塑性成形工艺第十一章 锤上模锻工艺及模具设计
- 格式:ppt
- 大小:2.18 MB
- 文档页数:79
锻造工艺与模具设计-锤上模锻引言锤上模锻是一种传统的金属锻造工艺,它使用锤子和模具将金属加热至一定温度后进行锤击,使其塑性发生变化,并通过模具的形状来塑造金属的最终形态。
本文将介绍锤上模锻的工艺流程以及模具设计的要点和注意事项。
锤上模锻的工艺流程锤上模锻的工艺流程通常包括以下几个步骤:1.材料准备:选择适当的金属材料,并对其进行预处理,如去除表面氧化物、清除杂质等。
2.加热:将金属材料加热至适当的温度,以增加其塑性。
加热温度通常根据材料的种类和要求的锻造效果来确定。
3.锤击:在金属材料达到适当温度后,使用锤子对其进行锤击。
锤击力度和频率需根据材料的塑性和形状来调整,以达到锻造工件的要求。
4.模具设计:根据锻造工件的形状和尺寸要求,设计制作适用的模具。
模具应具有足够的强度和刚度,以承受锤击的力量,并能形成金属的预期形状。
5.成品处理:锻造完成后,对锻造工件进行必要的处理,如退火、淬火、表面处理等,以提高其性能和外观质量。
模具设计的要点和注意事项1. 模具材料的选择模具材料应具有足够的硬度和强度,以抵抗锤击力量的作用。
常用的模具材料有合金工具钢、高速钢等。
在选择模具材料时,还需要考虑其热膨胀系数和导热性能,以确保模具在高温条件下能保持形状稳定性。
2. 模具结构设计模具的结构设计应考虑到工件的形状和尺寸要求,以及锤击的力量和频率。
模具应具有足够的强度和刚度,以承受锤击的力量,并能准确地形成金属的预期形状。
同时,模具的结构应合理,方便装卸和调整,以提高生产效率。
3. 模具表面处理模具的表面处理对于形成工件的表面质量和精度非常重要。
常用的表面处理方法包括电火花加工、抛光、渗碳等。
表面处理可以改善模具的耐磨性和抗粘附性,以减少模具的磨损和延长使用寿命。
4. 模具的维护与保养模具在锤上模锻过程中会受到较大的冲击和热应力,因此需要定期进行维护和保养,以确保其性能和使用寿命。
维护和保养包括清洁、修复损坏、润滑等工作。

第一章塑性成形(塑性加工、压力加工):金属材料在一定的外力作用下,利用金属的塑性而使其成形为具有一定形状及一定力学性能的加工方法。
塑性成形工艺与其他加工工艺相比,特点:1、材料利用率高2、力学性能好3、尺寸精度高4、生产效率高塑性成形工艺的分类按加工对象的属性:一次塑性加工(轧制、挤压、拉拔等)、二次塑性加工按塑性成形毛坯特点:体积成形(块形成形)、板料成形轧制:纵轧、横轧、斜轧挤压(坯料后端施加压力):正挤压、反挤压、复合挤压拉拔(坯料前端施加压力)板料成形(冲压、冷冲压、板料冲压),按性质分为:分离工序(落料、冲孔、切断、切边、剖切等)、成形工序(弯曲、拉深、翻边、胀形、扩口、缩口、旋压等)体积成形,分为锻造(自由锻、模锻)、挤压(开式模锻、闭式模锻)自由锻,主要用于单件、小批量生产、大锻件生产或冶金厂开坯。
冲压工艺分类按变形性质分类:1、分离工序2、成形工序*按基本变形方式分类:1、冲裁2、弯曲3、拉深4、成形*按工序组合形式分类1、简单工序2、组合工序(1、复合冲压2、连续冲压3、连续-复合冲压)板料成形的失稳现象:拉伸失稳(板料在拉应力作用下局部出现缩颈或断裂)压缩失稳(板料在压应力作用下出现起皱)*板料冲压成形性能影响较大的力学性能指标:1、屈服强度σs(小好)2、屈强比σs/σb(小好)3、伸长率4、硬化指数n硬化指数:单向拉伸硬化曲线可写成σ=cε^n,其中指数n即为硬化指数,表示在塑性变形中材料的硬化程度。
*Q:什么叫加工硬化和硬化指数?加工硬化对冲压成形有有利和不利的影响?A:加工硬化:指随着冷变形程度的增加,金属材料的强度和硬度指标都有所提高,但塑性、韧性有所下降的现象。
优:由于加工过硬化使变形抗力提高,又提高了材料承载能力。
缺:加工硬化变形越大,会使断面在局部地方易形成缩颈,容易被拉断不利于成形。
5、厚向异性系数γ(大好)厚向异性系数越大,表示板料越不易在厚度方向上产生变形,不易出现变薄和增厚。
塑性成形工艺第十一章锤上模锻工艺及模具设计锤上模锻工艺是一种常见的金属塑性成形工艺,通过锤击和挤压金属材料,使其在锻模的作用下得到塑性变形,从而得到所需形状和尺寸的零件。
本文将从锤上模锻工艺及模具设计两个方面进行详细介绍。
一、锤上模锻工艺锤上模锻工艺是将预热好的金属坯料放置于模具中,通过锤击和挤压使其在模具的作用下得到塑性变形,从而得到所需形状和尺寸的零件。
具体的工艺流程如下:1.材料选择:根据零件的要求选择合适的金属材料,并对其进行预热处理,以提高其塑性和可锻性。
2.模具设计:根据零件的形状和尺寸要求,设计和制造适用的锻模。
3.预热坯料:将金属坯料放入预热炉中对其进行预热处理,使其达到适合锻造的温度。
4.放料:将预热好的金属坯料取出,放置于模具中。
5.锤击和挤压:用锤子对金属坯料进行锤击和挤压,使其在模具的作用下得到塑性变形,并逐渐冷却固化。
6.去毛刺:在锻造后对零件进行去除表面的毛刺处理。
7.检验和整形:对锻造后的零件进行质量检验,如尺寸、表面质量等,并进行修整和整形。
二、模具设计模具是实现锤上模锻工艺的重要工具,合理的模具设计能够保证锻件的形状和质量。
以下是模具设计的一些要点:1.模具材料:模具需要具有足够的硬度和耐磨性,常用的模具材料有合金工具钢、合金炉电极材料等。
2.模具结构:模具应具有足够的强度和刚度,能够承受锻造过程中的冲击和挤压力。
模具的结构应尽可能简单,易于制造和安装。
3.模具尺寸:模具的尺寸应根据零件的形状和尺寸要求进行合理确定。
模具的开裂数量和形式、上、下模的高度和准确度等都需要进行细致的计算和设计。
4.模具润滑:模具表面应涂抹适当的润滑剂,以减小模具与金属之间的摩擦力,提高成形性能。
5.模具冷却:模具内部应设置冷却装置,以保持模具在工作过程中的合适温度,减少模具磨损和延长使用寿命。
总之,锤上模锻工艺及模具设计是塑性成形工艺中的重要环节。
通过合理的工艺流程和模具设计,可以获得形状和尺寸精确的零件,并满足各种机械零件的使用要求。

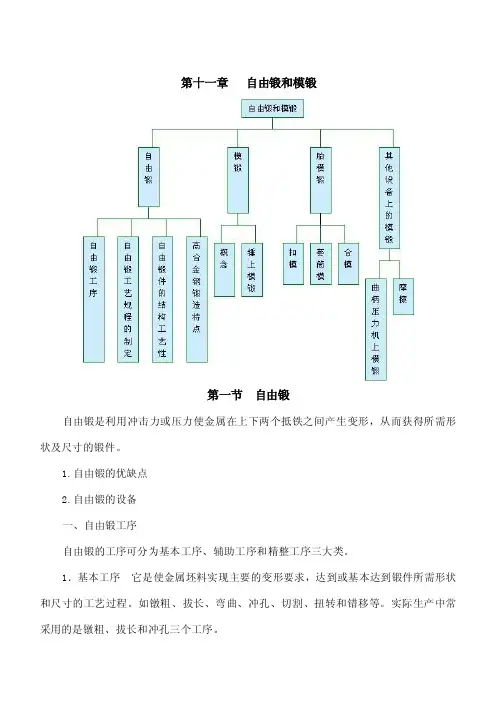
第十一章自由锻和模锻第一节自由锻自由锻是利用冲击力或压力使金属在上下两个抵铁之间产生变形,从而获得所需形状及尺寸的锻件。
1.自由锻的优缺点2.自由锻的设备一、自由锻工序自由锻的工序可分为基本工序、辅助工序和精整工序三大类。
1.基本工序它是使金属坯料实现主要的变形要求,达到或基本达到锻件所需形状和尺寸的工艺过程。
如镦粗、拔长、弯曲、冲孔、切割、扭转和错移等。
实际生产中常采用的是镦粗、拔长和冲孔三个工序。
2.辅助工序是指进行基本工序之前的预变形工序。
如压钳口、倒棱、压肩等. 3.整理工序它是在完成基本工序之后,用以提高锻件尺寸及位置精度的工序。
二、自由锻工艺规程的制订制订自由锻的工艺规程包括绘制锻件图,确定变形工步,计算坯料的重量和尺寸,选定设备和工具,确定锻造温度范围和加热、冷却及热处理的方法和规范等。
1.绘制锻件图绘制锻件图应考虑以下几个因素.(1)(1)敷料如图1l—1(a)所示(2)加工余量(3)锻件公差锻件图的画法如图11—1(b)所示,2.坯料质量及尺寸计算坯料质量可按下式计算;G坯料=G锻件+G烧损+ G烧损式中 G坯料——坯料质量;G锻件——锻件质量;G烧损——加热时坯料表面氧化而烧损的质量.第一次加热取被加热金属的2~3%,以后各次加热取1.5~2.0%,G烧损——在锻造过程中冲掉或被切掉的那部分金属的质量.如冲孔时坯料中部的料芯.修切端部产生的料头等.当锻造大型锻件采用钢锭作坯料时,还要考虑切掉的钢锭头部和钢锭尾部的质量。
3.选择锻造工序选择自由锻造工序,主要是根据工序特点和锻件形状来确定,对一般锻件的大致分类及所采用的工序如表11-1所示。
三,自由锻锻件结构工艺性1.1.锻件上具有锥体或斜面的结构,从工艺角度衡量是不合理的如图11—2(a)。
因为锻造这种结构,必须制造专用工具,锻件成形也比较困难,使工艺过程复杂化,操作很不方便,影响设备的使用效率,所以要尽量避免。
应改进设汁,如图ll--2(b)。
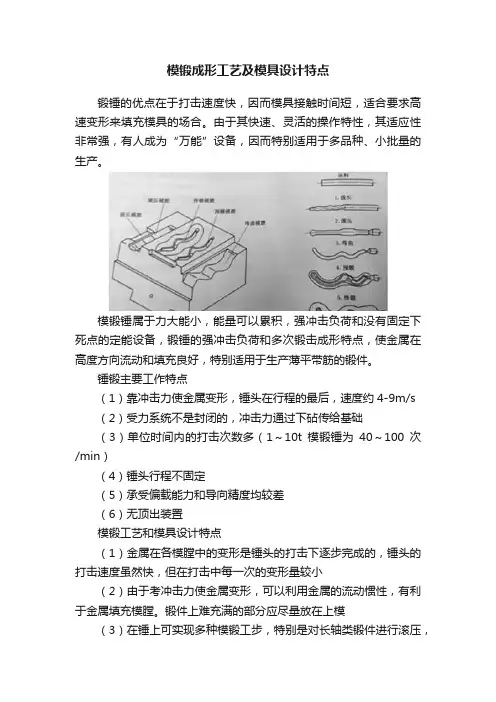
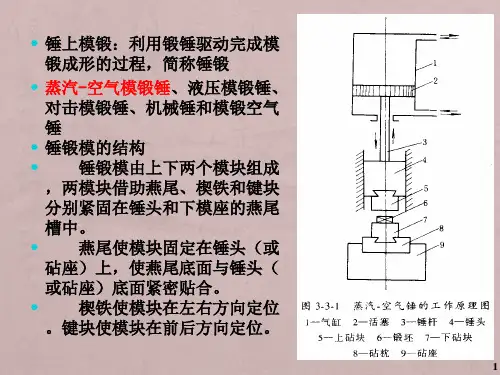
模锻成形工艺及模具设计特点锻锤的优点在于打击速度快,因而模具接触时间短,适合要求高速变形来填充模具的场合。
由于其快速、灵活的操作特性,其适应性非常强,有人成为“万能”设备,因而特别适用于多品种、小批量的生产。
模锻锤属于力大能小,能量可以累积,强冲击负荷和没有固定下死点的定能设备,锻锤的强冲击负荷和多次锻击成形特点,使金属在高度方向流动和填充良好,特别适用于生产薄平带筋的锻件。
锤锻主要工作特点(1)靠冲击力使金属变形,锤头在行程的最后,速度约4-9m/s(2)受力系统不是封闭的,冲击力通过下砧传给基础(3)单位时间内的打击次数多(1~10t模锻锤为40~100次/min)(4)锤头行程不固定(5)承受偏载能力和导向精度均较差(6)无顶出装置模锻工艺和模具设计特点(1)金属在各模膛中的变形是锤头的打击下逐步完成的,锤头的打击速度虽然快,但在打击中每一次的变形量较小(2)由于考冲击力使金属变形,可以利用金属的流动惯性,有利于金属填充模膛。
锻件上难充满的部分应尽量放在上模(3)在锤上可实现多种模锻工步,特别是对长轴类锻件进行滚压,拔长等制坯工步非常方便(4)由于模锻锤的导向精度不太高,工作时的冲击性质和锤头行程不固定等,因此模锻件的尺寸不太高(5)由于无顶出装置,锻件起模较困难,模锻斜度应适当大些(6)由于冲击力使金属变形,模具一般采用整体结构(7)由于靠冲击力使金属变形和锤头行程速度快,通常才用锁扣装置导向,较少采用导柱导套。
典型的锤模锻经过6个工序①镦粗:用来以减小坯料高度,增大横截面积(图中无镦粗工序)。
②拔长:将坯料绕轴线翻转并沿轴线送进,用来减小坯料局部截面,延长坯料长度。
③滚压:操作时只翻转不送进,可使坯料局部截面聚集增大,并使整个坯料的外表圆浑光滑。
④弯曲:用来改变坯料轴线形状。
⑤预锻:改善锻件成形条件,减少锻模膛的磨损。
⑥终锻:使锻件最终成形,决定锻件的形状和精度。
摇臂”锤模锻工艺及模具设计课程设计报告前言本文主要介绍了锤上模锻锻件设计及工艺设计的相关内容。
通过零件分析、材料特性分析、尺寸精度及表面粗糙度分析等,确定了基本工艺方案。
在锤上模锻锻件设计中,确定了分模位置、锻件公差及加工余量等参数,并计算了锻件的主要参数。
最后,通过模锻件的技术条件确定了锤上模锻锻件的工艺设计。
1 零件分析及基本工艺方案确定1.1 零件分析首先对锤上模锻锻件进行了分析,确定了其结构特点、零件形状和尺寸等信息,为后续的工艺设计提供了基础。
1.2 零件材料特性分析在零件分析的基础上,对锻件所用的材料进行了特性分析,包括其化学成分、物理性质、力学性能等方面的特点,以便在后续的工艺设计中能够更好地选择合适的工艺参数。
1.3 零件尺寸精度及表面粗糙度分析为了确保锤上模锻锻件的质量,对其尺寸精度和表面粗糙度进行了分析,以便在后续的工艺设计中能够更好地控制这些参数。
1.4 零件基本工艺方案确定通过对零件的分析和材料特性分析,确定了锤上模锻锻件的基本工艺方案,包括锻造工艺、热处理工艺等方面的内容。
2 锤上模锻锻件设计2.1 确定分模位置在锤上模锻锻件设计中,首先需要确定分模位置,以便在后续的工艺设计中能够更好地控制锻件的形状和尺寸。
2.2 确定锻件公差及加工余量2.2.1 确定材质系数、复杂系数、零件的机械加工精度在确定锻件公差及加工余量时,需要考虑材质系数、复杂系数和零件的机械加工精度等因素,以便在后续的工艺设计中能够更好地控制这些参数。
2.2.2 确定锻件公差和余量通过对锻件的分析和材料特性分析,确定了锻件的公差和余量,以便在后续的工艺设计中能够更好地控制这些参数。
2.2.3 确定模锻斜度在锤上模锻锻件设计中,还需要考虑模锻斜度的问题,以便在后续的工艺设计中能够更好地控制锻件的形状和尺寸。
2.2.4 确定圆角半径在锤上模锻锻件设计中,还需要考虑圆角半径的问题,以便在后续的工艺设计中能够更好地控制锻件的形状和尺寸。