聚晶金刚石复合片的电火花线切割机理与形貌
- 格式:pdf
- 大小:705.54 KB
- 文档页数:5
聚晶金刚石复合片的电火花线切割机理与形貌聚晶金刚石复合片电火花线切割机理:
电火花线切割(EDM)是一种非接触式加工方法,它基于了局部放电
原理,利用工作电极和工件之间电火花进行加工。
在切割聚晶金刚石复合
片时,由于聚晶金刚石具有高硬度、高强度、高耐磨性和高导热性等特点,因此需要选择具有高功率、高频率和高精度的电火花线切割机来实现加工。
首先,切割区域内形成了放电区,电解液和空气被电弧加热并产生等
离子体,在高能量作用下,金刚石锯片受到脆性断裂,形成热应力裂纹,
更好的去除了分子间键。
放电区产生大量热,并有物质溢出现象,注入到
电极表面形成青铜颗粒,最后在切割过程中从原材料中切割出来。
聚晶金刚石复合片电火花线切割形貌:
为了保证加工效果和精度,聚晶金刚石复合片的电火花线切割必须严
格控制切割参数,如放电电压、放电电流、脉冲宽度、工作液类型和流量等。
在切割过程中,需要对切割区域进行稳定、准确的控制,以避免切割
工件时发生撞击或松动等问题,同时,还需要精确测量和控制加工过程中
的各种参数,以确保加工效果的稳定性和可靠性。
切割表面主要是呈现出板状的形态,表面比较平滑,在精度提高时,
上表面的升温会对材料产生热应力,会出现明显的热裂痕和边缘剥落,看
起来并不光滑。
而下表面则会出现不规则形状,出现棱角和异常凸起,这
是由于金刚石颗粒间隙小导致的。
同时,在镶嵌陶瓷层的情况下,由于具
有不同的导热性和热膨胀系数,会出现表面边缘的翘曲和形变现象,在切
割过程中还需要控制切割速度和切割深度,以避免材料的局部熔化和变形。
正常的失效形式。
由于唇边的出现,容易使单位面积的切削力增大,而形成自锐效应。
自锐效应有利于保持钻头的有效切削能力。
2、微断屑微断屑的具体表现为金刚石片近似地沿切削方向形成微尺度的片状断裂,微断屑常常在钻头工作一定时间之后发生,由于钻头工作时,承受的负荷的交替变化以及表面局部的高温与冷却的交替,同时承受机械疲劳与冷热疲劳的作用,到达一定程度之后就会导致裂纹的产生,继而会扩展导致微断屑断裂。
3、宏观破裂表现为大尺寸的金刚石层的破断,钻头在钻进过程中会有很多情况,在遇到硬质岩石或者岩层岩性变化很大的时候,钻头容易受到较大的冲击负荷,其中尤其是PDC切削齿与岩石接触面较小时,容易造成切削齿在短时间内承受超负荷而导致发生大尺度的宏观破裂,导致钻头的报废.通过研究和总结我们可以得出,不止以上原因,当井底刚性物比如破损的钻头等没有及时清理的情况下,也会造成工作中的钻头受到冲击,使钻头发生宏观断裂. 通过研究我们得出,在工作中保持稳定的钻压,钻速,尽力避免大的冲击,也是减少发生宏观破裂的措施.4、剥离由于钻头是由不同的材料构成,一旦金刚石层与碳化钨基托的粘接破坏就容易造成剥离. 剥离现象出现之后就会使刃口不复存在之后失去切削能力。
在切削过程中,切削齿因磨擦热而逐渐升温,当温度达到一定程度之后可能会由于钻头因振动等短时脱离又与岩层接触时,瞬间被泥浆冷却,在巨大的温差瞬变中,由于PDC各层间热膨胀系数的差异,造成极大的内应力,一旦其超过粘结层结合强度时就会导致剥离现象的出现.通过剥离的产生机理,我们可以从材料制造过程中就提高各层间的结合力来预防剥离,同时可以采用改善材料间的热胀系数的匹配,避免冲击载荷发生等.5、热龟裂热龟裂具体表现为PDC材料表面形成一定深度的网状龟裂纹,它是冷热应力的交变作用的结果,在WC 基托层及金刚石层均会发生热龟裂.,尤其是材料表面,由于材料表面冷热应力最高,由此可以推断得出,热龟裂的产生机理,首先要形成大面积的磨损平面而产生足够的热量,接着才会在多次冷热循环中,因热应力足够大导致材料表面热龟裂的发生。
基于大截面聚晶金刚石的绿色电火花放电装置研发电火花加工的可持续发展战略就是开拓绿色电火花加工的新纪元。
绿色电火花加工的研究内容之一是高效节能脉冲电源的研制。
文章针对超硬弱导电材料聚晶金刚石,进行电火花加工放电装置绿色研发,实现大截面聚晶金刚石材料的高效、高表面粗糙度放电加工,对全社会节能减排具有重要意义。
标签:绿色电火花加工;聚晶金刚石;放电装置1 概述聚晶金刚石(Polycrystalline Diamond)是一种新型的超硬弱导电材料,具有许多卓越的性能:接近于天然金刚石的硬度和耐磨性,与硬质合金相当的抗冲击性,以及较高的化学稳定性,因此被广泛应用在工业生产中尤其是精密切削等领域。
但是由于聚晶金刚石材料的成型和表面光整加工十分困难,其推广应用受到了严重妨碍[1-2]。
针对聚晶金刚石材料的高硬度和高耐磨性导致的加工难题,国内外学者进行了大量的研究和试验,其中包括电火花加工、激光加工、化学加工、超声加工等,并取得了一定成效。
最后发现这些加工技术多适用于聚晶金刚石材料的粗加工,而电火花加工是所有技术中相对而言比较高效且低成本的加工方法,但是,它们不能有效地加工大截面的聚晶金刚石。
目前国际上能够生产直径大于50mm聚晶金刚石材料的生产供应国主要是美国、英国及日本,最大的已超过100mm,用于投放市场的主流产品为60-80mm。
而国内可以生产的聚晶金刚石材料直径为50mm[3-4]。
聚晶金刚石材料(尤其是直径大于50mm)的高光洁度表面加工技术、高精度切割成形技术以及成品刀刃具磨损以后的修整等,均严重制约着产业的发展。
因此国内对于此类机床的需求处于供不应求状态。
目前苏州新火花机床有限公司不断提高自主创新能力,应用新技术和新材料开发绿色机床,实现资源循环利用,研发了聚晶金刚石材料50D电火花成型机。
电火花加工的可持续发展战略就是开拓绿色电火花加工的新纪元。
绿色电火花加工的研究内容之一是高效节能脉冲电源的绿色研制。
聚晶金刚石复合片激光切割工艺研究郭强;贾志新;高坚强;黄金刚;刘文彪;权万龙【摘要】Polycrystalline diamond (PCD) compact is widely used in cutting tool industry because of its high hardness,good wear resistance and other characteristics.In order to explore the PCD compact laser cutting technology characteristics,obtain the optimal cutting quality and processing efficiency,reduce the grinding allowance,cutting experiments of 1.6 mm thick PCD compact with Nd∶YAG laser were carried out.The cutting surface and cross-section of the material were observed and analyzed by using digital microscope and optical profiler.The effects of laser power,cutting speed,pulse repetition rate and defocusing amount on cutting quality were systematically studied.The process parameters were analyzed and optimized by the visual analysis and variance analysis of orthogonal experiments.The effect mechanism of laser energy on materials under different parameters was also explored.The experiment results show that the surface energy density of the material determines the quality of laser cutting.Finally,the good quality of laser cutting of PCD compact with 173.10 μm slit width,5.90° unilateral slit taper and 0.65 μm surface roughness can be obtained under the condition of laser power 80W,cutting speed 80 mm/min,pulse repetition rate 60 Hz and zero defocus amount.%聚晶金刚石(PCD)复合片因其硬度高、耐磨性好等性能在刀具行业应用广泛,为了探究PCD复合片的激光切割工艺特性,获取最优的切割质量和加工效率,减少磨削余量,采用Nd∶YAG激光器对1.6mm厚PCD复合片进行切割工艺试验.利用数字显微镜和光学轮廓仪对材料切割表面及断面进行观测分析,系统研究了激光功率、切割速度、脉冲频率及离焦量等工艺参数对切割质量的影响.通过正交试验的直观分析与方差分析对工艺参数进行分析与优化设计,同时探究不同参数下激光能量对材料的作用机理.结果表明:材料表面能量密度的大小决定着激光切割质量,选用激光功率80W,切割速度80mm/min,脉冲频率60Hz,零离焦量的切割参数,获得了切缝宽度为173.10μm,切缝单边锥度为5.90°,表面粗糙度Ra=0.65μm 的优良PCD复合片激光切割质量.【期刊名称】《激光与红外》【年(卷),期】2017(047)006【总页数】7页(P686-692)【关键词】YAG激光切割;聚晶金刚石复合片;正交试验;方差分析【作者】郭强;贾志新;高坚强;黄金刚;刘文彪;权万龙【作者单位】北京科技大学机械工程学院,北京 100083;北京科技大学机械工程学院,北京 100083;苏州新火花机床有限公司,江苏苏州 215128;北京科技大学机械工程学院,北京 100083;北京科技大学机械工程学院,北京 100083;北京科技大学机械工程学院,北京 100083【正文语种】中文【中图分类】TG485;TN249聚晶金刚石(PCD)复合片是在硬质合金基底上,通过超高压高温烧结一层0.3~0.7 mm厚的金刚石微粉而获得的新型超硬复合刀具材料。
聚晶金刚石复合片的电火花线切割精密加工试验宋满仓;张建磊;于超;王敏杰;刘冲【摘要】In order to improve the production efficiency,surface quality and reduce the grinding margins of Polycrystalline Diamond (PCD) compact cutting tools, a series of experiments of Low-speed Wire Cutting Electric Discharge Machining (LS-WEDM) for a PCD compact were taken. The PCD compact was cut by the WEDM for five times,then the surface roughness of cutting section, the machining quality of cobalt-rich interface layer and the edge of PCD layer were measured and discussed. The results indicate that the PCD compact shows better surface quality in its cutting section after multiple processing by LS-WEDM, and the machining quality is affected by diamond particle sizes greatly.rnFor two kinds of PCD compacts, CTH025 an d CTB010. the surface roughness are R, = 0. 85 μm and R, =0. 57 μm,and the depths of the grooves of cobalt-rich interface layer are 16. 3 μm and 5. 7 μm, respectively. The size of the defect in the edge of PCD compact is matched with that of the diamond particle. The minimum grinding margins of PCD cutting tools can be controlled in 4—15 μm after LS-WEDM.%为了提高聚晶金刚石(PCD)刀具的生产效率,改进加工表面质量并减少刃磨余量,利用慢走丝电火花线切割机床(WEDM)对PCD复合片进行了加工工艺试验.对PCD复合片进行了5次切割,并分别测量了每次加工后的表面粗糙度、富钴界面层凹槽深度及宽度和PCD层刃口加工质量.试验结果表明:PCD 复合片经慢走丝线切割多次加工,能够得到较好的表面质量,在众多影响因素中金刚石颗粒大小对加工质量影响较大;其中CTH025型号和CTB010型号的最终表面粗糙度分别为Ra=0.85 μm和Ra=0.57 μm,富钴界面层凹槽的深度分别为16.3μm和5.7 μm,刃口处切口缺陷的尺寸也与金刚石颗粒的尺寸相当.经WEDM加工后的PCD复合片的刃磨余量可控制在4~15 μm左右.【期刊名称】《光学精密工程》【年(卷),期】2012(020)006【总页数】7页(P1303-1309)【关键词】聚晶金刚石复合片;聚晶金刚石刀具;电火花线切割机【作者】宋满仓;张建磊;于超;王敏杰;刘冲【作者单位】大连理工大学模塑制品教育部工程研究中心,辽宁大连116023;三菱电机大连理工大学电加工技术中心,辽宁大连116023;大连理工大学模塑制品教育部工程研究中心,辽宁大连116023;三菱电机大连理工大学电加工技术中心,辽宁大连116023;大连理工大学模塑制品教育部工程研究中心,辽宁大连116023;三菱电机大连理工大学电加工技术中心,辽宁大连116023;大连理工大学模塑制品教育部工程研究中心,辽宁大连116023;三菱电机大连理工大学电加工技术中心,辽宁大连116023;大连理工大学微纳米技术及系统辽宁省重点实验室,辽宁大连116023【正文语种】中文【中图分类】TG4841 引言聚晶金刚石(Polycrystalline Diamond,PCD)复合片是由粒度为微米级的金刚石颗粒与钴、镍等金属粉末均匀混合后,在高温高压下硬质合金基材上烧结而成的,PCD层厚度一般在0.3 mm以上[1]。
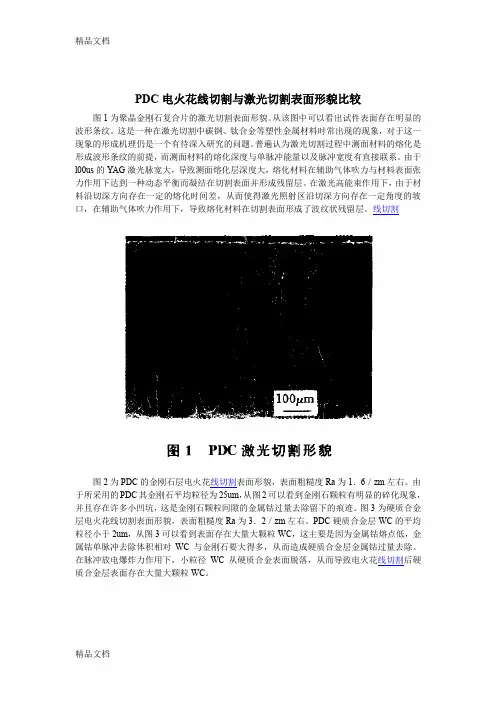
PDC电火花线切割与激光切割表面形貌比较图1为聚晶金刚石复合片的激光切割表面形貌。
从该图中可以看出试件表面存在明显的波形条纹。
这是一种在激光切割中碳钢、钛合金等塑性金属材料时常出现的现象,对于这一现象的形成机理仍是一个有待深入研究的问题。
普遍认为激光切割过程中测面材料的熔化是形成波形条纹的前提,而测面材料的熔化深度与单脉冲能量以及脉冲宽度有直接联系。
由于l00us的YAG激光脉宽大,导致测面熔化层深度大,熔化材料在辅助气体吹力与材料表面张力作用下达到一种动态平衡而凝结在切割表面并形成残留层。
在激光高能束作用下,由于材料沿切深方向存在一定的熔化时间差,从而使得激光照射区沿切深方向存在一定角度的坡口,在辅助气体吹力作用下,导致熔化材料在切割表面形成了波纹状残留层。
线切割图2为PDC的金刚石层电火花线切割表面形貌,表面粗糙度Ra为1.6/zm左右。
由于所采用的PDC其金刚石平均粒径为25um,从图2可以看到金刚石颗粒有明显的碎化现象,并且存在许多小凹坑,这是金刚石颗粒间隙的金属钴过量去除留下的痕迹。
图3为硬质合金层电火花线切割表面形貌,表面粗糙度Ra为3.2/zm左右。
PDC硬质合金层WC的平均粒径小于2um,从图3可以看到表面存在大量大颗粒WC,这主要是因为金属钴熔点低,金属钴单脉冲去除体积相对WC与金刚石要大得多,从而造成硬质合金层金属钴过量去除。
在脉冲放电爆炸力作用下,小粒径WC从硬质合金表面脱落,从而导致电火花线切割后硬质合金层表面存在大量大颗粒WC。
从表面形貌对比分析,采用lOOus的Y AG激光进行PDC切割残留层厚度大,表面质量差,而采用电火花线切割进行加工则表面质量相对较好。
试件抛光对比分析经激光切割的试件表面残留层与基体材料结合比较松散,利用细砂纸轻微打磨即可将残留层去除。
图4为经细砂纸打磨后的试件表面形貌,从图4可以看到在金刚石层与硬质合金层之间存在明显的连续裂纹。
图5为利用W2.5的金刚石微粉对激光切割试件抛光4h后的表面形貌。
金刚石线切割机的切割原理及分类一、金刚石线切割机金刚石线切割机原理金刚石线切割机装有一个绕丝筒。
绕丝筒在高速旋转的同时进行往复回转运动进而带动金刚石线做往复运动,金刚石线被张紧轮所张紧,为增加切割的精度和切割面的平整度,会安装导向轮进行导向[1]。
通过自动控制工作台向金刚石线方向不断地进给,或是控制金刚石线向工作台方向不断进给,从而使金刚石线与被切割物件间不断产生磨削进而产生切割运动。
金刚石线锯切割优势当被加工材料不导电且需要采用线切割的方式进行加工时,电火花线切割机不再适用,此时金刚石线切割机的加工优势便显现出来,金刚石线切割机同时适用于导电材料和不导电材料(硬度要比金刚石线小)的切割。
因此,金刚石线切割机被广泛用于各种金属和非金属及复合材料的切割,如陶瓷、玻璃、岩石、宝石、玉石、陨石、单晶硅、碳化硅、多晶硅、耐火砖、环氧板、铁氧体、PCB以及建筑材料、牙科材料、生物材料及仿生复合材料等,特别适用于切割高硬度、高价值、易破碎的各种脆性材料[2-3]。
金刚石线切割机常用的金刚石线主要为电镀型金刚石线1、电镀型:用电镀的方法在金属丝上沉积一层金属(一般为镍和镍钴合金),并在金属内固结金刚石磨料制成的一种线性超硬材料工具。
金属镀层是结合剂,金刚石磨料则用于切削加工。
基材是否为环形基材种类金刚石磨料电镀金刚石长切割线环形电镀金刚石切割线单根钢丝基体金刚石切割线多根钢丝基体金刚石切割线不带金属衣的普通金刚石切割线带金属衣的金刚石切割线电镀金刚石切割线目前人们研究和应用较多的是截面为圆形的单根钢丝的金刚石长切割线和环形电镀金刚石切割线。
电镀金刚石长切割线是指采用电镀的方法将金刚石磨料固结到有头的金属基体上形成的切割线,常用基体截面形状为圆形,一般为0.12~0.5mm,主要用于硅晶体、蓝宝石的切割加工。
环形电镀金刚石切割线是指将金刚石磨料电镀到环形金属基体上形成的切割线。
该类切割线使用时一般缠绕到几个导轮上进行单向循环切割,切割过程中无需换向,因此切割速度高。
电火花线割加工原理
电火花线割加工原理是一种利用电火花放电的高温高压作用,将电极与工件之间形成的微小间隙内的金属材料部分熔化、蒸发和冷凝的过程。
其工作原理如下:
1. 电火花线割加工是利用电极和工件之间形成的间隙内的液体金属导电性较差所产生的高温高压放电现象。
在这个过程中,电极上的导电液体与工件上的加工面之间形成一个微小的间隙。
2. 当电压加到一定程度时,间隙内的液体金属会发生电离,形成电离区。
由于电流通过电离区的电导率很高,电流密度较大,温度也随之升高。
3. 高温导致电离区内部的金属部分熔化成液态,并经过蒸气产生的高压力将熔化的金属颗粒喷出。
这些金属颗粒会形成一系列微小的孔洞。
4. 当放电结束后,孔洞周围的金属颗粒冷却并重新凝固,形成微细的切削道。
5. 随着电极的移动和放电的重复,微细的切削道就会连续形成,实现对工件的切削。
电火花线割加工原理的优点在于可以加工复杂形状的工件,无论是硬度较高的材料还是脆性材料,都可以进行高精度的加工。
此外,电火花线割加工还可以加工高温合金、硬化钢等难加工材料,因此在制造业的各个领域都得到了广泛的应用。
聚晶金刚石复合片电火花加工工艺参数的优化试验研究卢学军;闫晓;邓福铭;李建钢【摘要】在BDM-903精密数控电火花超硬刀具磨床上,通过正交试验获得了2组聚晶金刚石复合片的精加工条件.在此基础上,研究了脉冲控制参数、辅助电源参数、电极转速对精加工效率的影响,得出了最佳高压辅助回路追加电流以及最佳电极转速,分析了辅助电源参数对PDC表面粗糙度的影响以及伺服进给速度参数与辅助电源参数对PDC粗加工效率的影响,并得出最高粗加工效率下电极的最佳伺服进给速度.%Two sets of EDM conditions were obtained through the orthogonal test on the BDM-903 precise CNC EDM machine. On this basis, the influence of the pulse control, assistant power supply and the electrode rotation speed on the ac-curate EDM efficiency were studied, thus the additional electric current of high voltage auxiliary circuit and the optimum e-lectrode rotation speed were gained by the results of experimental data analysis. The effects of the high voltage auxiliary cir-cuit on the surface roughness of PDC were investigated, and the effects of servo-control speed of the electrode as well as the high voltage auxiliary circuit on the rough working efficiency of PDC were evaluated and analyzed, and then the best elec-trode rotation speed on the rough EDM conditions was obtained.【期刊名称】《新技术新工艺》【年(卷),期】2012(000)012【总页数】4页(P52-55)【关键词】电火花加工;聚晶金刚石复合片;工艺参数;加工效率;表面粗糙度【作者】卢学军;闫晓;邓福铭;李建钢【作者单位】中国矿业大学,北京100083;北京迪蒙特佳工模具技术有限公司,北京100191;北京市电加工研究所,北京100191;中国矿业大学,北京100083;中国矿业大学,北京100083;北京迪蒙特佳工模具技术有限公司,北京100191【正文语种】中文【中图分类】TB302聚晶金刚石复合片(PDC)是以硬质合金为基底,在高温高压下,由金刚石微粉烧结而成的[1]。
聚晶金刚石复合片快速切割技术
伏金娟;王袁放
【期刊名称】《机械工人:冷加工》
【年(卷),期】1998(000)006
【摘要】聚晶金刚石(PCD)是人造最硬的物质,硬度高,耐磨性好,是制造石油地质钻头、电线电缆模具、切割工具等的理想材料。
聚晶金刚石在制成工具时,常与硬质合金(WC)烧结在一起制成复合材料——聚晶金刚石复合片,然后再将它切割成所需的形状,制成各种各样的工具。
然而由于它硬度高、熔点高、电阻率高、耐磨性高,采用机械成形加工非常困难,采用普通的电火花线切割加工也有一定的困难。
本项切割技术是在北京市电加工研究所获国家发明二等奖、日内瓦国际新发明银奖“聚晶金刚石加工技术”的基础上,结合为美国GE公司加工φ50.8mm的紫晶金刚石复合片开始的,针对如何快速切割高质量的聚晶金刚石复合片。
【总页数】3页(P1-3)
【作者】伏金娟;王袁放
【作者单位】北京市电加工研究所;北京市电加工研究所
【正文语种】中文
【中图分类】TG484
【相关文献】
1.高强度钢筋混凝土快速切割技术在高速铁路连续梁悬臂法施工中的应用 [J], 朱绍锋
2.三种支持原型样品制作的新技术--快速成形技术、精密成形技术和激光焊接/切割技术 [J], 马绍健
3.光纤激光切割技术在快速制备飞机易损件中的应用 [J], 董秋阳;王恒;李伏;王大伟;李康华
4.快速走丝线切割机床多次切割技术 [J], 朱怀义
5.高压水射流切割技术和磨料水射流切割技术的机理分析与研究 [J], 顾承珠;贺云花
因版权原因,仅展示原文概要,查看原文内容请购买。
1金刚石线切割20世纪90年代,国际上为了解决大尺寸硅片的加工问题,采用了线锯加工技术将硅棒切割成片。
早期的线锯加工技术是采用裸露的金属线和游离的磨料,在加工过程中,将磨料以第三者加入到金属线和加工件之间产生切削作用[1]。
这种技术被成功地用于对硅和碳化硅的加工。
为了进一步缩短加工时间,以及对其它坚硬物质和难以加工的陶瓷进行加工,人们将金刚石磨料以一定的方式固定到金属线上,从而产生了固定金刚石线锯。
3.1金刚石线切割的原理图3.1金刚石线切割原理图如图3.1高速往复运动的切割线带动砂浆到切割区,使砂浆中的研磨颗粒(SiC颗粒)与硅棒表面高速磨削,由于研磨颗粒有非常锐利的棱角,并且硬度远大于硅棒的硬度,所以硅棒与线锯接触的区域逐渐被砂浆磨削掉,进而达到切割的效果,同时砂浆也可以带走磨削中产生的大量热[2]。
在对金刚石线锯切割机理的认识过程中,许多研究者认为,金刚石磨粒的微观切削运动是一个滚动、嵌入过程,提出了“滚动 -嵌入”模型。
Li 等人提出锯丝施加在磨粒上的力带动磨粒沿切削表面滚动,同时压挤磨粒嵌入切削表面,从而形成剥落片屑和表面裂缝,形成宏观的切割作用。
重点研究了磨粒嵌入工件时的应力分布和作用,发现磨粒对材料的最大剪切应力发生在微观切削表面之下,据此对磨料的选择进行优化。
Kao 等人指出在“滚动 - 嵌入”模型中,磨粒的运动除滚动和嵌入外,还包括刮擦,三者共同形成切削作用。
Bhagavat等人则在这个模型中考虑了磨浆的作用并认为,在锯丝带动游离磨料切割硅锭的小区域内,锯丝与磨浆的运动构成了一个弹性流体动力学环境,用有限元方法分析锯丝与硅锭间的磨浆弹性流体动力学模型,得到磨浆薄膜厚度和压力分布关于走丝速度、磨浆粘度和切割条件的函数,还得出结论:磨浆薄膜厚度大于平均磨粒尺寸,是磨粒的流动产生了切削[3]。
3.2 金刚石线切割的导线轮根据切割材料直径不同和设备制造厂家的技术考虑导线轮有2轮、3轮、4轮不等,安装方法有2轮平行、等边三角形或梯形,如图3.2所示。
聚晶金刚石复合片贾成厂;李尚劼【期刊名称】《金属世界》【年(卷),期】2016(000)003【总页数】6页(P18-23)【作者】贾成厂;李尚劼【作者单位】北京科技大学材料科学与工程学院,北京 100083;深圳市海明润超硬材料股份公司,深圳 518128【正文语种】中文内容导读聚晶金刚石复合片采用金刚石微粉与硬质合金衬底在超高压高温条件下烧结而成。
聚晶金刚石复合片既具有金刚石的高硬度、高耐磨性与导热性,又具有硬质合金的强度与抗冲击韧性,是制造切削刀具、钻井钻头及其他耐磨工具的理想材料,也是功能材料的新突破。
聚晶金刚石复合材料是将聚晶金刚石薄层附着黏结在硬质合金衬底上的复合材料。
聚晶金刚石复合片兼有聚晶金刚石极高的耐磨性以及硬质合金的高抗冲击性。
金刚石层刃口锋利而且具有自锐性,能够始终保持切削刃的锐利,因此非常适用于石油和地质钻探中的软地层直至中硬地层的勘探,效果非常好。
聚晶金刚石复合片中的金刚石含量高达99%,故金刚石层硬度极高、耐磨性极好,其努氏硬度为6.5×104~7.0×104MPa,甚至更高[知识小贴士1]。
硬质合金基体克服了聚晶金刚石硬而脆的不足,大大提高了产品整体的抗冲击韧性。
硬质合金的易焊接性则解决了聚晶金刚石很难通过焊接方法与其他材料结合的难题,可以使聚晶金刚石复合片竖直镶焊在钻头上。
聚晶金刚石复合片因自身性能优越,国内外竞相研制和生产,从而品种规格日益繁多,如图1所示。
1)具有极高的硬度。
聚晶金刚石的硬度为HV7500~9000,仅次于天然金刚石。
而且其硬度和耐磨性各向同性,不需选向。
其强度由于有韧性较高的硬质合金支撑,复合抗弯强度可达1500 MPa。
2)具有很高的耐磨性。
聚晶金刚石的耐磨性一般为硬质合金的60~80倍。
在切削硬度较高(>HV1500)的非金属材料时,耐用度极高。
3)具有较低的摩擦因数。
聚晶金刚石与有色金属的摩擦因数为0.1~0.3,而硬质合金与有色金属的摩擦因数是0.3~0.6。