催化裂化烟气脱硝脱硫除尘新技术
- 格式:pdf
- 大小:2.79 MB
- 文档页数:33
催化裂化再生烟气湿法脱硫腐蚀分析及新技术开发应用发布时间:2023-02-10T05:57:46.382Z 来源:《城镇建设》2022年19期作者:张爽[导读] 催化裂化再生烟气是污染物排放的主要来源,为了降低再生烟气中SOx的排放,张爽沧州炼化河北沧州 061000摘要:催化裂化再生烟气是污染物排放的主要来源,为了降低再生烟气中SOx的排放,主要采取以下几种措施:一是通过对催化裂化原料进行加氢处理来降低其硫含量,从而大幅度降低烟气中SOx的排放,其处理效果明显,但是加工成本较高;二是在催化裂化反应再生体系内引入硫转移助剂,无需增加设备投资,操作简单,但由于其脱硫效率低,难以达到环保排放要求;三是直接对催化裂化再生烟气进行处理,由于其投资相对较低、脱硫效率高,其应用也较为广泛。
催化裂化再生烟气湿法脱硫技术具有工艺流程简单和原料适应性强等优势,但是湿法脱硫工艺装置在长期运行过程中会产生蓝色和白色烟羽,存在高盐废水排放量大、设备腐蚀严重等问题,影响了该技术的应用效果。
为了克服湿法烟气脱硫技术的缺陷,有些企业研究开发和应用了半干法和干法等烟气脱硫技术。
关键词:催化裂化;湿法脱硫;腐蚀;分析;新技术引言随着中国经济的快速发展和科技的不断创新,汽油、柴油、乙烯等石油化工产品的需求不断增加,高质量炼油量无法满足社会需求。
随着全球石油资源退化的强劲趋势以及氮和硫含量高的原油比例显着增加,越来越多的炼油公司开始尝试提炼劣质石油。
对高氮和高硫原油进行提炼,将不可避免地导致催化裂化再生烟气中的二氧化硫和氮氧化物等空气污染物含量大幅度增加。
与此同时,各国的环境要求不断提高,炼油工业的环境压力也大大增加。
1.概念催化裂化(FCC)催化剂再生是一个在高温下烧掉沉积在催化剂表面焦炭的过程,在这个过程中会产生大量的再生烟气。
由于催化剂上的焦炭除了含有大量的碳、氢元素外还含有少量的硫、氮等元素,因此FCC再生烟气中会有一定量的氮氧化物NOx和硫氧化物SOx存在。
[键入文字]催化裂化(裂解)烟气布袋除尘+氨法脱硫组合工艺:第一章工艺说明目前国内外催化裂化(裂解)烟气处理大多采用水洗除尘+碱法脱硫,水洗除尘,1、产生大量废水。
2、催化剂成为浆糊状,后期危废处理成为新难点。
催化裂化烟气布袋除尘+氨法脱硫装置,是根据现有除尘及脱硫技术的基础上组合而成的一套完整的除尘+脱硫工艺,在设计工况下保证脱硫效率不低于99%,脱硫后烟气中SO2 不高于50mg/Nm3。
整个装置符合安全、环保、工业卫生要求,催化裂化(裂解)烟气经过布袋除尘系统处理后进入氨法脱硫系统,用20%液氨水作脱硫剂吸收烟气中的SO2,生成亚硫酸(氢)铵,进行强制氧化。
稀硫酸铵溶液利用原烟气热量蒸发浓缩,经过输送泵到达蒸发结晶系统进行蒸发结晶,产生固含量约10%的硫酸铵浆液,硫酸铵浆液输送至硫铵后处理系统,进行硫铵的分离、干燥、包装。
经过除尘、脱硫后的净烟气经烟囱直接排放。
整套工艺系统包括烟气系统、布袋除尘系统、吸收循环系统、氧化空气系统、脱硫剂供应系统、蒸发结晶系统、硫铵后处理系统。
1.1 氨法脱硫原理说明氨法脱硫技术以水溶液中的NH3 和SO2 反应为基础,在多功能烟气脱硫塔的吸收段,氨将MCC 装置烟气中的SO2 吸收,得到脱硫中间产物亚硫酸铵或亚硫酸氢铵的水溶液,见反应方程式(1);在循环槽内鼓入压缩空气进行亚硫铵的氧化反应,将亚硫铵氧化成硫铵溶液,见反应方程式(2)。
SO2+H2O+xNH3=(NH4)xH2-xSO3(1)(NH4)xH2-xSO3+1/2O2+(2-x)NH3=(NH4)2SO4(2)在脱硫塔的浓缩段,利用高温烟气的热量将硫铵溶液浓缩,得到比重较高的的硫铵浆液,浆液蒸发结晶系统进行蒸发结晶、旋流器旋流分离、离心机分离,得到硫铵产1。
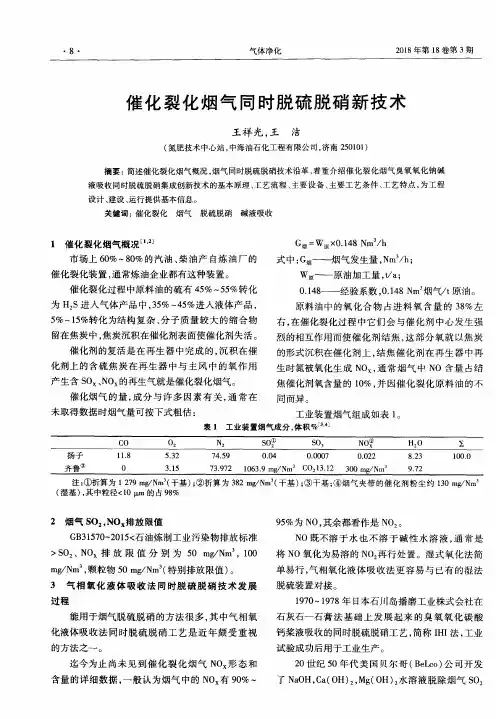
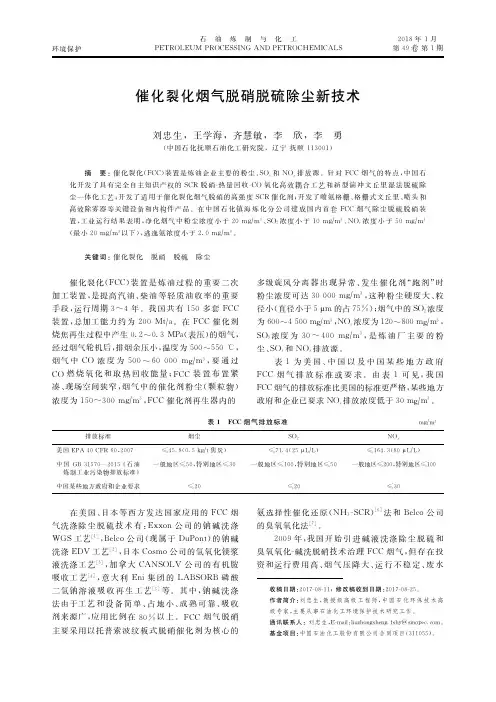
CHEMICAL INDUSTRY AND ENGINEERING PROGRESS 2018年第37卷第8期·3280·化 工 进展催化裂化烟气脱硫脱硝助剂技术与工艺技术耦合丁秀瓶(中国石油化工股份有限公司物资装备部,北京100728)催化裂化(FCC )是炼油厂重要的重油轻质化手段之一,其排放的再生烟气也是炼厂污染物的主要来源。
随着《石油炼制工业污染物排放标准》(GB31570—2015)的实施,国内炼油企业催化装置陆续上了脱硫脱硝设备,满足环保排放要求。
但是,针对催化装置及其烟气的特性,新上的脱硫脱硝设备逐渐显现出技术匹配性差、设备可靠性不高等新问题,难以满足长周期运行要求,催化裂化装置再生烟气脱硫脱硝形势依然严峻。
1 催化裂化烟气脱硫脱硝技术运行现状国内催化裂化再生烟气脱硫脱硝尽管起步较晚,但发展很快,2009—2015年国内绝大部分催化裂化装置实施烟气脱硫脱硝,取得了巨大的环保效益。
而《石油炼制工业污染物排放标准》编制工作从2002年在原国家环保总局立项,到2015年4月发布,前后历时13年,新标准对催化再生烟气主要污染物SO 2、NO x 和颗粒物排放指标要求越趋严苛,致使一些装置建成后就面临需要进行技术改造才能达标排放的尴尬局面。
《石油炼制工业污染物排放标准》 正式发布后,即使按照之前最严格标准设计的催化烟气脱硫脱硝装置,都难以满足标准对敏感地区的排放要求。
1.1 烟气脱硫技术目前,国内外处理催化裂化再生烟气技术以湿法脱硫为主,仅国内就有超过50套各类湿法烟气脱硫装置运行或建设,湿法工艺可分为可再生湿法和非可再生湿法两种。
非可再生法湿法烟气脱硫技术特点是可以同时脱除烟气中SO x 和颗粒物,其中SO 2和颗粒物脱除率高,SO 3的脱除率极低,该技术的主要缺点是污染物转移,将气相污染物转移成液相污染物,产生大量的外排废液,形成了二次污染。
在实际运行过程中除设备方面存在的脱硫塔内衬脱落、筒体腐蚀,烟囱露点腐蚀,管道阀门腐蚀堵塞外,外排蓝色烟羽的产生正成为炼厂必须解决的新问题,蓝色烟羽不仅有碍观瞻,而且其进入大气形成的H 2SO 4气溶胶还会进一步形成细颗粒物(PM2.5),加重灰霾和酸沉降污染。
工艺方法——催化裂化烟气脱硫技术工艺简介催化裂化是石油炼制的重要过程之一,在催化剂的作用下,通过加热的方式促使重油发生裂化反应生产裂化气、汽油和柴油。
催化裂化工艺流程中产生的烟气含有大量的硫化物,对设备造成了腐蚀,同时对环境产生了很大的影响。
1、干法、半干法脱硫技术干法脱硫技术主要使用干粉作为吸收剂,半干法脱硫一般使用润湿的干粉吸收剂进行硫化物的吸收,两种方法的吸收剂都是通过颗粒回收系统进行吸收剂的回收。
干法和半干法脱硫的主要优点是可以在不降低烟气温度的基础上完成硫化物吸附,避免了硫化物扩散和脱硫作业的水污染问题。
缺点是硫化物的吸附只在脱硫剂的表面进行,内部反应时间长,需要大型的吸附塔和大量的吸附剂才能完成脱硫作业。
干法脱硫比较有代表性的公司,比如Engelhard公司开发的SO2干法脱硫工艺(ESR)是一种比较先进的干法脱硫技术,该工艺采用干燥脱硫剂固体流化床,硫化物脱除率达到95%以上,脱硫剂可以全部再生,并且投资少,操作费用较低。
2、EDV湿法烟气脱硫技术EDV湿法洗涤脱硫技术由Belco公司开发,20世纪90年代中期开始工业应用,问世以来显示出了较为优异的操作性和可靠性。
EDV 烟气脱硫技术主要由氧化镁制浆系统、烟气洗涤系统和废水处理系统组成,利用对烟气喷射的方法,通过烟气的急冷降温处理,在烟气温度恢复正常后,在温度变化过程中脱除烟气中的有害物质,使得烟气中的硫化物凝结最后采用系统过滤烟气,完成烟气的气液分离。
氢氧化镁溶液放置到卸料机上以后,倒入适量的水进行搅拌,制成脱硫溶液,在配置过程中需要控制好水的加入量。
3、加氢预处理技术原油的加氢预处理可以有效处理原油中的硫化物,通过加氢预处理,对于减少原油中硫化物、重金属等杂质具有良好的效果。
加氢预处理技术在对原油进行有害物质处理的过程中,可以进一步提高原油中轻质产品的回收率和回收质量,从而改善催化裂化工艺产品的质量,满足现代炼油企业催化裂化技术发展的需求,从而满足炼化企业快速发展的需求。
科技成果——催化裂化装置气动脱硫除尘技术技术开发单位航天环境工程有限公司适用范围该技术适用于炼油工业80万吨/年及以上大中型催化裂化装置烟气治理,专为催化裂化装置烟气治理研制,该技术与催化裂化装置匹配程度高,基本不受地域和环境因素影响。
成果简介原理及技术特点:技术采用公司自主开发的气动脱硫除尘技术,可以采用钙法、双碱法等工艺方法。
采用双碱法工艺时,以NaOH为吸收剂除尘脱硫,用石灰乳对浆液进行NaOH再生,最终产物为石膏。
该技术脱硫效率高节能效果好,降低脱硫剂成本,减少废水外排量,石膏可回收利用,实现除尘产物与脱硫产物分离。
关键设备:脱硫酸化塔、石灰乳制备和絮凝剂、脱硫剂再生和脱硫剂软化、石膏结晶与脱水和工艺水设备等。
技术效果针对炼油行业催化裂化装置,可实现:脱硫效率≥95%;烟尘脱除效率≥90%;出口烟气SO2浓度≤100mg/Nm3、粉尘浓度≤50mg/Nm3。
以中石化九江分公司两套催化裂化装置烟气脱硫EPC总承包项目1#催化裂化烟气脱硫装置为例:入口二氧化硫浓度1200mg/Nm3,出口二氧化硫浓度56mg/Nm3。
如不采取脱硫措施,每年(按8000小时计算)烟气排放二氧化硫约1920吨,采用本技术脱硫后后,每年可减排二氧化硫1830吨。
该工程装置运行功率700kW,每年耗电560万度,则每减排1吨二氧化硫耗电约3060度。
知识产权情况授权专利10项:气动脱硫单元,ZL200710175802.6;气动脱硫单元并联组合结构,ZL200710175792.6;催化裂化再生烟气脱硫除尘工艺,ZL200910244888.2;一种阻止烟气倒灌的吸收塔及应用,ZL201410095210.3;一种新型净化烟气的喷淋塔,ZL201310693146.4;一种脱硫废水处理装置,ZL201310690511.6;一种烟气气动导流混合装置,ZL201420505197.X;一种阻止烟气倒灌的吸收塔,ZL201420116663.5;新型净化烟气的喷淋塔,ZL201320834705.4;脱硫废水处理装置,ZL201320834726.6。

烟气的脱硫脱硝以及除尘技术指导教师:***专业:热能与动力姓名:***学号:*******烟气的脱硫脱硝以及除尘技术摘要:脱硫(Desulfurization)、脱硝(Denitrifica-tion)(亦称脱硫脱氮)是除去或减少燃煤过程中的SO2和NOx,如何经济有效地控制燃煤中SO X和NOx的排放量是我国乃至世界节能减排领域中急需解决的关键问题。
本文主要阐述火电厂脱硫、脱硝技术和脱硫脱硝一体化技术以及烟气除尘技术,并且分析了每种技术的原理及优缺点。
关键词:脱硫脱硝一体化除尘引言:煤炭是一种重要的能源资源,当今世界上电力产量的60%是利用煤炭资源生产的。
中国又是一个燃煤大国,一次能源能源76%是煤炭,到2005年我国煤年产量达20亿t,其中一半用于燃煤电厂,燃煤发电量约占全国总发电量的70%左右。
煤燃烧排放烟气中含有硫氧化物SO X(主要包括:SO2、SO3)和氮氧化物NOx(主要包括:NO、NO2、N2O3、N2O4、N2O5),其中SO2、NO和NO2是大气污染的主要成分,也是形成酸雨的主要物质。
脱硫(Desulfurization)、脱硝(Denitrifica-tion)(亦称脱硫脱氮)是除去或减少燃煤过程中的SO2和NOx,如何经济有效地控制燃煤中SO X和NOx的排放量是我国乃至世界节能减排领域中急需解决的关键问题。
本文主要阐述火电厂脱硝技术和脱硫脱硝一体化的发展趋势,有助于推动我国火电厂脱硝和脱硫脱硝一体化技术的应用,以减少燃煤电厂氮氧化物NOx的排放。
氮氧化物排放量NOx排放量近70%来自于煤炭的直接燃烧,火力发电厂是NOx排放的主要来源之一,其中污染大气的主要是NO和NO2。
降低NOx的污染主要有二种措施:一是控制燃烧过程中NOx的生成,即低NOx燃烧技术,亦称一级脱氮技术;二是对生成的NOx进行处理,即烟气脱硝技术,亦称二级脱氮技术。
正文:一、烟气脱硫技术目前针对燃煤中硫的脱除,国内外早已进行了大量的研究。

催化裂化烟气同时脱硫、脱硝新技术随着工业的发展,烟气污染对环境和人类健康造成了严重的影响。
而其中硫氧化物和氮氧化物是主要的污染物之一。
因此,研究开发一种能够同时高效脱除烟气中的硫氧化物和氮氧化物的催化裂化新技术显得尤为重要。
催化裂化烟气同时脱硫、脱硝技术是一种基于催化作用的先进技术,能够在高温条件下实现烟气中硫氧化物和氮氧化物的去除,有效减少其对环境的影响。
该技术综合应用了催化剂、吸附剂等多种材料,通过化学反应达到同时脱硫、脱硝的目的。
首先,催化剂在催化裂化过程中起到了重要的作用。
催化剂可以降低反应温度和活化能,提高反应速率和选择性,从而促进硫氧化物和氮氧化物的催化转化。
催化剂的选择和设计对于技术的效率和稳定性具有关键影响。
目前常用的催化剂包括贵金属类、过渡金属氧化物类等,其性能和稳定性经过多次研究得到不断改善。
其次,吸附剂在催化裂化烟气处理中也起到了重要作用。
吸附剂可以吸附烟气中的硫氧化物和氮氧化物,使其从气相转化为固相,从而实现脱硫、脱硝的效果。
常用的吸附剂有活性炭、分子筛等,其物理性能和吸附能力的改进对于技术的性能和经济效益具有重要意义。
通过将催化剂和吸附剂结合使用,催化裂化烟气同时脱硫、脱硝技术能够较好地解决烟气污染问题。
催化裂化烟气处理工艺中,烟气经过预处理后,进入催化裂化装置,通过催化剂的作用,使硫氧化物和氮氧化物发生催化反应转化为无害物质。
然后,烟气经过吸附剂的处理,吸附剂将烟气中的硫氧化物和氮氧化物吸附下来,使其被固定在吸附剂上,达到脱硫、脱硝的效果。
最后,经过处理后的烟气排放出去时,其硫氧化物和氮氧化物含量大幅降低,对环境的影响也得到了有效的控制。
总的来说,催化裂化烟气同时脱硫、脱硝新技术是一种高效、环保的烟气处理技术。
通过合理选择和设计催化剂和吸附剂,可以实现烟气中硫氧化物和氮氧化物的高效去除,减少对环境的影响。
随着技术的不断进步和优化,催化裂化烟气处理技术将会在工业生产中得到广泛应用,为改善环境质量和保护人类健康做出贡献。
工艺方法——石油催化裂化烟气脱硫技术工艺简介一、加氢预处理技术加氢预处理技术在实际应用期间可以有效的对石油原材料进行处理,减少原材料中的硫氧化物,只有这样才能去除其中的硫氧化物、重金属等。
加氢预处理技术不仅仅可以对原材料中的有害物质进行处理,同时还可以在一定程度上提升轻质产品的回收率与质量,改善催化裂化装置产品的质量,满足现代石油催化企业的发展需求,从而促进我国石油炼化企业快速发展。
二、使用硫转移助剂技术硫转移助剂技术在实际使用过程中可以有效的降低石油材料中的有SO2密度,只有这样才能保证硫转移工作可以顺利进行下去,从而减少有害物质的排放,保护自然生态环境。
比如说,该技术在实际使用过程中可以有效的降低烟气中的SO2,并在催化剂的质量中添加2%-4%的硫转移剂,从而提升硫转移效率,将转移数量控制在40%-60%。
另外,硫转移助剂技术在实际施工过程中的主要工作原理就是通过再生器进行烟气排放,并将烟气中的SO2氧化成SO3,形成对应的硫酸盐,等到硫酸盐形成一定反应之后通过F2S的形式进行排放,只有这样才能减少其中的有害物质,改变烟气成分,从而保护自然生态环境。
三、催化再生烟气脱硫技术一般来说,催化原料硫含量在0.5%-1.5%之间,这对自然生态环境的发展来说造成很大的影响。
要想从根本上解决这一问题就可以通过吸附法的形式硫含量吸附,并选择一些可再生能力较强的固定吸附剂进行吸附,只有这样才能降低其中的硫含量,从而减少有害物质的排放。
这种催化再生烟气脱硫技术在实际使用过程中的投资成本较低,运营费用较小,可以有效的清除烟气中的硫氮化物,满足炼油企业日常生产、发展时的需求。
四、EDV烟气脱硫技术EDV烟气脱硫技术主要由氧化镁制浆系统、烟气洗涤系统、废水处理系统组成,当烟气进入到对应的喷射系统中,烟气就会通急冷区降温的形式进行处理,等到温度恢复正常之后,烟气中有害物质就会自动去除。
最后,再通过洗涤系统进行烟气过滤,做好烟气与液滴的分离工作。
催化裂化再生烟气处理技术
催化裂化装置催化剂再生时产生颗粒物、氮氧化物、二氧化硫污染物,其烟气具有烟气量小、烟气成分浓度波动大等特点。
山东明晟再生烟气处理技术可对上述污染物进行控制,处理后烟气满足《石油炼制工业污染物排放标准》(GB31570-2015)排放要求。
工艺流程:
选择性催化还原法(SCR)脱硝+布袋除尘+氨法脱硫
催化裂化装置的再生烟气在300~400℃温度下首先进入SCR脱硝反应装置,在催化剂作用下,烟气中NOx与NH3反应生成N2和H2O。
经脱硝后烟气通过余热锅炉进行余热回收后进入布袋除尘器,经除尘后进入脱硫塔,利用氨化的吸收循环液脱除烟气中二氧化硫后达标排放。
二氧化硫经氨化吸收循环液吸收后形成亚硫酸铵溶液,在氧化系统中经空气氧化为硫酸铵溶液,硫酸铵溶液经入口高温烟气蒸发浓缩后达到一定固含量。
一定固含量的硫酸铵浆液经稠厚器、离心机、干燥机分离干燥后形成水分<1%的副产物硫酸铵,再进入包装机包装为硫酸铵成品。
整套工艺系统包含SCR脱硝系统、布袋除尘系统、烟气系统、吸收系统、氧化系统、浓缩系统、后处理系统等。
1.布袋除尘收集下来废催化剂,通过输送设备输送到催化裂化装置原有废催化剂罐内,达到危废回收完全处理,跟随催化裂化装置产生的废催化剂一同处理。
2.氨法脱硫产出硫酸铵颗粒,形成公司产品销售,回收部分费用。
3.无高盐废水排放,不产生二次污染。
催化裂化烟气脱硫脱硝装置洗涤烟气采用羽叶分离器除沫除尘升级改造方案诺卫能源技术(北京)有限公司罗力在催化裂化装置烟气脱硫脱硝处理工艺,甚至硫酸企业、冶金矿产、循环流化床燃煤锅炉热电等行业企业烟气脱硫脱硝处理工艺,多采用湿法流程。
国内外最为常用的湿法脱硫脱硝工艺包,往往是Exxon公司的WGS工艺包、Dupont-Belco 公司的EDV工艺包,还有国内对前述工艺消化组合而成的Turb-Venturi工艺。
孟山都/孟莫克的Dynamic Wave动力波工艺,是通过Dupont许可其EDV技术给孟山都推广而形成的工艺,与EDV工艺包本质相同。
上述工艺包在国内数十套装置上应用,但在执行国家新近出台最严苛环保排放标准上,仍需要进行把关环节的除沫除尘技术升级改造以满足最基本的避免“落雨”、粉尘超标排放要求。
下面,请大家一起讨论采用羽叶高效气液分离器除沫除尘升级改造。
为便于把有限精力和笔墨投放到重点关注的催化裂化装置烟气排放把关环节的除沫除尘要害节点上,这里对干法脱硝段不做重点讨论。
关于Exxon公司WGS工艺包,其主要包含文丘里钠碱反应吸收环节、洗涤塔直切入口气液固旋流预分离环节、洗涤塔内二次液固捕捉并与烟气深度分离环节和烟气拉拔排放环节等。
其流程简易流程如下图所示:在文丘里钠碱反应吸收环节,适当增加钠碱喷淋量和液气比,均可以实现对酸性气体的满意吸收;但是,钠碱喷淋量增加、液气比增加,不仅会增加运行费用,更会对下游洗涤塔直切入口气液固旋流预分离环节带来挑战,尤其是工艺上侧重于考虑管道压降而忽视直切入口管径与洗涤塔径比例不当造成的气液固旋流分离效率下降。
当直切入口管径与洗涤塔径比例过大,气液固分离效率将明显下降,导致烟气携带的液固负荷后窜,对后续深度紧密捕捉液固携带物造成巨大挑战,甚至堵塞后续分离内件组。
为此,我们在WGS流程图中红色标注点“1#”,采用专利技术流型流态矫正内件,恢复洗涤塔直切入口对气液固的预分离效率。
催化裂化烟气除尘脱硫脱硝技术方案目录前言 (2)1.适用范围 (2)2.规范性引用文件 (2)3.术语和定义 (3)3.1催化裂化装置 (3)3.2除尘脱硫 (3)3.3脱硝 (6)3.4可用率 (7)4.除尘脱硫脱硝技术 (7)4.1催化再生烟气的特点 (7)4.2除尘脱硫技术 (8)4.3除尘脱硫废水处理技术 (9)4.4脱硝技术 (9)4.5除尘脱硫脱硝一体化技术 (11)5.除尘脱硫脱硝技术的选择 (12)5.1除尘脱硫技术的选择 (12)5.2脱硝技术的选择 (14)6.除尘、脱硫脱硝工程设计及技术要求 (15)6.1烟气系统 (15)6.2除尘、脱硫工艺及系统 (15)6.3脱硝工程设计技术要求 (19)6.4除尘脱硫脱硝一体化工艺及系统 (22)6.5自动控制系统 (23)6.6烟气排放在线连续监测系统 (23)前言为进一步规范技术选择,指导企业选择合理、高效的烟气除尘脱硫脱硝技术,便于标准化设计、标准化采购、模块化建设安装和统一管理,在对国内外催化裂化烟气除尘脱硫脱硝技术联合调研和综合评价的基础上,特制定本技术方案。
本技术方案规定了公司催化裂化烟气除尘脱硫脱硝装置技术选择及工程设计技术要求。
适用于公司新建及改扩建催化裂化烟气除尘脱硫脱硝装置。
1.适用范围适用于公司新建及改扩建催化裂化烟气除尘脱硫脱硝项目。
2.规范性引用文件下列文件中的条款通过本技术方案的引用而成为本技术方案的条款。
凡是不注日期的引用文件,其最新版本适用于本技术方案。
GB 石油炼制工业污染物排放标准(二次征求意见稿)GB 8978 污水综合排放标准GB 12348 工业企业厂界噪声标准GB 18599 一般工业固体废物贮存、处置场污染控制标准GB 50016 建筑设计防火规范GB 50160 石油化工企业设计防火规范GBJ 1987 工业企业噪声控制设计规范GBZ 1 工业企业设计卫生标准SH 3011 石油化工工艺装置布置设计通则SH 3017 石油化工生产建筑设计规范SH 3004 石油化工企业采暖通风与空气调节设计规范SH 3038 石油化工企业生产装置电力设计技术规范SH 3047 石油化工企业职业安全卫生设计规范HJ/T 75 固定源烟气排放连续监测技术规范HJ/T 76 固定源烟气排放连续监测系统技术要求及检测方法HJ 462 工业锅炉及炉窑湿法烟气脱硫工程技术规范HJ 562 火电厂烟气脱硝工程技术规范选择性催化还原法HJ 563 火电厂烟气脱硝工程技术规范选择性非催化还原法HJ 2000 大气污染治理工程技术导则HJ 2001 火电厂烟气脱硫工程技术规范氨法HJ 2016 环境工程名词术语SDEP-SPT-IN2009 仪表选型设计规定SDEP-SPT-PD2307 防腐蚀涂层技术规定SDEP-SPT-PD2304 设备和管道保温技术规定SDEP-SPT-PD2204 管道外伴热规定SDEP-SPT-IN2001 分散型控制系统(DCS)技术规定SDEP-SPT-IN2002 安全仪表系统(SIS)技术规定SDEP-SPT-EP1002 环境保护技术规定3.术语和定义下列术语和定义适用于本技术方案3.1催化裂化装置fluid catalytic cracking unit (FCCU)将原油蒸馏或其他石油炼制过程中所得的重质馏分油,在高温、一定压力和催化剂作用下使重质馏份油发生裂化反应,转变为裂化气、汽油和柴油等产品和焦炭的过程。
石油催化裂化装置烟气污染物治理技术摘要:在我国发展节能减排规划的过程中,需要重点解决烟气污染的问题,因为烟气污染对于环境的破坏是极为严重的,要想实现环境的有效治理,这是其中十分重要的一个环节,采用催化裂化装置对烟气污染物进行治理是当前应用比较普遍的一种治理技术,这一技术已经引起了相关人士的重视,但是在应用之前,需要对现行的标准进行有效的规划,本文主要对这方面的内容展开了阐述,并且对当前烟气脱硫设备在运行过程中的情况进行了研究,对脱硫脱硝除尘技术进行了综合性的比对,希望在今后的社会发展过程中,可以全面的对烟气污染物进行治理,让环境变得更加清新。
关键词:催化裂化装置;污染源;烟气污染物治理随着社会的发展建设,我国当前对城市污染问题变得愈发看重,加强节能减排的建设是目前工作的重点内容,对于社会发展具有重要的现实意义。
在节能减排实施的过程中,尤其是要重视对炼油企业的关注,炼油企业在当前的工作中主要是通过脱硫除尘的方式降低对环境造成的不良污染,在今后的发展过程中,应该进一步研究催化裂化装置在烟气污染物中的治理问题,这样才能起到良好的治理效果。
因此,本文主要对当前催化裂化装置的烟气污染物排放情况展开了探讨,并且进一步规范污染物的排放标准,将烟气脱硫脱硝除尘技术展开比选,希望可以对今后的工作带来一定的帮助。
1 我国催化裂化污染物排放标准在我国当前的催化裂化污染物排放过程中,是需要遵循一定标准的,这些标准在实施的过程中主要遵循的是综合性与行业性不交叉的原则,也就是说各个标准都具有不同的适用范围。
以在锅炉大气污染物的排放标准为例的,其主要适用的范围是在65t/h以下的发电锅炉以及其他容量的非发电锅炉,在火电厂应用的大气污染物排放标准中,主要是应用在65t/h以上的发电锅炉中等等。
而在炼油厂中,不同省市所执行的标准也会有所差异,但是他们都需要满足对于大气污染物的综合排放标准,这一标准中对于颗粒物、二氧化硫等排放情况都具有详细的要求,某公司在应用催化裂化装置并且对其进行改造以后,满足了排放标准的要求,但是需要重视的问题是在当前的很多企业中,因为忽视了对二氧化硫排放指标的执行,所以催化裂化的效果并不严格,这需要引起反思,并且进一步的强化排放标准,这样才能保证实际工作的顺利开展。
工艺方法——催化裂化烟气净化技术工艺简介催化裂化反应是石油精炼过程的关键组成部分,催化裂化装置在工艺流程中会形成大量硫氧化物、氮氧化物,并且由于烟气中存在大量的吸入颗粒,从而会导致对大气环境的破坏。
1、烟气污染物脱硫技术碱性吸收剂可以有效地对烟气当中的二氧化硫进行吸收,从而达到脱硫的目的,同时烟气中最主要的催化剂颗粒被转移到液相,清洁后的烟气直排,吸收催化剂的溶液在沉积、过滤后达到排放标准,如在氧化过程中,释放出的二氧化硫的吸收循环,是很多次的氧化过程。
该种方法是比较稳定的,可以极大程度地去除SO2以及固体颗粒。
现在世界上应用于实践的烟气污染物脱硫系列技术有很多种类,可分为湿法、干法和半干法3种,分别是不同形式的脱硫和产品加工工艺。
目前FCC再生烟气设备是利用技术手段较为先进的方法,其主要是利用湿法烟气脱硫技术将大量的SO2从其烟气当中清除,并且还可将当中的灰尘清除。
同时湿式脱除系统具有更大的灵活性和可操作性,为未来潜在设备的变化、来料的变化或更严格的减排限制提供了基础提升条件。
湿法洗涤法和Labsorb、Cansolv的湿洗工艺,是湿洗法的最典型代表。
目前国内大多数催化装置采用EDV和WGS两种工艺。
(1)EDV湿洗工艺EDV湿擦洗技术由BELCO技术公司开发,其中包括烟气清洗系统和排水系统(PTU)。
这项技术采用了模块化的组合,其吸收系统由多个部分组成,例如减震冷却和吸收模块、过滤器清洁模块和水珠分离器,这些都设置在一个塔上。
烟道气体在通过洗涤塔时,冷却的区域的温度在达到了相应的饱和度时,就会将烟气当中体积大的粒子进行清除。
在吸收液的吸收板块,其专属的喷嘴喷射的吸收液与SO2反向接触,最终去除SO2。
在喷嘴上方的过滤单元当中清除细颗粒及微珠,经过净化的烟气在通过液滴分离器当中会进行液相以及气体的分离过程。
液滴进行分离后产生清洁气体再通过上烟囱排放到大气中,并回收吸收性溶液。
为了避免催化剂的积累,一些洗涤液将被排放到污水处理系统中。