数控机床的维修实例
- 格式:doc
- 大小:13.00 KB
- 文档页数:1
数控机床“急停”故障实例分析数控机床急停报警不能解除的故障比较常见。
当故障发生时显示器下方显示“紧急停止”(EMERGENCY STOP),这时,机床操作面板方式开关不能切换,MCC不吸合伺服,主轴放大器不能工作,系统并不发出具体的报警号,根据机床厂PMC报警编辑不同,有时会出现1000号以后的PMC报警。
出于安全考虑,机床厂将一些重要的安全信号与紧急停止信号串联,包括紧急停止开关。
但是一般维修人员往往仅以为是紧急停止开关连接不良或超程开关连接不良,排除上述两种可能后,就再也无法进行下一步的诊断工作,这说明对紧急停止信号的处理不够了解。
下面以FANUC 0i系统为例说明紧急停止的控制原理及其常见故障的处理。
一、紧急停止的控制原理紧急停止控制的目的是在紧急情况下,使机床上的所有运动部件制动,使其在最短时间内停止运行。
《FANUC 连接手册》推荐的急停电路接法如图1所示。
从图1可见,一般紧急停止回路是由“急停”开关和“各轴超程开关”串联的,在这些串联回路中还串联一个24V继电器线圈,继电器的一对触点接到CNC控制单元的急停输入上,继电器的另一对触点接到放大器PSM电源模块上(接CX4的2和3管脚)。
若按下急停按钮或机床运行时超程(行程开关断开),则急停继电器线圈断电,其常开触点1、2断开,从而导致控制单元出现急停报警,主接触器线圈断电,主电路断开,进给电机和主轴电机停止运行。
急停回路接到CNC控制单元的急停输入信号X地址是固定的,即X8.4。
数控系统直接读取该信号,当X8.4信号为“0”,系统出现紧急停止报警。
与急停报警紧密相关的信号还有G8.4信号,该信号是PMC送到CNC的紧急停止信号。
若G8.4为“0”,系统则出现紧急停止报警。
G8.4信号为PMC将X8.4和其他相关的信号进行综合处理的输出信号,如图2所示。
图2 中,梯形图在X8.4后面串接了一个Xn.m信号,比如刀库门开关等(进口机床经常这样处理)。
数控车床刀架常见故障维修数控技术及数控机床的应用,成功地解决了某些形状复杂,一致性要求高的中、小批零件的自动化问题,这不仅大大提高了生产效率和加工精度,还减轻了工人的劳动强度,缩短了生产准备周期。
但是,在数控车床使用过程中,数控车床难免会出现各种故障,所以故障的维修就成了数控车床使用者最关键的问题。
一方面销售公司售后服务不能得到及时保证,另一方面掌握一些维修技术可以快速判断故障所在,缩短维修时间,让设备尽快运转起来。
在日常故障中,我们经常遇见的是刀架类、主轴类、螺纹加工类、系统显示类、驱动类、通信类等故障。
而刀架故障在其中占有很大比例。
在这里,分类介绍一下日常工作中遇见的四工位电动刀架各类故障及相应地解决方法,希望能给大家提供一些有益的借鉴。
所用数控系统是广州数控设备有限公司所生产的gsk系列车床数控系统。
中国国际模具网故障现象一:电动刀架锁不紧中国国际模具网故障原因处理方法中国国际模具网①发信盘位置没对正 :拆开刀架的顶盖,旋动并调整发信盘位置,使刀架的霍尔元件对准磁钢,使刀位停在准确位置。
中国国际模具网②系统反锁时间不够长:调整系统反锁时间参数即可(新刀架反锁时间t=1.2s即可)。
中国国际模具网③机械锁紧机构故障 :拆开刀架,调整机械,并检查定位销是否折断。
中国国际模具网故障现象二:电动刀架某一位刀号转不停,其余刀位可以转动中国国际模具网故障原因处理方法中国国际模具网①此位刀的霍尔元件损坏:确认是哪个刀位使刀架转不停,在系统上输入指令转动该刀位,用万用表量该刀位信号触点对+24v触点是否有电压变化,若无变化,可判定为该位刀霍尔元件损坏,更换发信盘或霍尔元件。
中国国际模具网②此刀位信号线断路,造成系统无法检测到位信号:检查该刀位信号与系统的连线是否存在断路,正确连接即可。
中国国际模具网③系统的刀位信号接收电路有问题:当确定该刀位霍尔元件没问题,以及该刀位信号与系统的连线也没问题的情况下更换主板。
机床常用维修手册出版单位:重装公司内部发行使用数控机床维修部分1、液压松夹刀问题2、三档变速问题3、主轴箱研车前端盖漏油问题i.电气晃片口漏油问题ii.主轴与前端盖之间研车漏油问题4、冷却液与液压油混合问题5、补偿调节问题6、主轴准停不准问题7、镗轴爬行问题8、镗轴反向间隙大问题9、滑枕反向间隙大问题10、镗轴爬行问题11、滑枕爬行问题12、自动抓取附件油泵关闭离缝问题13、切菱方圆精度不合格问题数控机床常见问题的解决方法液压松夹刀问题液压夹刀失灵,夹爪松不开或松开量不足分析:数控液压夹刀为蝶簧夹刀液压松刀,夹刀打不开最有可能是液压问题1、检查夹刀电磁换向阀动作是否灵活,是否阀芯卡死现象(新型数控夹刀换向阀在尾箱内部,老数控换向阀在主轴箱上第二块盖斑中,有一些机床阀组在主轴箱上侧实例:一数控铳镗床油泵打开夹爪就松开,关闭油泵夹爪就夹紧这是典型的电磁换向阀卡死现象。
2、检查油箱压力是否足够,一般夹紧润滑泵的压力为4-5Mpa (不带转台的情况下可适当调高压力看夹刀是否有动作,如果泵站压力无法在调高可适当减小滑座润滑口的压力然后查看夹刀动作,如有效果则说明压力不足,这种情况下一般是管路泄露引起的。
可查看管路情况。
3、如液压没有问题,则可能是机械的问题,首先检查镗轴后背帽是否有松动的现象,由于背帽松动导致狗头窜动引起夹刀油缸行程不足,将背帽重新锁紧即可。
液压油缸研死导夹刀失灵问题分析:油缸研死一般是由于夹刀尾部晃片失灵,油缸内活塞没有回到位置同时主轴旋转造成。
有这种现象发生时一般在主轴箱内部有很大的响声或异常现象,多数是尾箱内有烟冒出。
机械上由于油缸研死会导致主轴不能转动,所以这种情况下的夹刀不好用必须将油缸拆下来更换。
液压夹刀夹不紧问题1、一是夹爪松动导致外露部分过多,可用扳手将夹爪锁紧即可。
2、夹爪后部分调整垫过厚导致夹爪外露过多3、夹刀阀堵塞导致活塞回不到位,因而夹刀不紧4、夹刀碟簧使用时间过久造成弹性缺失或损坏而导致夹刀不紧,可更换碟簧或重新调整碟簧液压油缸研死油缸拆卸问题1、新型数控机床在拆卸油缸时首先将镗轴拖链拆下,如需要将油缸取出则尾架子也需要拆下。
数控机床维修实例分析李刚斌 225000 胜赛丝-嵘泰(扬州)精密压铸有限公司摘要:数控机床是集多门技术于一体的产品,它的故障也是千变万化。
以下通过三个故障实例分析维修思路:第一个是PLC报警,可以根据状态画面,结合梯形图进行分析,找到故障原因;第二个是CNC报警,可以利用诊断功能,结合控制原理,从硬件和软件两方面下手查找故障;第三个是伺服报警,通过伺服控制技术和回参考点工作原理进行分析,判断故障原因。
数控机床是机电一体化的产品,它包含了机械技术、计算机与信息处理技术、系统技术、自动控制技术、传感与检测技术、伺服传动技术,其技术先进、结构复杂、价格昂贵,因此它的维修方法与普通设备的维修方法有所不同。
数控设备的维修可以依靠设备状态监测技术,设备诊断技术,充分利用数控系统和机床厂家提供的资料,对故障现象进行综合分析,可以达到事半功倍的效果。
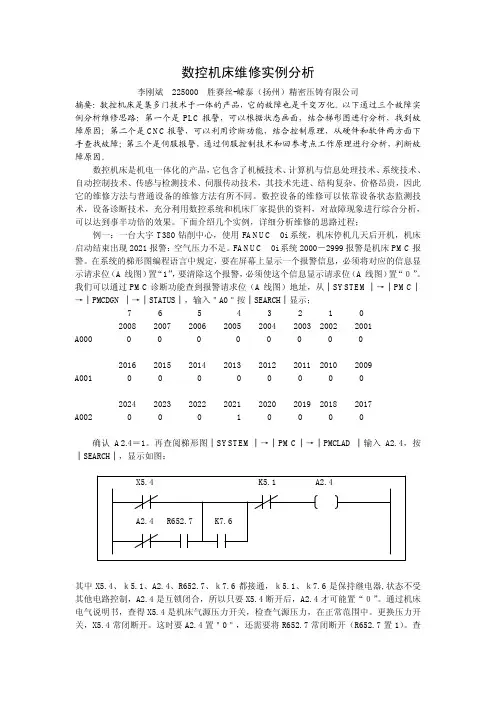
下面介绍几个实例,详细分析维修的思路过程;例一:一台大宇T380钻削中心,使用FANUC0i系统,机床停机几天后开机,机床启动结束出现2021报警:空气压力不足。
FANUC0i系统2000-2999报警是机床PMC报警。
在系统的梯形图编程语言中规定,要在屏幕上显示一个报警信息,必须将对应的信息显示请求位(A线图)置“1”,要清除这个报警,必须使这个信息显示请求位(A线图)置“0”。
我们可以通过PMC诊断功能查到报警请求位(A线图)地址,从│SYSTEM│→│PMC│→│PMCDGN│→│STATUS│,输入"A0"按│SEARCH│显示;7 6 5 4 3 2 1 02008 2007 2006 2005 2004 2003 2002 2001A000000000002016 2015 2014 2013 2012 2011 2010 2009A001000000002024 2023 2022 2021 2020 2019 2018 2017A00200010000确认A2.4=1。
数控机床常见的机械故障诊断与维修实例
1.电机故障:
故障现象:主轴电机反转或转速不能正常调节。
诊断方法:使用万用表测量主轴电机绕组的绝缘电阻,电阻值小于10兆欧时表示绕组内有短路,需更换电机或维修绕组。
维修方法:更换或维修主轴电机。
2.伺服驱动器故障:
故障现象:工作状态不稳定,起动过程中出现抖动、振动。
诊断方法:使用万用表测试伺服驱动器的主电源和控制信号电路。
若电压稳定且电流正常,则可能是驱动器内部故障。
此时可对伺服驱动器进行清洁清理,更换损坏的元件,或更换整个驱动器。
维修方法:更换损坏的元件。
3.导轨滑块故障:
故障现象:导轨滑块工作时出现异常噪声,导轨滑块滑动不畅。
诊断方法:观察导轨滑块表面是否磨损,是否存在异物卡在导轨滑块内部。
如发现表面磨损或异物卡住,可进行更换或清洁。
维修方法:更换或清洁导轨滑块。
4.传感器故障:
故障现象:传感器反应不敏感或不准确。
诊断方法:使用万用表测试传感器的电压信号和线路接触情况。
若信号弱或线路接触不良,则可以重新连接线路或更换传感器。
若传感器内部元件受损,需更换整个传感器。
维修方法:重新连接线路或更换传感器。
C系统故障:
故障现象:CNC系统启动失败或运行出现异常。
诊断方法:使用故障诊断软件对CNC系统进行诊断,或通过现象分析进行问题定位。
根据诊断结果,可尝试重新启动或重新安装CNC系统。
维修方法:重新启动或重新安装CNC系统。
2013年第3期主轴是数控机床的重要零件之一,主轴旋转产生切削的主运动是形成切削的重要条件。
主轴不转故障是主轴驱动系统最常见的故障类型之一,可以分为有报警的故障和无报警的故障两大类。
本文主要论述无报警的串行主轴不转故障的维修方法。
1FANUC数控机床主轴不转故障的维修方法分析FANUC数控机床的主轴控制分两种形式:串行主轴和模拟主轴。
不管采用何种控制方式,主轴旋转必须具备三个条件:CNC发出主轴控制信号、主轴驱动系统连接正确以及硬件和机械部分正常。
与普通机床相比,数控机床的机械部分大大简化,很大程度上降低了机械部分的故障率,所以出现故障时应将维修的重点放在数控系统和电气部分。
按照“先系统、再电气、最后机械”的思路进行维修,即出现故障时,首先考虑数控系统和PMC部分,其次考虑电气部分,最后再考虑机械传动部分和主轴组件本身。
维修步骤如下:第一步:看。
观察有无报警,观察机床状态信息栏的显示和主轴驱动放大器的LED状态显示。
有报警时,先排除报警。
第二步:问。
了解故障是在什么时候、进行什么操作时出现的以及机床的负载大小、加工工艺等情况。
这两步的重点是理解故障现象。
第三步:思。
前两步已经理解了故障现象,然后根据FANUC主轴控制的原理思考故障的原因并进行确认。
2FANUC数控机床主轴不转故障的维修实例2.1某F A NU C 0I D 三轴加工中心,指令发出后,主轴不能旋转观察到系统无报警,主轴放大器LED状态显示[01],黄灯亮;了解到在“MDI”工作方式下,输入加工指令:“M03S500;”,按下机床操作面板上的“循环启动”按键后,该程序段底色为黄色,松开“循环启动”按键后,“循环启动”按键指示灯点亮,状态信息栏上显示“FIN”,机床操作面板上的主轴正转按键指示灯也点亮。
故障分析:由循环启动有效判断该程序段已经被执行,再由状态信息栏出现“FIN”判断该程序段的执行不能结束;由主轴正转按键指示灯点亮,判断主轴正转信号已经输出到PMC;进入信号状态显示栏观察到转速信号已经送入PMC。
数控机床常见故障诊断及维修数控机床是一种集自动控制、计算机、微电子、伺服驱动、精密机械等技术于一身的高技术产物。
一旦系统的某些部分出现故障,就势必使机床停机,影响生产。
所以,如何正确维护设备和出现故障时迅速诊断,确定故障部位,及时排除解决,保证正常使用,是保障生产正常进行的必不可少的工作。
1 数控机床故障诊断原则1.1 先外部后内部数控机床是集机械、液压、电气为一体的机床,故其故障的发生也会由这三者综合反映出来。
维修人员应先由外向内逐一进行排查,尽量避免随意地启封、拆卸,否则会扩大故障,使机床大伤元气,丧失精度,降低性能。
1.2 先静后动先在机床断电的静止状态,通过了解、观察测试、分析确认为非破坏性故障后,方可给机床通电。
在运行工况下,进行动态的观察、检验和测试,查找故障。
而对破坏性故障,必须先排除危险后,方可通电。
1.3 先简单后复杂当出现多种故障互相交织掩盖,一时无从下手时,应先解决容易的问题,后解决难度较大的问题。
往往简单问题解决后,难度大的问题也可能变得容易。
1.4 先机械后电气一般来说,机械故障较易发觉,而数控系统故障的诊断则难度较大些。
在故障检修之前,首先注意排除机械性的故障,往往可达到事半功倍的效果。
2 数控机床常见故障分析根据数控机床的构成,工作原理和特点,将常见的故障部位及故障现象分析如下。
2.1 数控系统故障2.1.1 位置环这是数控系统发出控制指令,并与位置检测系统的反馈值相比较,进一步完成控制任务的关键环节。
它具有很高的工作频度,并与外部设备相联接,容易发生故障。
常见的故障有:①位控环报警:可能是测量回路开路;测量系统损坏,位控单元内部损坏。
②不发指令就运动,可能是漂移过高,正反馈,位控单元故障;测量元件损坏。
③测量元件故障,一般表现为无反馈值;机床回不了基准点;高速时漏脉冲产生报警的可能原因是光栅或读头脏了;光栅坏了。
2.1.2 电源部分电源是维持系统正常工作的能源支持部分,它失效或故障的直接结果是造成系统的停机或毁坏整个系统。
数控机床的维修实例
我厂于2000 年购进沈阳数控机床厂CK3263 数控车床。
床身为斜床身, 配日本FANUC OT 系统, 转塔选用的是意大利BARFFADI TOE320(12 工位) 。
使用过程中, 有时也出现一些故障, 多半是外围电路如接触器、电磁阀、限位开关等。
使用情况总的来说比较好。
我厂数控设备较多, 有加工中心、数控镜床、数控车床, 选配有西门子的840D 、810D 数控系统、大森数控系统等。
我们在操作和维修上述数控系统的数控机床时, 如查找故障时, 只是显示I/0 的“0“或“1“状态, 查看某些状态需写人或翻页使用起来不大方便。
而FANUC 数控系统操作方便, 编程、对刀、查找故障较为实用。
尤其是该系统配备了PLC 梯形图的动态显示功能, 可迅速分析机床故障的原因和查找故障点。
另外FANUC 数控系统还具有强大的诊断功能, 可通过自我诊断机床参数DGN 上的信息, 能很具体判断所发生故障类型, 从而采取相应的措施, 及时修复机床。
以下是笔者应用FANUC 数控系统功能在现场维修的实例。
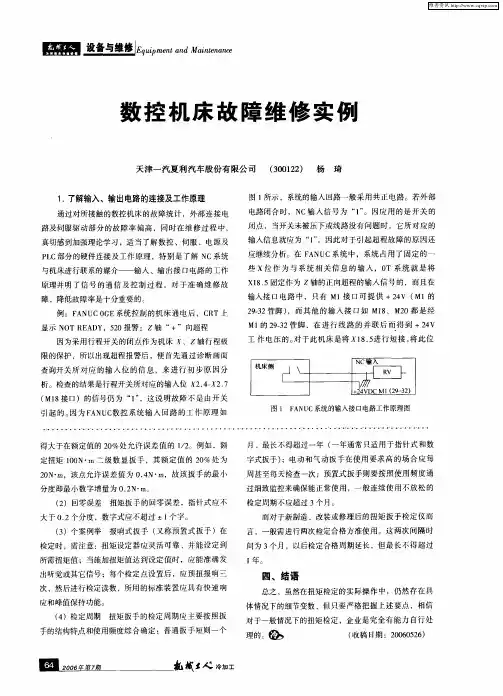
故障现象一CRT 显示414# 报警。
报警信息为:
SERVO ALARM:X ---AXIS
DETECTION
SYSTEM ERROR
同时, 伺服驱动单元的LED报警显示码为[8] 点亮。
故障分析与处理通过查看FANUC O 系统维修说明书可知:414# 报警为“X 轴的伺服系统异常, 当错误的信息输出至DGN0720 时, 伺服系统报警”。
根据报警显示内容, 用机床自我诊断功能检查机床参数DGN072 上的信息, 发现第4 位为“1”,而正常情况下该位应为“0”。
现该位由“0”变为“1”则为异常电流报警, 同时伺服驱动单元LED 报警显示码为[8]点亮, 也表示该伺服轴过电流报警。
检查伺服驱动器模块, 用万用表测得电源输入端阻抗只有6Ω, 低于正常值, 因而可判断该轴伺服驱动单元模块损坏。
更换后正常。
故障现象二转塔刀架在换刀过程时出现2011# 、2014# 报警。
故障分析与处理查看电气使用说明书可知:2011# 报警表示转塔有故障,2014# 报警指转塔未卡紧。
可能是由于精定位时接近开关未发出信号, 电磁铁不能锁紧。
利用FANUC 系统具有的PLC 梯形图动态显示功能, 发现精定位接近开关X0021.2 未亮( 没有接通) 。
拆下此开关并检查, 通断正常。
估计是接近开关与感应块的距离不当造成的。
调整两者的距离使它们保持适当的距离0.8mm, 再查看X0021.2 信号通断正常, 转塔刀架能正常使用。