热流道模具概念共37页文档
- 格式:ppt
- 大小:2.98 MB
- 文档页数:37
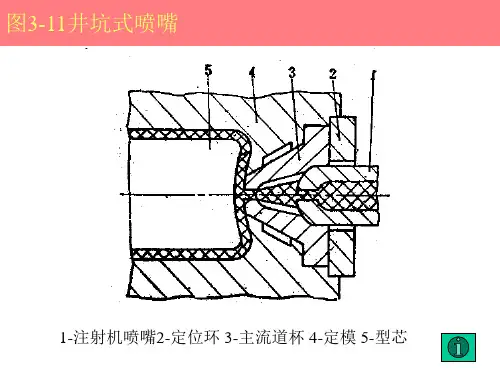
注塑模具热流道(实用版)目录一、注塑模具热流道的概念和分类1.1 热流道的定义1.2 热流道的分类二、热流道的工作原理和结构2.1 热流道的工作原理2.2 热流道的结构组成三、热流道的设计要点3.1 通道设计3.2 喷嘴设计3.3 温度控制设计四、热流道的应用优势和注意事项4.1 应用优势4.2 注意事项五、热流道系统的维护和故障排除5.1 维护方法5.2 故障排除正文一、注塑模具热流道的概念和分类注塑模具热流道是指在注塑模具中设置的用于引导熔融塑料从注塑机喷嘴到达模具腔体的通道。
热流道技术是注塑成型工艺的重要组成部分,能够提高生产效率、降低生产成本、提高产品质量。
根据热流道的结构和特点,热流道可以分为以下几类:1.1 热流道的定义热流道是一种特殊的注塑模具结构,它通过在模具中设置加热装置,使熔融塑料在进入模具腔体之前保持熔融状态,从而实现连续注塑,提高生产效率。
1.2 热流道的分类热流道可以根据不同的结构特点进行分类,常见的分类如下:(1)单点热流道:只有一个喷嘴的热流道系统,适用于单腔模具。
(2)多点热流道:多个喷嘴的热流道系统,适用于多腔模具。
(3)顺序热流道:按照一定顺序依次开启喷嘴的热流道系统,适用于有特定要求的注塑成型工艺。
二、热流道的工作原理和结构2.1 热流道的工作原理热流道的工作原理是通过在模具内设置加热装置,将熔融塑料从注塑机喷嘴引入模具腔体。
在热流道系统中,熔融塑料在通道内保持熔融状态,从而实现连续注塑。
热流道系统可以根据需要对各个喷嘴进行独立控制,以满足不同生产工艺的要求。
2.2 热流道的结构组成热流道系统主要由以下几部分组成:(1)通道:连接注塑机喷嘴和模具腔体的通道,用于引导熔融塑料流动。
(2)喷嘴:将熔融塑料引入通道的部件,可以根据需要设置多个喷嘴。
(3)加热装置:用于加热通道,保持熔融塑料的熔融状态。
(4)温度控制系统:用于控制加热装置的温度,保证熔融塑料在通道内保持一定的温度。
注塑模具的热流道技术发布日期:2007-3-24 热流道模具与普通流道模具相比,具有注塑效率高、成型塑件质量好和节约原料等优点,随着塑料工业的发展,热流道技术正不断地发展完善,其应用范围也越来越广泛。
热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态。
由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。
热流道注射成型法于20世纪50年代问世,经历了一段较长时间的推广以后,其应用普及率逐年上升。
80年代中期,美国的热流道模具占注射模具总数的15%~17%,欧洲为12%~15%,日本约为10%。
但到了90年代,美国生产的塑料注射模具中热流道模具已占40%以上,在大型制品的注射模具中则占90%以上。
热流道系统的优势节约原料、降低制品成本是热流道模具最显著的特点。
普通浇注系统中要产生大量的料柄,在生产小制品时,浇注系统凝料的重量可能超过制品的重量。
由于塑料在热流道模具内一直处于熔融状态,制品不需修剪浇口,基本上是无废料加工,因此可节约大量原材料。
由于不需废料的回收、挑选、粉碎、染色等工序,故省工、省时、节能降耗。
注射料中因不再掺入经过回收加工的浇口料,故产品质量可以得到显著地提高,同时由于浇注系统塑料保持熔融,流动时压力损失小,因而容易实现多浇口、多型腔模具及大型制品的低压注塑。
热浇口利于压力传递,在一定程度上能克服塑件由于补料不足而形成的凹陷、缩孔、变形等缺陷。
适用树脂范围广、成型条件设定方便。
由于热流道温控系统技术的完善及发展,现在热流道不仅可以用于熔融温度较宽的聚乙烯、聚丙烯,也能用于加工温度范围较窄的热敏型塑料,如聚氯乙烯、聚甲醛等。
对易产生流涎的聚酰胺(PA),通过选用阀式热喷嘴也能实现热流道成型。
另外,操作简化、缩短成型周期也是热流道模具的一个重要特点。
与普通流道相比,缩短了开合模行程,不仅制件的脱模和成型周期缩短,而且有利于实现自动化生产。
热流道模具定义热流道模具是一种特殊类型的模具,它在塑料注射成型过程中能够有效地控制塑料的流动和冷却,以提高产品的质量和生产效率。
热流道模具的设计和制造要考虑多种因素,如塑料材料的特性、产品的形状和尺寸、注射压力和温度等。
热流道模具具有更高的注塑效率。
相比传统的冷流道模具,热流道模具能够减少塑料的冷却时间,提高注塑速度,从而缩短了生产周期。
热流道模具中的加热系统能够将热能直接传递给塑料,使其保持较高的温度,从而保持较低的粘度,提高了塑料的流动性。
这样一来,塑料在注射过程中能够更加均匀地填充模具腔体,避免了热冷交界线产生的缺陷,提高了产品的质量。
热流道模具能够减少塑料的浪费。
传统的冷流道模具在注塑过程中需要使用大量的冷却水来降低塑料的温度,而这些冷却水会造成大量的水蒸气和废水的产生,对环境造成了一定的污染。
而热流道模具通过加热系统来控制塑料的温度,减少了冷却水的使用,降低了废水的产生。
同时,热流道模具还可以减少塑料的废料产生,提高了材料的利用率,降低了生产成本。
热流道模具还能够提高产品的外观质量。
由于热流道模具能够控制塑料的温度和流动性,使塑料更加均匀地填充模具腔体,从而减少了产品表面的缺陷和气泡的产生。
这样一来,产品的外观质量得到了显著的提高,满足了客户对产品外观的要求。
热流道模具还具有灵活性和多样性。
热流道模具的加热系统可以根据不同的产品要求进行调整,实现不同的温度控制,以适应不同的塑料材料和注塑工艺。
同时,热流道模具还可以应用于复杂的产品结构,如薄壁注塑、多孔注塑等,提高了模具的适用范围和灵活性。
总体而言,热流道模具作为一种先进的注塑模具技术,具有诸多优势。
它能够提高注塑效率、减少塑料浪费、改善产品外观质量,并且具有灵活性和多样性。
随着科技的不断进步和人们对产品质量要求的提高,热流道模具必将在注塑行业中得到更广泛的应用。
通过不断的创新和改进,热流道模具将为塑料制品的生产带来更多的便利和效益。

模具热流道技术我国的模具产品水平已达到国际20世纪90年代中期水平,汽车模具等生产也将进入自主开发时代,但是对于热流道系统,我国目前却还停留在初期阶段。
热流道技术是应用于塑料注塑模浇注流道系统的一种先进技术,是塑料注塑成型工艺发展的一个热点方向。
它于20世纪50年代问世,经历了一段较长时间地推广以后,其市场占有率逐年上升。
80年代中期,美国的热流道模具占注射模具总数的15%~17% ,欧洲为12%~15% ,日本约为10% 。
但到了90年代,美国生产的塑料注射模具中热流道模具已占40%以上,在大型制品的注射模具中则占90%以上。
1什么是热流道?热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态。
由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。
因此,热流道工艺有时称为热集流管系统,或者称为无流道模塑。
热流道技术的优、缺点热流道技术与常规的冷流道相比有以下的好处:1、节约原材料,降低成。
2、缩短成型周期,提高机器效率3、改善制品表面质量和力学性能。
4、不必用三板式模具即可以使用点浇口。
5、可经济地以侧浇口成型单个制品。
6、提高自动化程度。
7、可用针阀式浇口控制浇口封冻。
8、多模腔模具的注塑件质量一致。
9、提高注塑制品表面美观度。
但是,每一项技术都会有自身的缺点存在,热流道技术也不例外:1、模具结构复杂,造价高,维护费用高。
2、开机需要一段时间工艺才会稳定,造成开价废品较多。
3、出现熔体泄露、加热元件故障时,对产品质量和生产进度影响较大。
上面第三项缺点,通过采购质量上等的加热元件、热流道板以及喷嘴并且使用时精心维护,可以减少这些不利情况的出现。
2热流道系统的结构热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。
热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。
热流道教程一、热流道的过去现在和未来二、热流道的原理及概念三、热流道的优点四、热流道组成五、热流道的应用六、热流道安装本资料由贝斯特MoldBest热流道公司协助制作一、热流道的历史、现在、未来作为一项先进的注塑加工技术—热流道技术;在欧美国家的普及使用可以追溯到上个世纪的中期甚至更早;早在1940年12月;就取得了热流道技术的专利权..由于热流道具有许多优点;因此;在国外发展比较快;许多塑胶模具厂所生产的模具50%以上采用了热流道技术;部分模具厂甚至达到80%以上;而在中国;这一技术在近几年才真正得推广和应用..随着模具行业的不断发展;热流道在塑胶模具中运用的比例也逐步提高..但总体不足10%;这个差距相当巨大..近年来;热流道技术在中国的逐渐推广;这很大程度上是由于我国模具向欧美公司的出口量快速发展带来的..在欧美国家;注塑生产已经依赖于热流道技术..可以这样说;没有使用热流道技术的模具现在已经很难出口;这也造成了很多模具厂家对于热流道技术意识上的转变..由于很多外国进口的热流道系统价格比较贵;国内很大一部分厂家接受不了;所以就出现了一些国产热流道系统元件..这对于热流道技术在中国的推广有很大的好处..虽然热流道技术已经开始推广;但有的公司使用率达20%以上;一般采用简单的尖咀、通咀..少数公司采用具有世界先进水平的高难度针阀式热咀;但总体上热流道的采用率达不到10%;与国外的50~80%相差太远..返回二、热流道的原理冷流道是指模具入口与产品浇口之间的部分..塑料在流道内靠注塑压力和其本身的热量保持流动状态;流道作为成型物料的一部分;但并不属于产品..所以在我们设计模具的时候既要考虑填充效果;又要考虑怎样通过缩短、缩小流道来节省材料;理想情况是这样;但实际应用中则很难达到两全其美..热流道又称无流道是指在每次注射完毕后流道中的塑料不凝固;塑胶产品脱模时就不必将流道中的水口脱出..由于流道中的塑料没有凝固;所以在下一次注射的时候流道仍然畅通..简要言之;热流道就是注塑机喷咀的延伸..返回三、热流道的优点为什么会有这种热流道技术出现呢热流道技术又能够带给我们哪些好处呢熟悉注塑工艺的朋友都知道;常规注塑成型经常会有以下不利因素的出现:A.充模困难B.薄壁大制件的变形C.浇道原材料的浪费D.多模腔模具的注塑件质量不一等热流道技术的出现;则给这些问题提供了比较完善的解决方案;一般来讲;采用热流道有以下的好处:1.流道内压力损耗小;塑料流动性好;温度均匀;则产品的内应力;变形就会减小;产品表面质量和力学性能就会大大提高;常见的缩水、填充不足、熔接痕、颜色不均、飞边、翘曲现象也可以减少;2.消除全部或大部分流道废料;物料的有效利用率高;不必回用旧料;3.缩短了成型周期;开模行程;提高了生产效率;4.热流道均为自动切断浇口;可以提高自动化程度;5.降低注塑压力;有利于保护模具;延长使用寿命;6.多模腔模具可保证填充均匀;质量一致;热流道的缺陷每一项技术都会有自身的缺点存在;热流道技术也不例外1.模具造价成本高;2.模具结构相比较复杂;要求严格控制温度;3.需要专业人士进行维护..返回四、热流道系统的组成热流道系统由四部分组成:热咀、分流板、加热原件和温控器1.热咀:将从分流板进入的塑料再送进各个模腔;充分降低注射压力..由于客户不同的需求及针对不同塑料的不同特性;热咀的规格型号有多种选择;也可以根据客户的要求定制加工..从加热方式上可分为:内加热热咀和外加热热咀;从结构上分常用的有:尖咀、通咀和针阀咀针阀式热咀技术上较先进;优点有:1.在制品上不留下进浇口残痕;进浇口处痕迹平滑;2.能使用较大直径的浇口;可使型腔填充加快;并进一步降低注射压力;减小产品变形;3.可防止开模时出现拉丝现象及流涎现象;4.当注塑机螺杆后退时;可有效地防止从模腔中反吸物料;5.能实行定时注射以减少制品熔接痕..2.分流板:连接注塑机喷嘴与热咀;将塑料恒温的从主射咀送到各个单独的热咀..在熔体传送过程中;熔体的压力减小;并不允许材料降解..常用热流道板的形式有:一字型;H型;Y型;X字型、米字型;从加热方式上分外加热热流道板和内加热热流道板两大类3.加热原件:加热元件是热流道系统的重要组成部分;其加热精度和使用寿命对于注塑工艺的控制和热流道系统的工作稳定影响非常大..一般有加热棒、加热圈、加热管等4.温控器:温控器就是对热流道系统的各个位置进行温度控制的仪器;由底端向高端分别有通断位式;积分微分比例控制式和新型智能化温控器等种类..返回五、热流道的应用热流道应用非常广阔;从日常用品到家用电器到医疗产品、汽车配件等工业产品..各种不同塑料原料都已可顺利使用热流道加工;以常用PP聚丙烯;PE聚乙稀到PC聚碳酸到玻璃纤维强尼龙和聚砜工程材料..产品大小应用可用于小到0.1克大到15公斤..特别是多型腔模具;注塑产品薄壁化和加工工艺严格的工程塑料也要求必须使用热流道系统加工..返回六、热流道安装返回返回首页。
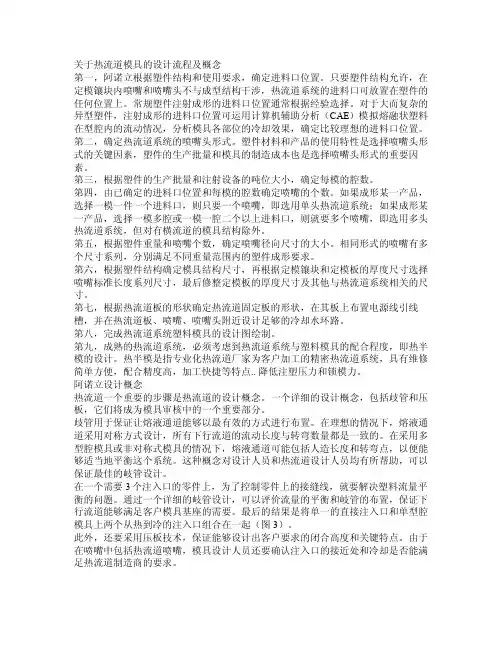
关于热流道模具的设计流程及概念第一,阿诺立根据塑件结构和使用要求,确定进料口位置。
只要塑件结构允许,在定模镶块内喷嘴和喷嘴头不与成型结构干涉,热流道系统的进料口可放置在塑件的任何位置上。
常规塑件注射成形的进料口位置通常根据经验选择。
对于大而复杂的异型塑件,注射成形的进料口位置可运用计算机辅助分析(C AE)模拟熔融状塑料在型腔内的流动情况,分析模具各部位的冷却效果,确定比较理想的进料口位置。
第二,确定热流道系统的喷嘴头形式。
塑件材料和产品的使用特性是选择喷嘴头形式的关键因素,塑件的生产批量和模具的制造成本也是选择喷嘴头形式的重要因素。
第三,根据塑件的生产批量和注射设备的吨位大小,确定每模的腔数。
第四,由已确定的进料口位置和每模的腔数确定喷嘴的个数。
如果成形某一产品,选择一模一件一个进料口,则只要一个喷嘴,即选用单头热流道系统;如果成形某一产品,选择一模多腔或一模一腔二个以上进料口,则就要多个喷嘴,即选用多头热流道系统,但对有横流道的模具结构除外。
第五,根据塑件重量和喷嘴个数,确定喷嘴径向尺寸的大小。
相同形式的喷嘴有多个尺寸系列,分别满足不同重量范围内的塑件成形要求。
第六,根据塑件结构确定模具结构尺寸,再根据定模镶块和定模板的厚度尺寸选择喷嘴标准长度系列尺寸,最后修整定模板的厚度尺寸及其他与热流道系统相关的尺寸。
第七,根据热流道板的形状确定热流道固定板的形状,在其板上布置电源线引线槽,并在热流道板、喷嘴、喷嘴头附近设计足够的冷却水环路。
第八,完成热流道系统塑料模具的设计图绘制。
第九,成熟的热流道系统,必须考虑到热流道系统与塑料模具的配合程度,即热半模的设计。
热流道模具概念利用加热装置使流道内熔体始终不凝固的模具.[编辑本段]国际上热流道模具生产简况在世界上工业较为发达的国家和地区热流道模具生产极为活跃。
热流道模具比例不断提高。
许多10人以下的小模具厂都进行热流道模具的生产。
从总体上讲北美,欧洲使用热流道技术时间较久,经验较多水平较高。
在亚洲,除日本外,新加坡,南韩,台湾,香港处于领先地位。
北美,欧洲虽然模具制造水平较高,但价格较高交货期较长。
相比之下,亚洲的热流道模具制造商在价格与交货期上更具竞争性。
而中国的热流道模具尚处于起步阶段,但是正在快速增长,比例不断提高。
[编辑本段]热流道模具的优点热流道模具在当今世界各工业发达国家和地区均得到极为广泛的应用。
这主要因为热流道模具拥有如下显著特点:缩短制件成型周期因没有浇道系统冷却时间的限制,制件成型固化后便可及时顶出。
许多用热流道模具生产的薄壁零件成型周期可在5秒钟以下。
节省塑料原料在纯热流道模具中因没有冷浇道,所以无生产费料。
这对于塑料价格贵的应用项目意义尤其重大。
事实上,国际上主要的热流道生产厂商均在世界上石油及塑料原料价格昂贵的年代得到了迅猛的发展。
因为热流道技术是减少费料降低材料费的有效途径。
减少废品,提高产品质量在热流道模具成型过程中,塑料熔体温度在流道系统里得到准确地控制。
塑料可以更为均匀一致的状态流入各模腔,其结果是品质一致的零件。
热流道成型的零件浇口质量好,脱模后残余应力低,零件变形小。
所以市场上很多高质量的产品均由热流道模具生产。
如人们熟悉的MOTOROLA手机,HP打印机,DELL笔记本电脑里的许多塑料零件均用热流道模具制作。
消除后续工序,有利于生产自动化。
制件经热流道模具成型后即为成品,无需修剪浇口及回收加工冷浇道等工序。
有利于生产自动化。
国外很多产品生产厂家均将热流道与自动化结合起来以大幅度地提高生产效率。
扩大注塑成型工艺应用笵围许多先进的塑料成型工艺是在热流道技术基础上发展起来的。
我国模具行业近年来发展很快,据不完全统计,至2002年年底,我国共有模具生产企业2万多家,从业人员约50万人,模具年总产值约440亿元,每年的模具出口数量都呈增长趋势。
在全球,也算的上是模具大国。
然而,作为与模具行业密不可分的热流道系统,在我国的发展却令人心寒。
在中国,你要是去做一下民意调查。
问别人什么是模具?估计很多人会滔滔不绝的跟你述说着自己的观点看法,但是你要问什么是热流道?可以说除专业领域内的一些人士外,能回答你的人很少,甚至于大部分的人对于热流道一无所知,连热流道是用于哪个行业领域内的都不清楚,这样的现实对于一个模具大国来说实在是一种悲哀。
根据规划,到2005年,我国的模具产品水平将达到国际20世纪90年代中期水平,汽车模具等生产也将进入自主开发时代,但是对于热流道系统,我国目前却还停留在初期阶段。
一、什么是热流道热流道技术是应用于塑料注塑模浇注流道系统的一种先进技术,是塑料注塑成型工艺发展的一个热点方向。
所谓热流道成型是指从注射机喷嘴送往浇口的塑料始终保持熔融状态,在每次开模时不需要固化作为废料取出,滞留在浇注系统中的熔料可在再一次注射时被注入型腔。
理想的注塑系统应形成密度一致的部件,不受所有的流道、飞边和浇口水口的影响。
相对冷流道来讲,热流道要做到这一点,就必须维持材料在热流道内的熔融状态,不会随成形件送出。
热流道工艺有时称为热集流管系统,或者称为无流道模塑。
基本来讲,可以把热集流管视为机筒和注塑机喷嘴的延伸部分。
热流道系统的作用就是把材料送到模内的每一浇口。
二、热流道技术的优、缺点那么,为什么会有这种热流道技术出现呢?热流道技术又能够带给我们那些好处呢?熟悉注塑工艺的朋友都知道,常规注塑成型经常会有以下不利因素的出现:1、充模困难;2、薄壁大制件的变形;3、浇道原材料的浪费;4、多模腔模具的注塑件质量不一。
热流道技术的出现,则给这些问题提供了比较完善的解决方案,一般来讲,采用热流道有以下的好处:1、节约原材料,降低成。
模具英语专业术语模具述语一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口:pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate圆形流道:round(full/half runner 流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座:connector socket密封封料:seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉导边:leader pin/guide pin边司导套:bushing/guide bushing 中托司:shoulder guide bushing 中托边Lguide pin顶针板:ejector retainner plate 托板:support plate螺丝:screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock 顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slideinsert压座斜鸡:wedge耐磨板油板:wedge wear plate 压条:plate撑头: support pillar 唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock setpush bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bushejector guide pin 镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug217锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod 尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shuthight顶针碰运水:water line interferes withejector pin料位出上下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cuton B-plate.不准用镶件:Do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliinary (final)mold design反呵:reverse core弹弓压缩量:spring compressed length 稳定性好:good stability,stable 强度不够:insufficient rigidity 均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公电极):copper electrode Mold & die components 模具单元Mold changing systems 换模系统Mold core模芯Mold heaters/chillers 模具加热器冷却器Mold polishing/texturing 模具打磨磨纹Mold repair模具维修Molds模具Pressing dies压模Quick die change systems 速换模系统Quick mold change systems 快速换模系统三、模具塑料模具mould of plastics注塑模具injection mould冲压模具die模架mould base定模座板Top clamping plate Top plateFixed clamp plate水口推板stripper plateA板A plateB板B plate支承板support plate方铁spacer plate底针板ejector plate面针板ejector retainer plate 回针Return pin导柱Guide pin有托导套Shoulder Guide bush 直导套Straight Guide bush 动模座板Bottom clamp plate Moving clamp plate 基准线datum line基准面datum plan型芯固定板core-retainer plate 凸模固定板punch-retainer plate 顶针ejector pin单腔模具single cavity mouldmulti-cavity mould 多浇口multi-gating浇口gate缺料starving排气breathing光泽gloss合模力mould clamping force 锁模力mould locking force 挤出extrusion317开裂crackcycle time老化aging螺杆screw麻点pit嵌件insert活动镶件movable insert 起垩chalking浇注系统feed system主流道sprue分流道runner浇口gatedirect gate , sprue gate轮辐浇口spoke gate , spider gate点浇口pin-point gate测浇口edge gate潜伏浇口submarine gate , tunnel gate 料穴cold-slug well浇口套sprue bush流道板runner plate排飞槽vent分型线(面)parting line定模stationary mouldFixed mould动模movable mould, movable half 上模upper mouldupper half下模lower mouldlower half型腔cavity凹模cavity platecavity block拼块split定位销dowel定位销孔dowel hole型芯core斜销angle pin, finger cam 滑块slide滑块导板slide guide strip楔紧块heel block, wedge lock 拉料杆sprue puller定位环locating ring冷却通cooling channel脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mould绝热流道模insulated runner mould熔合纹weld lineflow line三板式模具three plate mould脱模ejection换模腔模具interchangeable cavity mould 脱模剂release agent注射能力shot capacity注射速率injection rate注射压力injection pressure差色剂colorant保压时间holdup time闭模时间closing time定型装置sizing system阴模female mouldcavity block阳模male mould电加工设备Electron Discharge Machining 数控加工中心CNC machine center万能铁床Universal milling machine卧式刨床Horizontal planer车床Engine lathe平面磨床Surface grinding machineDemagnetization machine万能摇臂钻床Universal radial movable driller立式钻床Vertical driller超声波清洗机Ultrasonic clearing machine compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taperleather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕417post screw insert 螺纹套筒埋值self tapping screw 自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chiphandle mold手持式模具(移转成型用模具)encapsulation molding 低压封装成型(射出成型用模具)two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindlespear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line 熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate 脱料板insert corerunner stripper plate 浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin拉料杆slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate 隔膜浇口环形浇口subarine gate 潜入式浇口tunnel gate 隧道式浇口pin gate针点浇口Runner less 无浇道(sprue less)无射料管方式long nozzle 延长喷嘴方式sprue浇口溶渣emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字料号shearing剪断tick-mark nearside 正面压印tick-mark farside 反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg 模具结构图material材质material thickness 料片厚度factor系数upward向上517downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post 内导柱inner hexagon screw 内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool 等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder 上夹板stripper pad 脱料背板up stripper 上脱料板male die公模凸模feature die 公母模female die母模upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板底板stripping plate 内外打脱料板outer stripper 外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块嵌入件deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch 异形冲子bending block折刀rollerbaffle plate挡块located block定位块supporting block for location 定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block塑料模具专业术语动模movable mould moving half定模座板fixed clamp plate, topclamping plate. top plate动模座板moving clamp plate. bottomclamping plate. bottom plate上模座板upper clamping plate希望以上资料对你有所帮助,附励志名言3条:1、有志者自有千计万计,无志者只感千难万难。