数控机床故障维修实例
- 格式:doc
- 大小:1.02 MB
- 文档页数:5
数控机床“急停”故障实例分析数控机床急停报警不能解除的故障比较常见。
当故障发生时显示器下方显示“紧急停止”(EMERGENCY STOP),这时,机床操作面板方式开关不能切换,MCC不吸合伺服,主轴放大器不能工作,系统并不发出具体的报警号,根据机床厂PMC报警编辑不同,有时会出现1000号以后的PMC报警。
出于安全考虑,机床厂将一些重要的安全信号与紧急停止信号串联,包括紧急停止开关。
但是一般维修人员往往仅以为是紧急停止开关连接不良或超程开关连接不良,排除上述两种可能后,就再也无法进行下一步的诊断工作,这说明对紧急停止信号的处理不够了解。
下面以FANUC 0i系统为例说明紧急停止的控制原理及其常见故障的处理。
一、紧急停止的控制原理紧急停止控制的目的是在紧急情况下,使机床上的所有运动部件制动,使其在最短时间内停止运行。
《FANUC 连接手册》推荐的急停电路接法如图1所示。
从图1可见,一般紧急停止回路是由“急停”开关和“各轴超程开关”串联的,在这些串联回路中还串联一个24V继电器线圈,继电器的一对触点接到CNC控制单元的急停输入上,继电器的另一对触点接到放大器PSM电源模块上(接CX4的2和3管脚)。
若按下急停按钮或机床运行时超程(行程开关断开),则急停继电器线圈断电,其常开触点1、2断开,从而导致控制单元出现急停报警,主接触器线圈断电,主电路断开,进给电机和主轴电机停止运行。
急停回路接到CNC控制单元的急停输入信号X地址是固定的,即X8.4。
数控系统直接读取该信号,当X8.4信号为“0”,系统出现紧急停止报警。
与急停报警紧密相关的信号还有G8.4信号,该信号是PMC送到CNC的紧急停止信号。
若G8.4为“0”,系统则出现紧急停止报警。
G8.4信号为PMC将X8.4和其他相关的信号进行综合处理的输出信号,如图2所示。
图2 中,梯形图在X8.4后面串接了一个Xn.m信号,比如刀库门开关等(进口机床经常这样处理)。
数控车床刀架常见故障维修数控技术及数控机床的应用,成功地解决了某些形状复杂,一致性要求高的中、小批零件的自动化问题,这不仅大大提高了生产效率和加工精度,还减轻了工人的劳动强度,缩短了生产准备周期。
但是,在数控车床使用过程中,数控车床难免会出现各种故障,所以故障的维修就成了数控车床使用者最关键的问题。
一方面销售公司售后服务不能得到及时保证,另一方面掌握一些维修技术可以快速判断故障所在,缩短维修时间,让设备尽快运转起来。
在日常故障中,我们经常遇见的是刀架类、主轴类、螺纹加工类、系统显示类、驱动类、通信类等故障。
而刀架故障在其中占有很大比例。
在这里,分类介绍一下日常工作中遇见的四工位电动刀架各类故障及相应地解决方法,希望能给大家提供一些有益的借鉴。
所用数控系统是广州数控设备有限公司所生产的gsk系列车床数控系统。
中国国际模具网故障现象一:电动刀架锁不紧中国国际模具网故障原因处理方法中国国际模具网①发信盘位置没对正 :拆开刀架的顶盖,旋动并调整发信盘位置,使刀架的霍尔元件对准磁钢,使刀位停在准确位置。
中国国际模具网②系统反锁时间不够长:调整系统反锁时间参数即可(新刀架反锁时间t=1.2s即可)。
中国国际模具网③机械锁紧机构故障 :拆开刀架,调整机械,并检查定位销是否折断。
中国国际模具网故障现象二:电动刀架某一位刀号转不停,其余刀位可以转动中国国际模具网故障原因处理方法中国国际模具网①此位刀的霍尔元件损坏:确认是哪个刀位使刀架转不停,在系统上输入指令转动该刀位,用万用表量该刀位信号触点对+24v触点是否有电压变化,若无变化,可判定为该位刀霍尔元件损坏,更换发信盘或霍尔元件。
中国国际模具网②此刀位信号线断路,造成系统无法检测到位信号:检查该刀位信号与系统的连线是否存在断路,正确连接即可。
中国国际模具网③系统的刀位信号接收电路有问题:当确定该刀位霍尔元件没问题,以及该刀位信号与系统的连线也没问题的情况下更换主板。
数控机床维修实例分析李刚斌 225000 胜赛丝-嵘泰(扬州)精密压铸有限公司摘要:数控机床是集多门技术于一体的产品,它的故障也是千变万化。
以下通过三个故障实例分析维修思路:第一个是PLC报警,可以根据状态画面,结合梯形图进行分析,找到故障原因;第二个是CNC报警,可以利用诊断功能,结合控制原理,从硬件和软件两方面下手查找故障;第三个是伺服报警,通过伺服控制技术和回参考点工作原理进行分析,判断故障原因。
数控机床是机电一体化的产品,它包含了机械技术、计算机与信息处理技术、系统技术、自动控制技术、传感与检测技术、伺服传动技术,其技术先进、结构复杂、价格昂贵,因此它的维修方法与普通设备的维修方法有所不同。
数控设备的维修可以依靠设备状态监测技术,设备诊断技术,充分利用数控系统和机床厂家提供的资料,对故障现象进行综合分析,可以达到事半功倍的效果。
下面介绍几个实例,详细分析维修的思路过程;例一:一台大宇T380钻削中心,使用FANUC0i系统,机床停机几天后开机,机床启动结束出现2021报警:空气压力不足。
FANUC0i系统2000-2999报警是机床PMC报警。
在系统的梯形图编程语言中规定,要在屏幕上显示一个报警信息,必须将对应的信息显示请求位(A线图)置“1”,要清除这个报警,必须使这个信息显示请求位(A线图)置“0”。
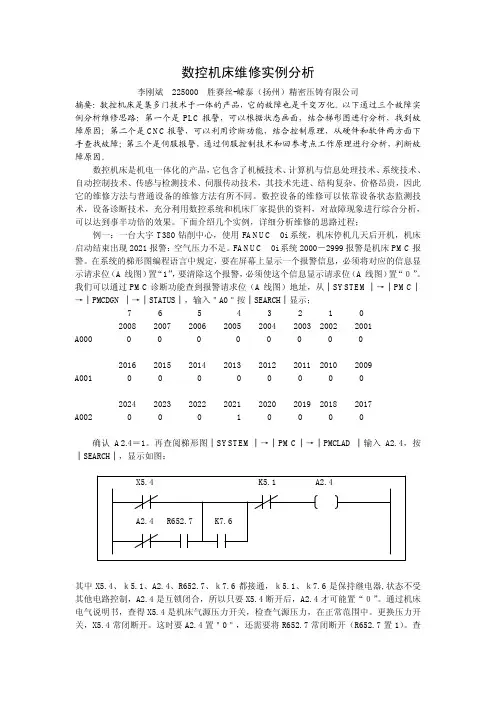
我们可以通过PMC诊断功能查到报警请求位(A线图)地址,从│SYSTEM│→│PMC│→│PMCDGN│→│STATUS│,输入"A0"按│SEARCH│显示;7 6 5 4 3 2 1 02008 2007 2006 2005 2004 2003 2002 2001A000000000002016 2015 2014 2013 2012 2011 2010 2009A001000000002024 2023 2022 2021 2020 2019 2018 2017A00200010000确认A2.4=1。

数控机床的应用越来越广泛,其加工柔性好,精度高,生产效率高,具有很多的优点。
但由于技术越来越先进、复杂,对维修人员的素质要求很高,要求他们具有较深的专业知识和丰富的维修经验,在数控机床出现故障才能及时排除。
下面结合一些典型的实例,对数控机床的故障进行系统分析,以供参考。
一、NC系统故障1.硬件故障有时由于NC系统出现硬件的损坏,使机床停机。
对于这类故障的诊断,首先必须了解该数控系统的工作原理及各线路板的功能,然后根据故障现象进行分析,在有条件的情况下利用交换法准确定位故障点。
例一、一台采用德国西门子SINUMERIK SYSTEM3的数控机床,其PLC 采用S5─130W/B,一次发生故障,通过NC系统PC功能输入的R参数,在加工中不起作用,不能更改加工程序中R参数的数值。
通过对NC系统工作原理及故障现象的分析,我们认为PLC的主板有问题,与另一台机床的主板对换后,进一步确定为PLC主板的问题。
经专业厂家维修,故障被排除。
例二、另一台机床也是采用SINUMERIK SYSTEM 3数控系统,其加工程序程序号输入不进去,自动加工无法进行。
经确认为NC系统存储器板出现问题,维修后,故障消除。
例三、一台采用德国HEIDENHAIN公司TNC 155的数控铣床,一次发生故障,工作时系统经常死机,停电时经常丢失机床参数和程序。
经检查发现NC 系统主板弯曲变形,经校直固定后,系统恢复正常,再也没有出现类似故障。
2.软故障数控机床有些故障是由于NC系统机床参数引起的,有时因设置不当,有时因意外使参数发生变化或混乱,这类故障只要调整好参数,就会自然消失。
还有些故障由于偶然原因使NC系统处于死循环状态,这类故障有时必须采取强行启动的方法恢复系统的使用。
例一、一台采用日本发那科公司FANUC-OT系统的数控车床,每次开机都发生死机现象,任何正常操作都不起作用。
后采取强制复位的方法,将系统内存全部清除后,系统恢复正常,重新输入机床参数后,机床正常使用。
数控机床常见的机械故障诊断与维修实例
1.电机故障:
故障现象:主轴电机反转或转速不能正常调节。
诊断方法:使用万用表测量主轴电机绕组的绝缘电阻,电阻值小于10兆欧时表示绕组内有短路,需更换电机或维修绕组。
维修方法:更换或维修主轴电机。
2.伺服驱动器故障:
故障现象:工作状态不稳定,起动过程中出现抖动、振动。
诊断方法:使用万用表测试伺服驱动器的主电源和控制信号电路。
若电压稳定且电流正常,则可能是驱动器内部故障。
此时可对伺服驱动器进行清洁清理,更换损坏的元件,或更换整个驱动器。
维修方法:更换损坏的元件。
3.导轨滑块故障:
故障现象:导轨滑块工作时出现异常噪声,导轨滑块滑动不畅。
诊断方法:观察导轨滑块表面是否磨损,是否存在异物卡在导轨滑块内部。
如发现表面磨损或异物卡住,可进行更换或清洁。
维修方法:更换或清洁导轨滑块。
4.传感器故障:
故障现象:传感器反应不敏感或不准确。
诊断方法:使用万用表测试传感器的电压信号和线路接触情况。
若信号弱或线路接触不良,则可以重新连接线路或更换传感器。
若传感器内部元件受损,需更换整个传感器。
维修方法:重新连接线路或更换传感器。
C系统故障:
故障现象:CNC系统启动失败或运行出现异常。
诊断方法:使用故障诊断软件对CNC系统进行诊断,或通过现象分析进行问题定位。
根据诊断结果,可尝试重新启动或重新安装CNC系统。
维修方法:重新启动或重新安装CNC系统。
2013年第3期主轴是数控机床的重要零件之一,主轴旋转产生切削的主运动是形成切削的重要条件。
主轴不转故障是主轴驱动系统最常见的故障类型之一,可以分为有报警的故障和无报警的故障两大类。
本文主要论述无报警的串行主轴不转故障的维修方法。
1FANUC数控机床主轴不转故障的维修方法分析FANUC数控机床的主轴控制分两种形式:串行主轴和模拟主轴。
不管采用何种控制方式,主轴旋转必须具备三个条件:CNC发出主轴控制信号、主轴驱动系统连接正确以及硬件和机械部分正常。
与普通机床相比,数控机床的机械部分大大简化,很大程度上降低了机械部分的故障率,所以出现故障时应将维修的重点放在数控系统和电气部分。
按照“先系统、再电气、最后机械”的思路进行维修,即出现故障时,首先考虑数控系统和PMC部分,其次考虑电气部分,最后再考虑机械传动部分和主轴组件本身。
维修步骤如下:第一步:看。
观察有无报警,观察机床状态信息栏的显示和主轴驱动放大器的LED状态显示。
有报警时,先排除报警。
第二步:问。
了解故障是在什么时候、进行什么操作时出现的以及机床的负载大小、加工工艺等情况。
这两步的重点是理解故障现象。
第三步:思。
前两步已经理解了故障现象,然后根据FANUC主轴控制的原理思考故障的原因并进行确认。
2FANUC数控机床主轴不转故障的维修实例2.1某F A NU C 0I D 三轴加工中心,指令发出后,主轴不能旋转观察到系统无报警,主轴放大器LED状态显示[01],黄灯亮;了解到在“MDI”工作方式下,输入加工指令:“M03S500;”,按下机床操作面板上的“循环启动”按键后,该程序段底色为黄色,松开“循环启动”按键后,“循环启动”按键指示灯点亮,状态信息栏上显示“FIN”,机床操作面板上的主轴正转按键指示灯也点亮。
故障分析:由循环启动有效判断该程序段已经被执行,再由状态信息栏出现“FIN”判断该程序段的执行不能结束;由主轴正转按键指示灯点亮,判断主轴正转信号已经输出到PMC;进入信号状态显示栏观察到转速信号已经送入PMC。
数控机床常见故障诊断及维修数控机床是一种集自动控制、计算机、微电子、伺服驱动、精密机械等技术于一身的高技术产物。
一旦系统的某些部分出现故障,就势必使机床停机,影响生产。
所以,如何正确维护设备和出现故障时迅速诊断,确定故障部位,及时排除解决,保证正常使用,是保障生产正常进行的必不可少的工作。
1 数控机床故障诊断原则1.1 先外部后内部数控机床是集机械、液压、电气为一体的机床,故其故障的发生也会由这三者综合反映出来。
维修人员应先由外向内逐一进行排查,尽量避免随意地启封、拆卸,否则会扩大故障,使机床大伤元气,丧失精度,降低性能。
1.2 先静后动先在机床断电的静止状态,通过了解、观察测试、分析确认为非破坏性故障后,方可给机床通电。
在运行工况下,进行动态的观察、检验和测试,查找故障。
而对破坏性故障,必须先排除危险后,方可通电。
1.3 先简单后复杂当出现多种故障互相交织掩盖,一时无从下手时,应先解决容易的问题,后解决难度较大的问题。
往往简单问题解决后,难度大的问题也可能变得容易。
1.4 先机械后电气一般来说,机械故障较易发觉,而数控系统故障的诊断则难度较大些。
在故障检修之前,首先注意排除机械性的故障,往往可达到事半功倍的效果。
2 数控机床常见故障分析根据数控机床的构成,工作原理和特点,将常见的故障部位及故障现象分析如下。
2.1 数控系统故障2.1.1 位置环这是数控系统发出控制指令,并与位置检测系统的反馈值相比较,进一步完成控制任务的关键环节。
它具有很高的工作频度,并与外部设备相联接,容易发生故障。
常见的故障有:①位控环报警:可能是测量回路开路;测量系统损坏,位控单元内部损坏。
②不发指令就运动,可能是漂移过高,正反馈,位控单元故障;测量元件损坏。
③测量元件故障,一般表现为无反馈值;机床回不了基准点;高速时漏脉冲产生报警的可能原因是光栅或读头脏了;光栅坏了。
2.1.2 电源部分电源是维持系统正常工作的能源支持部分,它失效或故障的直接结果是造成系统的停机或毁坏整个系统。
系统显示故障维修25例数控系统不克不及正常显示的原因很多,当电源故障、系统CPU故障时均可能导致系统不克不及正常显示;系统的软件出错,在大都情况下可能会导致显示混乱或显示不正常或系统无显示;当然,显示系统本身的故障是造成系统显示不正常的直接原因。
因此,系统不克不及正常显示时,首先要分清造成系统不克不及正常显示故障的原因,抓住主要矛盾,不成以简单地认为只要系统无显示就是显示系统的故障。
当由于系统电源、系统出错等原因造成系统不克不及正常显示时,应首先对其他相关局部进行维修处置,具体可拜见本书有关章节内容,本节中仅介绍显示系统本身故障的维修实例。
数控系统显示不正常,可以分为完全无显示与显示不正常两种情况。
当系统电源、系统其他局部工作正常时,系统无显示的原因,在大大都情况下是由于硬件故障引起的。
而显示混乱或显示不正常,一般来说是系统的软件出错造成的。
当然,按照不同的系统,在系统软件故障时,也不排除系统完全无显示的可能性。
组成显示系统的硬件,主要包罗电源回路、显示器、显示驱动回路、显示板、连接电缆等;以上局部的硬件损坏,将导致系统画面无显示。
软件出错引起的显示不正常,主要包罗系统存储器(ROM)出错、RAM出错、软件版本出错等。
以上故障会使显示器混乱(呈现乱码)或显示不克不及正常进行(逗留在某一页面),但在有些系统中(如:SIEMENS 810M)也可能使得系统完全无显示。
有关软件出错引起的显示不正常故障的维修,可拜见本章第4.3节“CNC单位故障维修40例〞的有关内容。
1.FANUC系统显示故障维修10例例51.3M系统显示模块不良引起的故障维修故障现象:配套FANUC 3M的数控铣床,开机后CRT无显示。
阐发与处置过程:经查抄,测量CRT工作电源、CRT的同步别离电路以及行、场同步输出电路均正常,系统除显示外的其他局部工作正常,但系统射频无输出。
按照以上阐发,判定故障在系统的显示控制PC-II模块上,更换PC-II模块后,系统显示恢复正常。
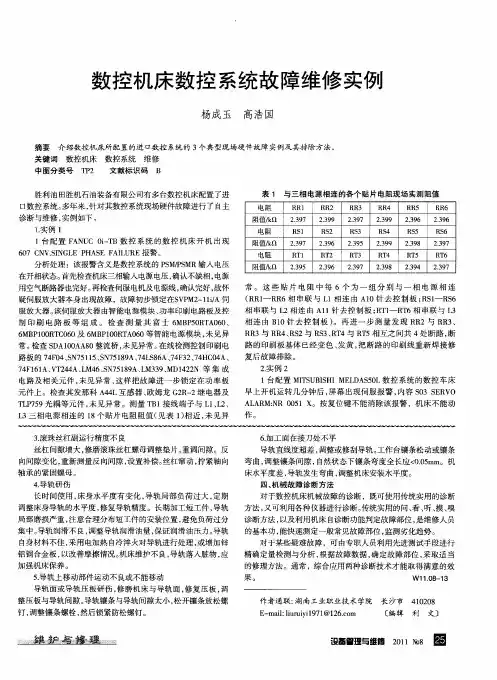
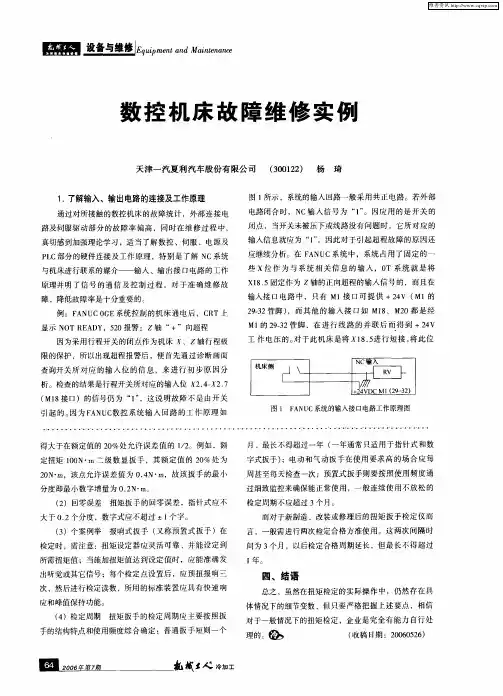
数控机床故障维修实例天津一汽夏利汽车股份有限公司内燃机制造分公司杨琦摘要:文中简述了关于数控机床故障的几个维修实例,如无法及时购到同型器件时的替代维修方法及与伺服、PLC相关的几个故障维修实例。
一、部件的替代维修1.1丝杠损坏后的替代修复采用FANUC 0G系统控制的进口曲轴连杆轴颈磨床,在加工过程中出现了411报警,发现丝杠运行中有异响。
拆下丝杠后发现丝杠母中的滚珠已经损坏,需要更换丝杠。
但因无法马上购到同样参数的丝杠,为保证生产,决定用不同参数的丝杠进行临时替代。
替代方案是:用螺距为10mm的丝杠替代导程为6mm丝杠,且丝杠的旋向由原来的左旋改为了现在的右旋。
为保证替代可以进行,需要对参数进行修正。
但由于机床的原参数 P8184=0、P8185=0,所以无法通过改变柔性进给齿轮的方法简便地使替代成功,需根据DMR,CMR,GRD的关系,对参数进行修正。
对于原来导程为6mm的丝杠,根据参数P100=2,可知其CMR为1,根据参数P0004=01110101,可以知道机床原DMR为4,而且机床原来应用的编码器是3000pulse/rev。
而对于10mm的丝杠,根据DMR为4,只能选择2500线的编码器,且需将P4改变为01111001。
同时根据:计数单元=最小移动单位/CMR;计数单元=一转检测的移动量/(编码器的检测脉冲*DMR)可以计算出原机床的计数单元=6000/(3000*4)=1/2,即最小移动单位为0.5。
在选择10mm的丝杠后,根据最小移动单位为0.5,计数单元=10000/(2500*4)=0.5/CMR,所以CMR=0.5则参数 p100=1。
然后将参数p8122=-111,转变为 111后,完成了将旋向由左旋改为了右旋的控制,再将P8123=12000变为10000后完后了替代维修。
1.2用α系列放大器对C系列伺服放大器的替代机床滑台的进给用FANUC power mate D控制,伺服放大器原为C系列A06B-6090-H006,在其损坏后,用α系列放大器A06B-6859-H104进行了替代。
替代时,首先是接线的不同,在C系列放大器上要接入主电源200V、急停控制100A、100B,地线G共6颗线;而对于α系列放大器,要接入主电源200V,没有接100A、100B,而是将CX4插头的2-3进行短接来完成急停控制,然后将拨码开关SA1的1、2、3端设定在ON,拨码4设定在OFF后完成了替代维修。
200V200V200VSA1CX4伺服放大器部分的接线示意图1.3完成回参考点的动作对于有固定挡块回参考点的控制原理为,系统在接收到减速信号后,找到第一个一转零脉冲或第一个栅格点,即确认为参考点位置。
故障1:发生故障的机床采用的是巴鲁夫带接插头的接近开关来控制完成回参考点的动作,但由于接插线路出现断路,回参考点的动作无法完成,为完成机床调整的相关步骤,当时借用了临近的相同接近开关的接插线路,通过拔、插动作模拟完成了回参考点的过程。
故障2:磨床修整器的伺服电机经皮带连接带动丝杠转动,在修整过程中发现位置偏差,分析应是参考点位置发生变化造成。
查找后发现皮带松动,在通过改变中心距离的方法紧固皮带后,进行了返回参考点的动作,但修整位置仍然不对,在改变了坐标系的偏移量后,位置正确。
故障应是由于电机位置改变造成丝杠的位置改变,从而返回参考点的第一个零脉冲的位置改变,改变的值应该是一个螺距的距离。
2.与驱动相关的故障维修2.1 机床同时出现416、426报警机床采用FANUC 0GE系统控制,最初的故障为机床CRT、伺服都不上电,经查为系统提供电源的电源单元损坏,在更换了新的电源后,CRT显示X、Z轴416、426号(位置环连接错误)报警。
此报警一般与线路连接故障、伺服放大器故障、PCB板等的损坏有关。
因为2个轴同时出现报警,根据经验,初步判定伺服放大器及速度控制PCB 板同时损坏的可能性不大,应从外部线路查找故障原因。
通过分析对PCB 的控制原理图,可以发现,伺服系统所需要的15V 、24V 、指示灯等的电压都是是由伺服变压器18V 的电压提供的。
伺服变压器所提供的18V 电压,通过CN2接口提供给速度控制PCB 板的工作所需。
在查找外部线路后,发现是电源变压器的进路保险损坏后造成18V 未给出,从而造成报警。
伺服控制原理图2.2放大器过载报警机床采用日本东荣伺服放大器控制,故障现象为运转准备后,能够实现伺服电机的锁住,但在handle 进给移动过程中,机床出现较大震动后,瞬间出现伺服偏差过大报警及伺服放大器AL18(负载过载)报警,机床停止。
首先检查了伺服电机、伺服放大器,但都没有问题,为此曾怀疑是NC 系统或通讯线路有问题。
但在MDI 方式下监视到手动转动1圈丝杠的反馈脉冲数只有50000pulse,而实际应该为100000pulse(10mm),为此用示波器检查了编码器的反馈脉冲,在从NC 板观测输入输出回路的波形时发现B 相脉冲不完全,出现了部分丢失,为此更换了编码器,故障解决。
此故障可从三环控制原理进行解释,故障是由于位置反馈的脉冲丢失,致使NC 系统需不断增加脉冲数,从而造成了电流值增加,从而出现伺服过载检测报警。
此故障加深了对伺服控制原理的理解也拓宽了分析解决故障的思路。
速度控制 电流控制反馈信号位置反馈三环控制原理图NC AMP放大器M 电机2.3 机床950#(短路)的报警机床采用FANUC 0T 控制,在机床上电后显示950#即保险断的报警,检查后是输出回路保险短路,所以应是外部线路的问题,同时由于是一合闸便有,所以应着重查找应用闭点的开关线路。
首先查找的是机床X、Y轴的超程保护开关线路,最终查明故障是由于X 轴的超程保护开关的24V对地造成的。
提出这个故障主要是说明对于故障查找应首先根据故障现象进行分析,有侧重点的查找,特别是对于短路故障的查找,如果没有目标的查找,将会造成时间的浪费。
2.4 机床9031(主轴受到束缚,无法按指令速度旋转)报警机床为卧式加工中心,采用FANUC 18iM控制,主轴最高转速为8000转,采用高低速控制,在低于3000转/分时,是低速控制交流接触器吸合,高于3000转时高速交流接触器控制吸合。
故障现象为机床在上电后执行空运转时出现了9031报警。
在MDI方式下,如果输入M19主轴定向,会出现9031报警,但如果输用M03S**,则只有转速在5000转时才会出现9031报警。
9031报警是指电机无法按指令速度旋转,而是停止或以极低转速旋转,所以应该是定位有问题或者是主轴功率不够。
由于机床已经正常运转过,所以不会是参数设定、电机相序的问题。
有可能为电机的反馈电缆或动力线故障(主轴切换输出时电磁接触器是否打开)故障。
最终查找为控制高速运转的交流接触器的上口进电的动力线松动造成。
2.5 SIEMENS伺服电源单元的报警在西门子611A的伺服电源模块上有6个LED灯,分别代表不同的含义。
1 2 1:+/-15v电源供给错误2:5v电源供给错误3 4 3:未准备好4:电源准备好(DC link charged)5 6 5:供给错误6:直流过电压DC link over voltage故障现象为,机床在上电后,在进行4个轴返回参考点的确认过程中,电源单元出现5号的红灯报警。
为判断是电源单元本身的故障还是外部的故障,所以首先进行了单轴运动。
其他3个轴在进行回参考点的运动时,电源不报警,只有第4轴回参考点时出现报警,所以排除了电源单元的故障。
查找后发现第4轴在回参考点的过程中,无法准确定位造成了电源报警。
在将回参考点的速度降低后,故障消除。
3、与PLC相关的故障3.1与输入、输出相关的故障机床由西门子S5的PLC 控制,且输入、输出部分采用ET200 来控制。
故障的表现为,在机床运转中输出点Q72.0会出现突然掉电现象,同时PLC 的BF(bus fault)灯亮,ET200处出现IM fault 灯亮。
K2100 I11.6 I33.2 I73.7 Q34.1 M11.5M11.5 Q72.0首先查找外部线路问题,由于ET200处出现IM fault 灯亮,所以首先查找了ET200处的I/O 模块。
在更换I/O模块时发现,连接线缆有部分破损现象,更换后IM fault 灯熄灭,但输出点Q72.0仍然出现不固定的断电的故障。
在进行PLC联机测试时发现M11.5断续出现断电现象的原因是K2100有断电现象,而输入点I33.0对应K2100,由于已经更换了输入输出模块,所以只能通过变更输入点来进行解决,在将输入点改变后,故障消除。
改变输入点时,应注意此输入点在其他功能模块中的引用,应全部变更。
3.2 S5程序的重新启动在进行修改S5 的PLC程序后,一般只需对原程序进行覆盖,便可正常启动PLC;但若是因为电池没电造成的PLC停止,在进行PLC的程序传输后,会出现无法启动PLC,这时需要选择PLC菜单,点击其下的PLC Start才能使PLC重新运转。
3.3 SIEMENS 840C 系统上电后出现 43 PLC–CPU not ready for operation报警机床为SIEMENS 840C系统控制,系统上电后,进行自检时出现43 PLC–CPU not ready for operation报警,查找PLC其显示状态正常,进行general reset 中的PLC RESET后故障依旧。
最终查找故障原因是机床应用的手持单元中,有一个接口虚接造成,重新拔插后故障消除。