脱乙烷塔用16MnDR钢焊接工艺
- 格式:pdf
- 大小:391.78 KB
- 文档页数:2
16MnR钢(板厚12mm)二氧化碳焊焊接工艺评定及焊接工艺1母材的分析(1)钢号:16Mn(2) 性能:16MnR是普通低合金钢,是锅炉压力容器专用钢。
它的强度较高,塑性韧性良好,有较好的力学性能和工艺性能。
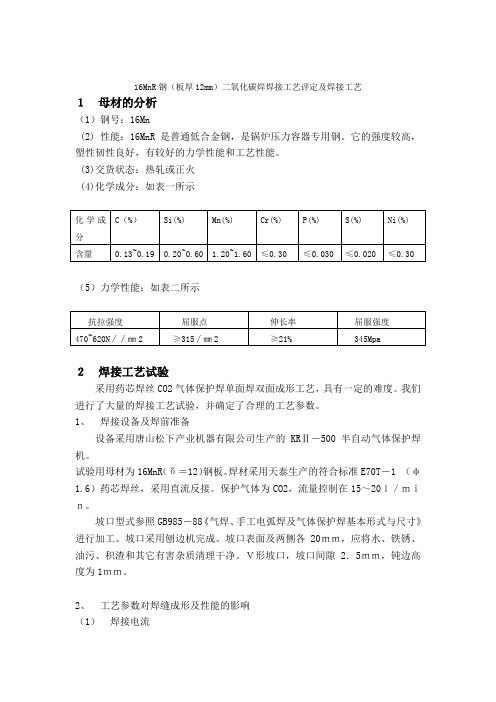
(3)交货状态:热轧或正火(4)化学成分:如表一所示化学成C(%)Si(%) Mn(%) Cr(%) P(%) S(%) Ni(%)分含量0.13~0.19 0.20~0.60 1.20~1.60 ≤0.30 ≤0.030 ≤0.020 ≤0.30 (5)力学性能:如表二所示抗拉强度屈服点伸长率屈服强度470~620N∕∕㎜2 ≥315∕㎜2 ≥21% 345Mpa2焊接工艺试验采用药芯焊丝CO2气体保护焊单面焊双面成形工艺,具有一定的难度。
我们进行了大量的焊接工艺试验,并确定了合理的工艺参数。
1、焊接设备及焊前准备设备采用唐山松下产业机器有限公司生产的KRⅡ-500半自动气体保护焊机。
试验用母材为16MnR(δ=12)钢板。
焊材采用天泰生产的符合标准E70T-1 (φ1.6)药芯焊丝,采用直流反接。
保护气体为CO2,流量控制在15~20l/min。
坡口型式参照GB985-88《气焊、手工电弧焊及气体保护焊基本形式与尺寸》进行加工。
坡口采用刨边机完成。
坡口表面及两侧各20mm,应将水、铁锈、油污、积渣和其它有害杂质清理干净。
V形坡口,坡口间隙2.5mm,钝边高度为1mm。
2、工艺参数对焊缝成形及性能的影响(1)焊接电流焊接电流增加则焊丝熔化量增加,焊缝宽度加大,余高加高。
同时因电弧热量增加,向母材的输入热增加,导致熔深也增大。
(2)焊接电压电弧电压的大小影响焊接过程的稳定性,焊丝金属熔滴过渡形式,焊缝金属的氧化和飞溅等。
电弧电压增加,熔宽明显增加,熔深略有减少,但增加焊缝金属的氧化和飞溅,降低焊缝的力学性能。
电压和电流必须适当配合,才能获得良好的工艺性能。
(3) 焊接速度焊接速度直接影响焊道的外观形状。
16MnDR 钢焊接工艺评定试验研究发表时间:2020-04-03T10:07:26.383Z 来源:《城镇建设》2020年3期作者:任凌云祁学潮张立强崔宏伟[导读] 在分析了16MnDR低温钢焊接性能的基础上摘要:在分析了16MnDR低温钢焊接性能的基础上,按照产品设计图纸和相关标准要求进行了埋弧焊焊接工艺评定试验。
试验结果表明,通过采用合理的焊接工艺参数和正确的焊接工艺措施,获得了满足公司产品设计要求的焊接接头性能。
关键词: 16MnDR钢;焊接工艺试验;低温冲击韧性 16MnDR钢属于常用的铁素体型低温压力容器用钢,其最低工作温度可达-40 ℃[1-2]。
为了验证我单位产品(主材16MnDR钢)焊接工艺的正确性,获得良好的焊接接头力学性能,提高产品焊接速率和焊接质量,按照产品设计图纸和相关标准要求进行了16MnDR钢埋弧焊焊接工艺评定试验。
试验后对焊接试板进行了外观检验,无损检测,力学性能试验和弯曲试验等检验和结果评价。
1 试验1.1 焊接试板通过分析产品的结构特点和焊接工艺评定适用于焊件厚度覆盖范围,选用对接焊缝进行焊接工艺评定试验。
准备焊接试件所用16MnDR钢板经过化学成分和力学性能复验并合格(复验标准GB 3531-2014《低温压力容器用低合金钢板》),试件为双V形坡口(见图1),钝边6mm, 坡口角度90°,坡口采用铣边机加工而成,焊前必须将坡口和坡口两侧各25mm宽度范围内影响焊接质量的物质(氧化物、锈、油污)用钢丝刷或打磨的方法去除。
焊接试件装配完成后,采用手工电弧焊进行定位点焊,并焊接与试件相同厚度、材质的引弧板和熄弧板。
图1 焊接试件简图 1.2 试验设备本次焊接工艺评定试验所用焊机为MZ-1000直流焊机。
1.3 焊接材料焊材选择根据设计图纸要求,保证焊接接头强度、塑性不低于母材标准规定的下限,冲击韧性不低于母材标准规定下限 ( 母材要求≥47J,NB/T 47014—2011《承压设备产品焊接试件的力学性能》中焊接接头要求≥24J) 要求,根据查找相关技术资料[2-4],决定采用标准为φ3.2 mm-H10Mn2焊丝,其焊缝金属具有良好的机械性能,保证了焊缝低温韧性,且焊丝熔化速率大、效率高、焊接工艺性能良好,匹配焊剂SJ101。
16Mn钢的焊接工艺。
16Mn钢属于碳锰钢,碳当量为0.345%~0.491%,屈服点等于343MPa(强度级别属于343MPa级)。
16Mn钢的合金含量较少,焊接性良好,焊前一般不必预热。
但由于16Mn 钢的淬硬倾向比低碳钢稍大,所以在低温下(如冬季露天作业)或在大刚性、大厚度结构上焊接时,为防止出现冷裂纹,需采取预热措施。
不同板厚及不同环境温度下16Mn钢的预热温度,见表8。
16Mn钢手弧焊时应选用E50型焊条,如碱性焊条E5015、E5016,对于不重要的结构,也可选用酸性焊条E5003、E5001。
对厚度小、坡口窄的焊件,可选用E4315、E4316焊条。
表8 焊接16Mn钢的预热温度
焊件厚度(mm)不同气温下的预热温度计(℃)
16以上16~24 25~40 40以上
不低于-10℃不预热,-10℃以下预热100~150℃
不低于-5℃不预热,-5℃以下预热100~150℃不低于0℃不预热,0℃以下预热100~150℃
均预热100~150℃
16Mn钢埋弧焊时H08MnA焊丝配合焊剂HJ431(开I 形坡口对接)或H10Mn2焊丝配合焊剂HJ431(中板开坡口
对接),当需焊接厚板深坡口焊缝时,应选用H08MnMoA焊丝配合焊剂HJ431。
16Mn钢是目前我国应用最广的低合金钢,用于制造焊接结构的16Mn钢均为16MnR和16Mng钢。
16MnDR焊接工艺规程
1.材料与设备准备
1.1焊接电源为直流、交流及直流反复,电压、电流调整范围应满足焊接要求。
1.2电焊机应符合规定,检查电线及连接是否牢固。
1.3焊条应选择具有适应性及稳定性的焊条。
1.4保护气体应符合要求,应保证气体通路畅通,压力应稳定。
2.焊接前准备
2.1为保证质量,应在焊前对工件进行清洁处理.。
2.2焊接后应进行尺寸检查、角度检查和形位检查,确保工件符合要求。
2.3焊接前应对得到焊缝的板材进行机械样品的试验,确定机械性能参数。
3.焊接方法
3.1焊接方法为手工电弧焊,电弧稳定,焊接过程中应保证连续焊缝。
3.2在角缝、对接缝的高点处,焊条应平行于边缘,角度处焊条要转动,划三角形运动,熔深度为板厚的70%左右,焊层应排列紧密,冷却应均匀。
3.3选择适当的玻璃钢扶手辅助焊接确定是良好的角度和位置。
3.4熔深、渗透、熔合应达到要求,不得出现气孔、夹渣、分层等不良现象。
3.5焊接过程锁定好工件,避免变形。
4.接头质量控制
4.1焊接后应进行断口检查,确保无夹渣、气孔和裂纹。
4.2焊接过程中严格控制熔深和熔深对板厚度的影响。
4.3确保焊接机械性能符合要求,满足设计规范。
4.4必须进行对焊件的可视检查和机械性能检验,确保焊接质量。
本规程适用于16MnDR材料及类似材料的焊接,按本规程进行操作,焊接质量可有效得到保障,避免缺陷问题的出现,提高焊接质量,确保焊接部位的稳固牢靠以及工程设备的正常运转。
16MnR钢(板厚12mm)焊条电弧焊焊接工艺评定及焊接工艺要点前言焊接是金属结构加工中常见的加工方式,对于工业生产来说,焊接技术的好坏会直接影响到产品的质量和寿命。
因此,关于焊接工艺的评定及要点掌握非常重要。
本文将探讨16MnR钢(板厚12mm)焊条电弧焊焊接工艺评定及焊接工艺要点。
16MnR钢(板厚12mm)的基本特征16MnR钢是低合金高强度结构钢,具有一定的耐高温性能、良好的塑性、韧性和可焊性。
在进行焊接的时候需要注意以下要点:•焊缝尽量选择在板材的中间位置,避免出现未熔透缺陷。
•焊缝的宽度不应超过10mm,如果需要增加宽度,应采用多道焊接。
•焊前要对板材进行清洗,以避免涂层和异物的影响。
焊条电弧焊的工艺流程对于16MnR钢(板厚12mm),一般采用焊条电弧焊进行焊接。
焊条电弧焊的工艺流程如下:1.选择合适的焊条和焊接电流。
根据不同的钢材类型及板厚,选择适合的焊条型号和焊接电流,以保证焊接强度和质量。
2.对接缝进行准备。
使用切割机和打磨机清洗接头、确保焊缝两侧的角度在60度左右。
3.拉弓预热。
使用电弧点燃器预热焊缝,至少要保持30秒钟以达到足够高的焊接温度。
4.进行焊接。
通过焊枪将熔融金属填充入焊缝中,同时周期性地移动焊枪并进行填充,以保证焊接的均匀性和质量。
5.完成焊接后,必须对焊丝进行打磨,以保证焊缝表面光滑。
焊接工艺要点焊接工艺要点是在焊接过程中需要注意的细节,以保证焊接的质量和强度。
以下是本文对焊接工艺要点的:1.熔化深度。
焊接的时候要使焊缝熔池深度适当,使金属熔池充满焊接缝内,但避免出现熔透缺陷。
2.焊缝宽度。
按照规定的宽度进行焊接,并保证焊接后的结构坚固,不会因为变形或者松动而影响使用。
3.焊接速度。
应该根据不同的焊接金属材料和板厚,调整焊接速度,以保证焊接质量不会因速度过快或者过慢而受到影响。
4.预热和焊后处理。
在进行焊接前进行适量预热,避免过热导致变形或裂纹,焊接后要进行处理,保证表面平整光滑。
—旦。
焊三之友焊接技术第42卷第11期2013年11月======================================================================::=======三三====三=====圭====三=文章编号:1002—025X(2013)11-0076—0316M nD R焊接工艺试验与分析邱葭菲1,王瑞权1。
曹时增2(1.浙江机电职业技术学院,浙江杭州310053;2.湖南衡阳锅炉厂,湖南衡阳421002)摘要:在分析了低温钢16M nD R性能的基础上,进行了焊条电弧焊工艺试验和埋弧焊工艺试验。
试验结果表明.16M nD R焊条电弧焊采用高韧性低氢焊条E5015一G(J507R H),埋弧焊采用烧结焊剂SJl01配H10M n2焊丝,并采用正确的焊接工艺措施,均能获得性能良好的焊接接头。
该工艺对同类材料、产品的焊接具有一定的借鉴作用。
关键词:16M nD R;焊接工艺试验:试验分析中图分类号:TG444.1文献标志码:B0前言16M nD R是一40℃低温压力容器用钢.容器制造中多采用焊条电弧焊和埋弧焊。
由于其相关焊接工艺资料不多,如J B4709--2007《钢制压力容器焊接规程》就未明确推荐埋弧焊的焊丝和焊剂。
因此为获取第一手焊接工艺资料,为制订焊接工艺提供依据,以保证产品焊接质量,根据相关焊接标准或规程进行了16M nD R的焊条电弧焊及埋弧焊的焊接工艺试验,取得了良好效果。
116M I I D R钢性能分析1.116M nD R钢化学成分与力学性能16M nD R钢属铁索体型低温压力容器用钢.根据G B3531--2008《低温压力容器用低合金钢板》,其化学成分与力学性能分别见表l与表2。
表1I甜V I nD R钢化学成分(质■分数)(%c M n Si A l S P≤o.201.20~1.600.15~0.50≥O.02≤0.025≤0.012表216M n D R钢力学性能拉伸试验冲击试验A。