披锋
合模力不足
注塑过程中如果合模力过小,不足以抵消注塑压力,就极 易在分型面上产生飞边/毛边现象。
结语
本资料主要介绍了注塑成型工艺的模具结构、注塑原理及 影响因子、常见注塑缺陷,有助于在实际工作中加深对注 塑工艺的理解和解决相关的问题。
但在实际注塑生产过程中多种缺陷并存的情况时常出现, 因此注塑工艺必须根据实际情况灵活运用,选择最合适的 工艺参数用于生产,从而保证塑料制品的外观和性能质量。
温度:
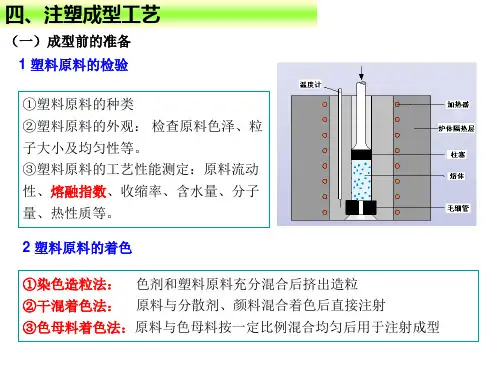
料筒温度:料筒的温度设定,不同的塑料粒子,存在很大 区别。
烘料温度:30-130度,烘料时间:0.5-3H 料筒温度:150-320度,喷嘴温度:200-320度
温度:
喷嘴温度:为了使喷嘴的融化胶料不易流出,喷嘴温度要 比料筒温度略低,但也不能过低,否则会早凝将喷嘴堵塞。 模具温度:控制熔融胶料提高流动性充满模腔,也使充满 膜腔的胶料能充分冷却定型。
压力:
注射压力:向模具填充时产生必要的填充速度而设定。压 力小遇到阻力会填充不满缺料,压力过大,会出现胀模和 溢胶等问题。 保压压力:塑胶熔体在模腔充满后进行压实和补缩。
时间:
注射时间:熔体基本充满型腔所需要的时间。
保压时间:对型腔内塑料施压的时间。
保压时间不足会出现凹陷,收缩。过长的保压时 间会导致应力集中,造成制品断裂。
THANK YOU !
2.注塑成型原理
第一步:物料从料斗加入料筒中,料筒外由加热器圈加热,使物料熔融,在料筒 内装有旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送逐渐塑化和熔融, 使螺杆头部形成储料空间,完成塑化过程。
第二步:然后螺杆在注射油缸活塞推力的作用下,高速、高压地将储料室内的 熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定 型。