PDCA循环图及应用案例张秀文
- 格式:ppt
- 大小:554.00 KB
- 文档页数:22



pdca案例pptPDCA案例PPT。
PDCA是一种持续改进的管理方法,它包括计划(Plan)、执行(Do)、检查(Check)和行动(Action)四个步骤。
通过不断循环这四个步骤,可以实现持续改进和提高工作效率。
下面,我将通过一个实际案例来展示如何运用PDCA方法解决问题,并将其整理成PPT演示文稿。
案例背景:某公司生产线上出现了频繁的故障,导致生产效率低下,影响了交货期。
为了解决这一问题,我们决定运用PDCA方法进行持续改进。
第一步,计划(Plan)。
首先,我们召集了相关部门的人员,包括生产、维护和质量管理人员,共同分析了故障发生的原因。
经过讨论,我们确定了可能的原因包括设备老化、操作不当和维护不及时等。
然后,我们制定了针对性的改进计划,包括更新设备、加强操作培训和优化维护计划。
第二步,执行(Do)。
在制定改进计划后,我们立即着手执行。
我们安排了设备更新的时间表,对操作人员进行了培训,同时调整了维护计划。
在执行过程中,我们及时发现了一些问题,并进行了调整和改进。
第三步,检查(Check)。
经过一段时间的执行,我们对生产线的运行情况进行了检查。
通过数据分析和现场观察,我们发现故障率有所下降,但仍然存在一些问题。
我们进一步分析发现,一些操作人员对新设备的操作还不够熟练,需要进一步加强培训。
第四步,行动(Action)。
针对发现的问题,我们立即采取行动。
我们加强了对操作人员的培训,并对维护计划进行了调整。
经过一段时间的持续改进,生产线的故障率明显下降,生产效率得到了提高。
PPT演示内容:1. 案例背景介绍。
2. PDCA方法概述。
3. 计划(Plan),分析问题、制定改进计划。
4. 执行(Do),执行改进计划、及时发现问题。
5. 检查(Check),数据分析、发现问题、进一步分析。
6. 行动(Action),针对问题采取行动、持续改进。
7. 结果展示,故障率下降、生产效率提高。
通过这样的PPT演示,我们可以清晰地展示问题的解决过程和改进效果,让观众对PDCA方法有一个直观的了解,并且可以借鉴我们的经验来解决类似问题。



案例26 PDCA循环在产品质量提高中的应用案例分析摘要:PDCA循环是提升产品质量的一种科学方法。
在工艺改进中按照P、D、C、A 四个环节来展开并运用相关管理技术是取得实效的好模式。
工件的定位不允许过定位,采用球面支承解决过定位现象是常见的一种有效方式。
关键词: PDCA 产品质量夹具设计球面支承一、PDCA循环的概念PDCA循环由美国质量管理专家戴明(Edwards Deming)博士在1950年挖掘出来,并加以广泛宣传和运用于持续改善产品质量的过程中。
它是全面质量管理应遵循的科学程序。
全面质量管理活动的全部过程,就是质量计划的制订和组织实现的过程,这个过程就是按照PDCA循环,不停顿地周而复始地运转的。
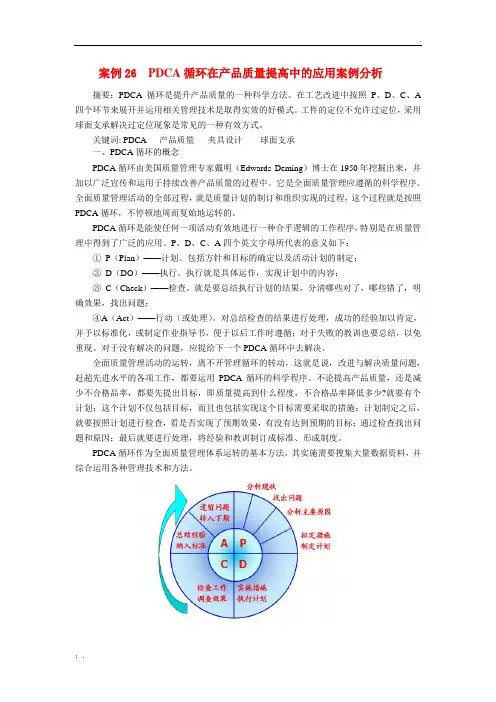
PDCA循环是能使任何一项活动有效地进行一种合乎逻辑的工作程序,特别是在质量管理中得到了广泛的应用。
P、D、C、A四个英文字母所代表的意义如下:①P(Plan)——计划。
包括方针和目标的确定以及活动计划的制定;②D(DO)——执行。
执行就是具体运作,实现计划中的内容;③C(Check)——检查。
就是要总结执行计划的结果,分清哪些对了,哪些错了,明确效果,找出问题;④A(Act)——行动(或处理)。
对总结检查的结果进行处理,成功的经验加以肯定,并予以标准化,或制定作业指导书,便于以后工作时遵循;对于失败的教训也要总结,以免重现。
对于没有解决的问题,应提给下一个PDCA循环中去解决。
全面质量管理活动的运转,离不开管理循环的转动,这就是说,改进与解决质量问题,赶超先进水平的各项工作,都要运用PDCA循环的科学程序。
不论提高产品质量,还是减少不合格品率,都要先提出目标,即质量提高到什么程度,不合格品率降低多少?就要有个计划;这个计划不仅包括目标,而且也包括实现这个目标需要采取的措施;计划制定之后,就要按照计划进行检查,看是否实现了预期效果,有没有达到预期的目标;通过检查找出问题和原因;最后就要进行处理,将经验和教训制订成标准、形成制度。
【经典】“四不放过”发现和解决问题的PDCA循环!-图表很重要质量开讲,让质量有温度导读:四不放过原则(引申于对安全事故的“四不放过原则”):-原因未查明不放过。
-相关责任人未受到追究不放过。
-相关群众未受到教育不放过。
-没有长期改善措施不放过。
工厂有很多问题,这四不放过原则就可以用在解决问题上面,可以就用它来制定一个“四不放过问题记录表”,就是PDCA先做计划。
01 . 计划:制订四不放过记录表02 . 问题的分类与记录这是其中的一个记录,每一个问题都用这个方法记录,并一直延下来。
重复问题也可以找到,如果第二次发生了,就在后面备注。
把碰到的所有问题都作好记录,记录里有分析,也有采取措施,这样PDCA就顺在里面。
03 . 实施:问题的原因分析、制定并实施对策对不同的A、B、C问题,要进行不同的定义:A类问题,就要在两小时之内把应急措施、原因分析、责任处理做完,在24小时之内要进行横向展开和改善措施。
B类问题,四个小时之内。
C类问题,8小时之内。
因为A类比较重要,所以必须两小时就要处理完,那么B类24小时,但是横向展开跟改善措施,都要在24小时之内完成。
四不放过原则用PDCA循环来做,P就是这里面的事故描述,做这个表格,然后实施,原因分析,最后横向展开,改善对策,实施对策就去做,做完以后再来检讨效果。
04 . 检查:利用周例会检讨“四不放过”{案例1}当时有一个会议记录:检讨。
莫经理:上周无A类问题;B类问题有驰源34R货物14箱与29R 货物11箱混装,追其原因主要是料号打印有错误导致混装,料号相似但未做好标示;对策:将不同机种标未清楚后再做,装箱时多检查几遍,将问题发生的几率控制在最低点。
焊锡:操作员未按标准执行,导致焊锡机温度调配不当,对策:所有操作均按标准执行,焊锡时间不超过2秒。
朱副理:上周无A类问题,B类:外模料与非移料混用,原因仓库进料时,将普通料与非移料的标签写错,导致发生错误。
现场技术员有疑问却没有找现场品管确认,未将情况反映给上级;对策:将仓库中的所有PVC料的标示进行修改,并做出一个加料记录表,将生产名称、加料时间、分量等登记清楚,现场品管两个小时确认一次发现问题立即停机。
