。 2
2 圆弧砂轮修整器的总体设计 2.1 圆弧砂轮修整器的基本结构 圆弧砂轮修整器基本结构如图所示:
12345
7689
图1 圆弧砂轮修整器结构示意图 1—金刚笔 2—支架 3—锥齿轮2 4—锥齿轮1 5—手柄 6—垫片 7—锁紧螺钉 8—卡紧装置 9—螺纹套 3
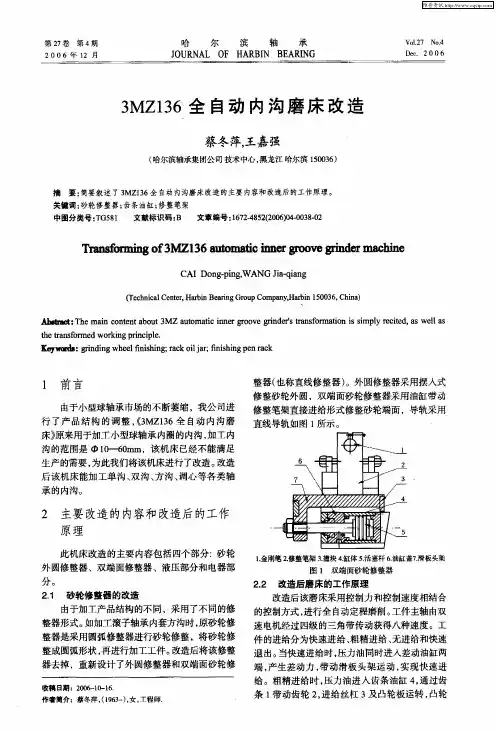
2.2圆弧砂轮修整器的工作原理 工作时将圆弧砂轮修整器安装在磨床的工作台上,调整升降机构,使修整笔的高度与砂轮的中心轴线同高,对于不同界面的形状可以通过转动手柄来实现。当需要修整的砂轮界面形状外为圆弧时,转动手柄5,2、3两齿轮啮合,通过两个锥齿轮将转动传递给修整笔1上,使修整笔绕锥齿轮2的中心轴线来回摆动。根据加工要求的不同,可以调整修整笔右端的滚花转轮来实现对砂轮内外圆弧的修整。当修整内圆弧砂轮时,使修整笔尖左移,使笔尖超出齿轮轴线一部分,修整砂轮为外圆弧时,使修整笔绕着齿轮的中心轴线右移,使笔尖向右超出轴线一部分,砂轮修整圆弧的半径取决于笔尖与该转动轴线的相对移动距离。 当磨削平面,外圆柱面时,需要修整的砂轮截面形状平直,只需要纵向移动修整笔,即可进行修整,我们把齿轮修整器安装在机床上,使它可以纵向进给,使修整笔的位置保持在上图所示位置,再进行纵向进给,就可以实现对砂轮的修整。
3 圆弧砂轮修整器的各部件设计 3.1 升降机构的设计 升降机构的主要作用使调节修整笔的高低,使修整笔的轴线能与砂轮的轴线再同一条水平线上。我们的升降机构采用的是螺旋式的锁紧机构。其中螺旋柱中间开一直径位8mm的通孔,目的是在螺纹套上下调整的时候,不至于使套筒和螺旋柱之间形成密封,高度为170mm,用螺纹套以螺纹的形式和螺旋柱配合,通过旋
转螺纹套,箱体能够上下移动,当箱体上升到一定的高度时,即修整笔的轴线与砂轮的轴线再同一个水平轴线上时,通过紧固螺钉,能够把箱体固定,在螺旋柱和紧固螺钉之间,有一垫片,垫片有一的弧度如下图所示: 4
12
43
图2 升降机构示意图 1垫片 2锁紧螺钉 3卡紧装置 4螺纹套 6
图3 圆弧垫片的工作示意图 5
当紧固螺钉处于松开状态时,垫片和螺旋柱之间没有压力,所以箱体能够通过旋转螺纹套而上下移动,也可以绕着中心轴线旋转。当紧固螺钉旋紧的时候,垫片和螺旋柱相互作用,使箱体保持原位,因为箱体和螺旋柱之间不是以螺纹配合,防止箱体不被随意的上下移动,所以设置卡紧装置,使卡紧装置卡在螺纹套上,然后把卡紧装置用螺钉钉在箱体上,这样箱体就能够随着螺纹套而上下移动。
3.2 传动系统的设计 传动系统的主要作用是传递转动,通过用手来控制手柄5,使修整笔在水平面内左右转动,手柄5是用过盈配合的方式安装在1号轴上,1号轴上开有键槽,当修整砂时,我们采用车削的原理,用手不断的控制手柄5,使它在砂轮的外表面不同圆弧部分进行车削。其中手柄5用紧固螺钉钉在轴上。
3.2 1 轴的设计和轴承的选取 1号轴的尺寸和表面精度见附图。 2号轴的设计是根据它的位置和配和来设计的,轴的下端要和支架相连,所以下端做了一点加工,在两端分别铣出两个面一面用来配合支架,其中支架前端铣去两端,用图示的方法穿插在2号轴中间,让后用螺母旋紧。支架的下端,如图所示:
轴
金刚笔支架 图4 传动轴与金刚笔支架连接示意图 6
(2)轴承的选取:轴承选取根据轴的尺寸,和轴承受力选取代1号轴承为7006c的角接触球轴承,能够承受径向载荷和轴向载荷。2号轴承代号为7005c的角接触轴承。密封件均采用嵌入式油封。
3.2 2锥齿轮的设计与计算: 锥齿轮1的参数如下:
名称 代号 计算结果 齿轮1 分锥角 36.87
齿数 Z1 24
齿顶高 ah 2.5
齿跟高 fh
3
分度圆直径 d 60
齿顶圆直径 ad 63.95
齿跟圆直径 fd
55.26
锥距 R
50
齿跟角 f 3.4
顶锥角 a
40.27
根锥角 f 33.47
顶隙 c 0.5
齿厚 B
15
表1 锥齿轮1的参数 7
锥齿轮2参数如下: 名称 代号 计算结果 齿轮2 分锥角 53.13
齿数 Z2 32
齿顶高 ah 2.5
齿跟高 fh
3
分度圆直径 d 80
齿顶圆直径 ad 83
齿跟圆直径 fd
76.4
锥距 R
50
齿跟角 f 3.4
顶锥角 a
56.53
根锥角 f 49.73
顶隙 c 0.5
齿厚 B
15
表2 锥齿轮2的参数 8
两锥齿轮相互啮合如图所示: 图5 两锥齿轮相互啮合图 3.3砂轮修整方法的选用 修整砂轮,修整层的厚度一般为0.1mm左右,修整方法也是多种多样,常用的有三种: (1) 车削法 利用高硬度颗粒作为刀头,车削砂轮表面。 (2) 滚轧法 是利用由高硬度材料制成的滚轮,与砂轮相滚轧,修除砂轮的磨钝层,滚轧时滚轮由砂轮带动高速旋转。 (3) 磨削法 是利用由高硬度材料制成的滚轮,磨削砂轮表面,滚轮有独立的电动机传动做高速旋转。 我们采用的是第一种方法—车削法修整砂轮。笔尖采用金刚石镶焊在特制的刀杆上的一种修整工具,修整时,磨粒碰到金刚石坚硬的尖角,就会碎裂或整个脱落,从而产生新的微刃。金刚钻与砂轮的接触面积小,引起的弹性变形小,所以能获得较精细平整的表面。这是目前应用最广的一种修整方法。
3.4金刚笔的设计 9
3.41金刚笔调整装置的设计 修整圆弧部分的主要部件是修整笔,修整笔的直径为10,其修整圆弧的大小主要通过千分尺来调节,千分尺固定在支架上面,当笔尖在2号轴的轴线上时,千分尺的读数为零,向前进给时,千分尺的读数为正,向后调节,千分尺读数为负。千分尺的中间部分固定连接在支架上,调节圆弧大小时,直接调节千分尺,就可以直接读出修整圆弧的半径,金刚笔部分如图所示,其中笔尖部分见图6,
图6 金刚笔结构示意图 千分尺的量程是30mm,即金刚笔以2号轴的轴线为中心,向前最大进给量为30mm。向后进给量也是30mm。 3.42金刚笔切削部分的设计
修整笔的笔尖绕着2号轴的轴线做前后移动来调节圆弧的大小,其中修整笔尖的形状如图示:
图7 金刚笔笔尖示意图 在修整笔的末端,装由金刚石笔,上面用螺钉锁紧。采用金刚石修整时,我们都知道金刚石材料是贵重材料,为了防止金刚石的磨损,我们在用金刚笔修整之前,可以用碳化硅砂条做一次粗修整。 10
3.5底座的设计
圆弧砂轮修整器可安装在普通砂轮机、手摇磨床、平面磨床、内外圆磨床上,
主要用于修整圆弧,圆弧砂轮修整器的固定主要用螺栓把底座固定在机床上面,底座上面由螺栓孔,底座厚30mm,长200mm,宽100mm,安装在机床上的时候如图所示,
d 图8 底座 其中d是可变的,随着不同的机床d有所不同,所以在底座上我们是以开槽的形式来配合d的变化。 11
4圆弧砂轮修整器的应用 圆弧砂轮修整器工作时,修整凹圆弧的原理如下图所示:
R待修整砂轮
修整圆弧中心线 图9 修整凹圆弧 圆弧砂轮修整器修整凸圆时,修整笔向后调节,调整到2号轴轴线的后面。