磷化液的调配
- 格式:doc
- 大小:29.50 KB
- 文档页数:1
磷化液配方及制作方法磷化液是一种化学处理剂,常用于金属表面的磷化处理。
磷化液可以在金属表面形成一层均匀的磷化膜,提高金属的抗腐蚀性能和涂层附着力。
以下是一种常见的磷化液配方及制作方法。
1.硝酸:80-100g2.磷酸:120-150g3.二氧化硅:10-20g4.硫酸:5-10g5.氨水:10-20g6.高锰酸钾:5-10g7. 温水: 800-1000ml制作方法:1.将硝酸、磷酸和温水加入容器中,搅拌均匀,形成硝酸磷酸溶液。
2.将二氧化硅加入硝酸磷酸溶液中,搅拌均匀。
二氧化硅可以增加液体粘度,促进金属表面的磷化反应。
3.将硫酸加入溶液中,搅拌均匀。
硫酸可以调节溶液的酸碱度。
4.将氨水加入溶液中,搅拌均匀。
氨水可以中和溶液的酸性。
5.将高锰酸钾加入溶液中,搅拌均匀。
高锰酸钾可以作为催化剂,加速金属的磷化反应。
6.继续搅拌溶液,待溶液中的所有成分充分混合均匀。
7.将制作好的磷化液过滤,去除悬浮颗粒和杂质,得到清澈的磷化液。
使用磷化液时,应注意以下事项:1.磷化液的pH值通常在1-3之间,酸性较强,请在操作时佩戴防护手套、护目镜和防护服,避免溅入皮肤和眼睛。
2.使用磷化液时,应先清洗金属表面的油污和氧化物,确保表面干净。
3.将金属置于磷化液中浸泡一段时间,通常为10-30分钟,可以根据具体情况调整。
4.浸泡时间过长可能导致磷化膜过厚,降低涂层附着力;浸泡时间过短可能导致磷化膜过薄,影响金属的抗腐蚀性能。
5.浸泡结束后,用清水冲洗金属表面,去除多余的磷化液,然后干燥金属。
总之,磷化液的制作方法相对简单,但在使用时需要注意安全和正确操作步骤,以确保磷化效果和金属表面的质量。
磷化液配制方法范文磷化液是一种常用的金属防锈处理剂,可以用于铁、铜、铝等金属的表面处理,提供防锈保护功能。
下面是一种常用的磷化液配制方法。
材料:1.磷酸(H3PO4):纯度大于85%2.氮化铵(NH4H2PO4):纯度大于98%3.活性剂:如硝酸(HNO3)或镍或锌离子源4.水(H2O)步骤:1.将一定量的水加入容器中,作为磷化液的基础。
基础水的量取决于要配制的磷化液的总体积,通常基础水的体积大约为总体积的75%。
2.将磷酸缓慢地加入到基础水中,同时搅拌溶解,直到磷酸完全溶解。
磷酸的添加量取决于所需的磷化液浓度,通常为总体积的10-30%。
3.添加氮化铵到容器中,同时搅拌溶解。
氮化铵的添加量也取决于所需的磷化液浓度,通常为总体积的1-10%。
4.在前三个步骤的基础上,添加适量的活性剂(如硝酸或镍离子源),以调节磷化液的pH值和性质。
活性剂的添加量和种类取决于具体的使用要求。
5.继续搅拌混合磷化液,直到所有成分充分混合,并保持磷化液的均匀悬浮状态。
6.最后,使用pH计检测磷化液的pH值,确保其在所需范围内。
通常,磷化液的pH值应在2-4之间。
注意事项:1.在配制磷化液过程中,应避免使用金属容器,因为磷化液可能会与金属发生反应,影响磷化液的性能。
2.在配制磷化液时应戴上防护眼镜和手套,并注意避免磷酸和氮化铵的直接接触皮肤和眼睛。
3.磷化液的配制过程中应注意搅拌稳定,确保各种成分混合均匀。
4.配制好的磷化液应储存在密封容器中,避免其与空气接触,以免其化学性质发生变化。
5.使用磷化液前,应对其进行试验,确保其符合所需的使用要求和效果,同时了解具体的使用方法和注意事项。
总结:磷化液是一种常用的金属防锈处理剂,其配制方法相对简单。
在配制磷化液时应注意化学品的安全操作,并确保所有成分均匀混合。
配制好的磷化液应储存在密封容器中,并进行试验以确保其符合使用要求。
希望以上内容对您有所帮助。
1.配方原料质量份磷酸110~180 氧化锌30~50 硝酸锌150~170 氯化镁15~30 酒石酸5~10 十二烷基苯磺酸钠2~4 重铬酸钾0.2~0.4 钼酸铵0.8~1.2 水10002. 锌钙系磷化液重量比的物质组成磷酸二氢锌∶硝酸钙∶磷酸∶硝酸镍∶柠檬酸或葡萄糖酸∶柠檬酸或葡萄糖酸的钠盐或钙盐∶氟化钠∶水=2.5∶3.5∶4.9∶-8.4∶0.5-1∶0.02-0.16∶0.015-0.06∶0.002-0.04∶0.002-0.8∶4-60。
3. 锌钙系磷化液重量比的物质组成氧化锌:磷酸:硝酸:碳酸钙:碳酸氢铵:硝酸镍:有机酸:有机酸盐:氟化钠:水=0.8-1.1∶3-4∶4.5-6∶3.5-5.5∶0.1-0.3∶0.02-0.16∶0.015-0.06∶0.002-0.04∶0.006-0.08∶4-60;4. 中温锰基磷化用浓度为40~65g/1马日夫盐,配成总酸点40~60,游离酸点4~6,酸比1:9~13的磷化液。
本发明的特征在于:磷化液加入浓度为0.8~1.5g/1的添加剂EDTA二钠盐或浓度为1~2g/1的添加剂硼酸,浸泡式磷化时,磷化温度为70~85℃。
磷化时间10~40分钟,磷化温度与磷化时间成反比。
5. 硝酸钙,磷酸锌,硝酸镍,硝酸钴,硝酸锡,柠檬酸,酒石酸,E.D.T.A,表面活性剂OP和水组成。
6. 酸洗液和磷化液1)酸洗液:磷酸,5-50硫尿,0.005-0.015十二烷基磺酸钠,0.05-0.15平平加,0.05-0.15氯化十六烷基三甲铵,0.05-0.15柠檬酸,1-10水,93.845-39.535(2)磷化液:硝酸钙,5-15磷酸锌,5-15硝酸镍,0.15-0.25硝酸钴,0.045-0.055硝酸锡,0.045-0.055柠檬酸0.15-0.25酒石酸,0.045-0.055E.D.T.A,0.045-0.055表面活性剂OP,0.008-0.02水89.512-69.26。
锌系磷化液制作原理与应用锌系磷化液制作原理与应用一、磷化液的制造原料:1.一般家庭式作坊所用原料:A.85%磷酸(液体)+磷酸二氢锌(粉体)+硝酸锌(粉体)B.85%磷酸(液体)+40%~98%硝酸(液体)+95%氧化锌(粉体)或者锌渣或锌灰(固体)注:无效成分约30%。
2.国际标准使用原料:A.85%磷酸(液体)+68%硝酸(液体)+99.7%氧化锌(粉体)B.85%磷酸(液体)+68%硝酸(液体)+99.99锌锭(金属)注:无效成分约10%。
二、磷化液的国际标准化学组成(总酸度)为液体状态:A.磷酸(约20%)+磷酸二氢锌(约35%)+硝酸锌(约35%)+磷酸锌(无效成分约10%)B.磷酸(约20%)+磷酸二氢锌(约45%)+硝酸锌(约35%)注:按《化工产品物性辞典》解释1.磷酸二氢锌为白色结晶或黏稠状液体,溶于水和酸,水溶液呈酸性。
为磷化皮膜剂的主要成分,用于钢铁的防腐蚀。
2.磷酸锌为无色斜方结晶或白色微晶粉末,溶于无机酸(盐酸、硫酸、硝酸、磷酸);不溶于乙醇;水中几乎不溶,其溶解度随温度上升而减少。
三、磷化液的制作方法:1.一般家庭式作坊:使用瓷缸或塑料桶为反应容器,以人工木棒的搅拌操作。
原料用水以井水或自来水。
2.国际标准:使用不锈钢为反应容器,以机械不锈钢棒的搅拌操作。
原料用水为纯水。
四、一般处理物为钢铁时,其反应机构如下:1.化学反应(化)铁+磷酸(游离酸)→磷酸二氢铁(铁分)+氢气(气泡)......(1)↓↓↓〔促进剂〕↓〔促进剂〕↓└→水...........(2)└→磷酸铁(淡黄色沉渣)...........(3)2.皮膜生成反应(成)磷酸二氢锌→磷酸锌(H皮膜)+磷酸.......................(4) 铁(离子)+磷酸二氢锌→磷酸锌铁(P皮膜)+磷酸......... (5)〔说明〕钢铁表面与磷化处理液接触,钢铁表面发生溶解,表面附近的磷化处理液中的氢离子减少,PH值由3上升至4.6。
黑色磷化液配方一、引言黑色磷化液是一种常用于金属表面防腐蚀和美化处理的化学溶液。
它能够在金属表面形成一层致密的黑色磷化膜,从而提高金属的耐腐蚀性和硬度。
本文将介绍黑色磷化液的配方及制备方法。
二、黑色磷化液配方1.主要成分黑色磷化液的主要成分包括酸性氧化剂、还原剂、络合剂和表面活性剂等。
其中,酸性氧化剂是使金属表面氧化形成磷酸盐的关键成分,还原剂则是使氧化物还原为元素或金属离子还原为金属的关键成分,络合剂则起到加速反应和调节pH值等作用。
2.具体配方(1)酸性氧化剂:硝酸铁、硝酸钾、硫酸等;(2)还原剂:亚硫酸钠、亚硫酸铵等;(3)络合剂:柠檬酸、草酸等;(4)表面活性剂:十二烷基苯磺酸钠、十二烷基硫酸钠等。
三、黑色磷化液制备方法1.制备步骤(1)将酸性氧化剂、还原剂和络合剂按一定比例混合;(2)加入适量的表面活性剂,充分搅拌均匀;(3)将混合好的溶液加入水中,调节pH值至4-5;(4)将金属工件浸泡在调好pH值的黑色磷化液中,保持一定时间后取出清洗即可。
2.注意事项(1)配方中各成分应按一定比例加入,过多或过少都会影响反应效果;(2)制备过程中需要注意安全防护,避免接触皮肤和吸入气体等;(3)浸泡时间和温度应根据具体情况进行调整,以达到最佳效果。
四、结论黑色磷化液是一种常用于金属表面防腐蚀和美化处理的化学溶液。
它的配方主要包括酸性氧化剂、还原剂、络合剂和表面活性剂等。
制备方法包括将各成分按一定比例混合,加入适量的表面活性剂,调节pH 值后浸泡金属工件。
在制备过程中需要注意安全防护和各参数的调整,以达到最佳效果。
一、磷化液的制造原料:1.一般家庭式作坊所用原料:A.85%磷酸(液体)+磷酸二氢锌(粉体)+硝酸锌(粉体)B.85%磷酸(液体)+40%~98%硝酸(液体)+95%氧化锌(粉体)或者锌渣或锌灰(固体)注:无效成分约30%。
2.国际标准使用原料:A.85%磷酸(液体)+68%硝酸(液体)+99.7%氧化锌(粉体)B.85%磷酸(液体)+68%硝酸(液体)+99.99锌锭(金属)注:无效成分约10%。
二、磷化液的国际标准化学组成(总酸度)为液体状态:A.磷酸(约20%)+磷酸二氢锌(约35%)+硝酸锌(约35%)+磷酸锌(无效成分约10%)B.磷酸(约20%)+磷酸二氢锌(约45%)+硝酸锌(约35%)注:按《化工产品物性辞典》解释1.磷酸二氢锌为白色结晶或黏稠状液体,溶于水和酸,水溶液呈酸性。
为磷化皮膜剂的主要成分,用于钢铁的防腐蚀。
2.磷酸锌为无色斜方结晶或白色微晶粉末,溶于无机酸(盐酸、硫酸、硝酸、磷酸);不溶于乙醇;水中几乎不溶,其溶解度随温度上升而减少。
三、磷化液的制作方法:1.一般家庭式作坊:使用瓷缸或塑料桶为反应容器,以人工木棒的搅拌操作。
原料用水以井水或自来水。
2.国际标准:使用不锈钢为反应容器,以机械不锈钢棒的搅拌操作。
原料用水为纯水。
四、一般处理物为钢铁时,其反应机构如下:1.化学反应(化)铁+磷酸(游离酸)→磷酸二氢铁(铁分)+氢气(气泡)......(1)↓↓↓〔促进剂〕↓〔促进剂〕↓└→水...........(2)└→磷酸铁(淡黄色沉渣)...........(3)2.皮膜生成反应(成)磷酸二氢锌→磷酸锌(H皮膜)+磷酸.......................(4)铁(离子)+磷酸二氢锌→磷酸锌铁(P皮膜)+磷酸.........(5)〔说明〕钢铁表面与磷化处理液接触,钢铁表面发生溶解,表面附近的磷化处理液中的氢离子减少,PH值由3上升至4.6。
其结果引起(4)、(5)式的化学反应,不溶性的磷酸锌(Hopeite)、磷酸锌铁(Phosphophyllite)结晶在钢铁表面析出,形成皮膜。
磷化液配方与配制磷化是金属材料防腐蚀的重要方法之一,其目的在于给基体金属提供防腐蚀保护,用于喷漆前打底、提高覆膜层的附着力与防腐蚀能力及在金属加工中起减摩润滑作用等。
按用途可分为三类:涂装性磷化;冷挤压润滑磷化;装饰性磷化。
按所用的磷酸盐分类有:磷酸锌系、磷酸锌钙系、磷酸铁系、磷酸锌锰系、磷酸锰系。
根据磷化温度分类有:高温(80°C 以上)磷化、中温(50~70°C)磷化、低温磷化(40°C左右)和常温磷化(10~30°C)。
除了能产生灰色到黑色磷化膜外,还可以做黑色磷化。
目前,有关黑色磷化技术可以分成两种类型。
一种是改造原磷化液的配方,使磷化膜的颜色变为黑色;另外一种是将常温发黑和磷化分两步对钢铁进行表面处理。
即先用常温发黑工艺对钢铁进行发黑,得到较好的黑色外观,再进行磷化处理以提高表面膜的附着力和耐蚀性。
微谱技术长期做磷化液配方还原,磷化液配方分析,对其组分做定性定量分析,产品性能改进等——微谱分析法提供了“金属表面处理剂”行业的综合技术解决方案。
常温磷化液配方(质量份)原料1号2号原料1号2号磷酸 4 3 硼氟酸钠0.8 0.5氧化锌0.55 0.5 氯酸钠 2.5 2.5硝酸锌 1.5 1 柠檬酸 2 1硝酸镍 3 3.5 软化水加至100硝酸锰 3.5 3制备方法首先将氧化锌用少量混合湿润,加入磷酸,溶解完全后,再加入其他原料,搅拌均匀即可。
原料配伍本品各组分质量份配比范围为:磷酸2~4、氧化锌0.4~0.6、硝酸锌0.5~1.5、硝酸镍3~5、硝酸锰2~4、硼氟酸钠0.2~1、氯酸钠2~3、柠檬酸0.5~2、软化水加至100本品由于加入了复合加速剂和复合钝化剂——硝酸镍、硝酸锰、硼氟酸钠和氯酸钠,使磷化膜与工件的结合速度快,结合更牢固。
使磷化液磷化速度加快,并使成膜和强度大。
产品特性本品方法简单,被处理工件先要经预处理、脱脂、表调等工艺,使用工件表面无油、无锈及赃物,采用浸渍或喷淋方法施工,在常温下处理3~5min,无需加热,节省能源,操作方便。
磷化液配制方法(20公斤)文件编号OEC910.088 1、用耐酸容器放入氧化锌550克,再放入碳酸铜100克,分之混合加温水或开水搅拌成糊状。
2、加入磷酸640毫升,搅拌至不起泡为止。
3、再加入硝酸520毫升,搅拌至呈透明蓝色为止。
4、另用耐酸容器放入硝酸锌1500克,再放入氟化钠120克、六次甲基四胺(乌洛托品)80克、水2kg,再加入磷酸40ml,混合搅拌至无块状物为止。
将上述两容器配成的药物混合,把第一容器的药品放入第二容器中,搅拌后放入20升的耐酸槽中,再加水到20kg,;磷化液就配成了。
存放24小时后用。
磷化膏由磷化液加入中性滑石粉适量,呈糊状后涂到防爆面上2小时再刮去磷化膏,用棉纱将剩余磷化膏擦净。
磷化膏不能久存,隔日则失效。
附:磷化液配比放入20升的耐酸容器中加水到20公斤。
磷化操作工艺说明1、用醇酸稀料或酒精清洗隔爆面上的油脂、污物。
2、用细纱布把隔爆面去锈,再用干净的棉纱擦干净,不得用化学的方法使隔爆面漏出金属光泽。
3、按冷磷化处理工艺守则文件编号OEC910.088配置的磷化液与滑石粉搅拌均匀,成为磷化涂膏。
4、涂膏前,隔爆面必须干燥,光泽干净。
5、将磷化膏均匀的涂在隔爆面上,厚度为2-4毫米,不得漏出金属表面,室温在30℃左右时,磷化时间为半小时,室温在20℃左右时,时间为5-10小时,室温在0度左右时,时间为20小时,涂膏时速度要快。
6、磷化膏不能长时间存放,超过24小时后,则失效。
7、金属表面涂膏后,用非金属刮刀除去涂膏,再用水冲洗干净,使金属表面出现一层棕色而均匀的磷化膜。
8、为了提高抗腐能力,可再涂上一层微薄的防锈油,如:石油碳酸钡,凡士林等油脂,若采用机油与石油碳酸钡各50%的混合液防锈效果更好。
常温磷化液的配方
磷化液是一种用于金属表面处理的溶液,可以形成一层保护性的磷化膜。
常温磷化液在低温下进行磷化处理,适用于对金属表面进行防腐蚀和增加附着力的需求。
1.成分
-磷酸:500克
-亚硫酸氢钠:100克
-重铬酸:20克
-氯化亚铜:10克
-硝酸:5克
-氯化亚锡:2克
-高锰酸钾:5克
-氯酸钠:2克
-液状石碱:0.2克
-氧化锌:0.5克
-无水氢氟酸:0.5克
-离子交换水:适量
2.配制方法
1)首先用离子交换水稀释磷酸,将500克磷酸稀释至1000毫升,搅拌均匀。
2)将亚硫酸氢钠加入到磷酸溶液中,搅拌溶解。
3)在容器中加入重铬酸、氯化亚铜、硝酸、氯化亚锡、高锰酸钾、氯酸钠和液状石碱,搅拌均匀。
4)在溶液中加入氧化锌搅拌溶解。
5)最后,在溶液中加入少量无水氢氟酸,搅拌均匀。
3.使用方法
1)首先,将金属零件清洗干净,去除表面的油脂和污垢。
2)将金属零件完全浸泡在配制好的磷化液中,保持一定时间。
浸泡时间的长短取决于所需的磷化层厚度。
3)期间可以加热溶液,加快反应速度。
加热时需要注意控制温度,防止溶液过热。
4)磷化结束后,将金属零件从磷化液中取出,用清水彻底冲洗干净。
5)最后,将金属零件晾干或用热风吹干。
磷化液配方介绍磷化液是一种化学处理液,用于将金属表面转化为磷化层,以提高金属的耐腐蚀性和附着力。
本文将介绍一种常用的磷化液配方,以及配方中各种成分的作用和用量。
配方以下是该磷化液的配方:•磷酸:500g•亚磷酸钠:150g•氯化铵:100g•氯化亚铁:10g•氧化锌:10g•硝酸铜:1g•硝酸银:1g•氢氧化钾:20g•硝酸钠:1g•硝酸:10ml•水:适量成分和作用下面是每种成分的作用和用量说明:1.磷酸:作为磷化液的主要成分,起到溶解金属氧化物和产生磷酸盐的作用。
用量:500g2.亚磷酸钠:作为还原剂,与磷酸反应生成磷化物,起到催化剂的作用。
用量:150g3.氯化铵:增加溶液的离子强度,有利于金属表面的磷酸盐形成。
用量:100g4.氯化亚铁:提供亚铁离子,加速反应速度和磷酸盐的形成。
用量:10g5.氧化锌:调节溶液的pH值,维持合适的酸碱度,有助于磷化过程的进行。
用量:10g6.硝酸铜:作为催化剂,加速亚磷酸钠与金属之间的反应。
用量:1g7.硝酸银:检测溶液中是否有氢氧化物存在,反应生成红色沉淀物。
用量:1g8.氢氧化钾:调整溶液的酸碱度,有助于磷化过程的进行。
用量:20g9.硝酸钠:添加到磷化液中,起到稳定其他成分的作用。
用量:1g10.硝酸:调节溶液的酸碱度,有助于磷化过程的进行。
用量:10ml11.水:用于稀释以上成分,调整磷化液的浓度和体积。
配方制备方法1.将磷酸、亚磷酸钠和一部分水混合,搅拌至完全溶解。
2.逐步加入氯化铵和氯化亚铁,继续搅拌至溶解。
3.加入氧化锌和硝酸铜,搅拌均匀。
4.加入硝酸银和硝酸钠,搅拌均匀。
5.将氢氧化钾溶解在少量水中,然后缓慢地加入磷酸溶液中,搅拌均匀。
6.最后加入硝酸和适量的水,调整溶液的酸碱度和稀释度。
7.得到的磷化液即可使用。
使用注意事项1.使用磷化液时,应戴上手套、眼镜等个人防护装备,避免直接接触皮肤和眼睛。
2.磷化液应在通风良好的地方使用,避免吸入有害气体。
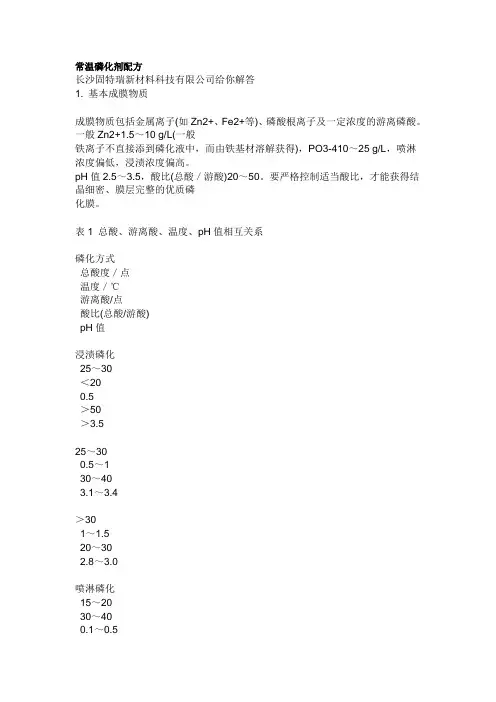
常温磷化剂配方长沙固特瑞新材料科技有限公司给你解答1. 基本成膜物质成膜物质包括金属离子(如Zn2+、Fe2+等)、磷酸根离子及一定浓度的游离磷酸。
一般Zn2+1.5~10 g/L(一般铁离子不直接添到磷化液中,而由铁基材溶解获得),PO3-410~25 g/L,喷淋浓度偏低,浸渍浓度偏高。
pH值2.5~3.5,酸比(总酸/游酸)20~50。
要严格控制适当酸比,才能获得结晶细密、膜层完整的优质磷化膜。
表1 总酸、游离酸、温度、pH值相互关系磷化方式总酸度/点温度/℃游离酸/点酸比(总酸/游酸)pH值浸渍磷化25~30<200.5>50>3.525~300.5~130~403.1~3.4>301~1.520~302.8~3.0喷淋磷化15~2030~400.1~0.550~803.5~3.9常温磷化液的配方硝酸锌25克磷酸二氢锌10克硝酸钙5克硝酸镍0.5克柠檬酸0.5克氟化钠0.2克温度:常温酸比1:20-25 亚硝酸钠0.2克常温磷化技术华南理工大学化工所(广州510641) 夏正斌涂伟萍杨卓如陈焕钦摘要从磷化膜形成过程、磷化液组成、促进剂的选择等方面综述了常温磷化技术的现状与发展趋势。
关键词常温磷化磷化膜涂装前处理促进剂常温磷化是当前研究最活跃、技术进步最快磷化技术〔1,2〕,它克服了高、中温磷化的能耗大、成本高、效率低等缺点,具有低能耗、低成本、低污染、快速等特点,因而受到普遍关注,近几年相关报道很多〔3~8〕。
1 磷化机理磷化反应是一种典型的局部多相反应,本质上属电化学反应。
当金属浸入磷化液中,在其表面形成许多微腐蚀电池,轻微浸蚀发生,且在溶液金属界面处,酸浓度降低。
张安富〔9〕较详细地讨论了磷化过程的热力学数据并指出,在常温下金属的氧化能力弱,须添加少量氧化剂,作为磷化反应促进剂,使得金属表面的混合电位低于氧化促进剂的电极电位。
2 磷化过程及磷化膜组成周谟银〔10〕采用腐蚀电压和电流两种方法研究了磷化过程,指出磷化可分成从基体开始腐蚀、成膜到过腐蚀等7个阶段。
标准磷化液的配制作业指导书
1.目的
规范耐酸性试验所用磷化液的配制、酸度测定和使用,确保测试结果的准确性。
2.试验材料和设备
磷化液原液、氢氧化钠、纯水、甲基橙指示剂
容量瓶、碱式滴定管、250ml三角烧瓶、滴管、10ml移液管
3.游离酸和总酸度的测定
3.1 游离酸度的测定
游离酸度是指磷化液中的游离H+的浓度(含部分游离磷酸),单位为“点”。
其定义为:取10mL磷化液,以甲基橙或溴粉兰作指示剂,用0.1mol/L NaOH溶液滴定至终点,NaOH所消耗的毫升数,即为此磷化液的游离酸点数,也称游离酸度(FA)。
将10ml的配置好的磷化液用移液管移至三角烧杯中,加4滴甲基橙(或溴酚蓝)指示剂,用0.1mo1/L 氢氧化钠标准溶液滴定,颜色由红色变为橙色(或用溴酚兰指示液滴定至由黄变为蓝紫色)时所消耗的毫升数即为游离酸度。
3.2 总酸度的测定
将10ml的配置好的磷化液用移液管移至三角烧杯中,加4滴酚酞指示剂,用0.1mo1/L氢氧化钠标准溶液滴定,颜色由无色变为淡红色时所消耗的毫升数即为总酸度的值。
4.标准磷化液的配制
称取磷化液原液,按照磷化液:纯水=3:97的比例配制,并加0.1mo1/L氢氧化钠标准溶液调节游离酸度至客户要求的范围内。
5.磷化液的使用注意事项
磷化液每次使用之前和使用过程中,应取样检测,确保游离酸度在客户要求的范围内。
如果游离酸度偏低,应重新配制磷化液。
适用于拉拔变形且无渣抗磨的磷化液及其制备方法如下:
磷化液组成:
1. 磷化剂:主要由氧化锌、水、磷酸、硝酸、硝酸镍、柠檬酸、硝酸铁组成。
2. 添加剂:主要包含对硝基苯酚、乙醇、硝酸钇。
磷化液制备方法:
1. 准备原料:按照磷化剂的组成,准备好相应的原料。
2. 混合:将磷化剂的各组分按照比例混合在一起,搅拌均匀。
3. 调整pH值:通过加入适量的酸或碱,将磷化液的pH值调整到适宜的范围。
4. 过滤:将磷化液通过过滤器,去除其中的杂质和颗粒物。
5. 储存:将制备好的磷化液储存于密封的容器中,避免阳光直射和污染。
使用时,将待处理的金属表面浸入磷化液中,按照设定的时间和温度进行反应,即可得到具有抗磨和抗拉拔变形的磷化膜。
该磷化液具有无渣、抗磨、抗拉拔变形等优点,适用于各种金属表面的处理。
同时,该制备方法简单易行,成本低廉,可广泛应用于工业生产中。
常温磷化剂配方长沙固特瑞新材料科技有限公司给你解答1. 基本成膜物质成膜物质包括金属离子(如Zn2+、Fe2+等)、磷酸根离子及一定浓度的游离磷酸。
一般Zn2+1.5~10 g/L(一般铁离子不直接添到磷化液中,而由铁基材溶解获得),PO3-410~25 g/L,喷淋浓度偏低,浸渍浓度偏高。
pH值2.5~3.5,酸比(总酸/游酸)20~50。
要严格控制适当酸比,才能获得结晶细密、膜层完整的优质磷化膜。
表1 总酸、游离酸、温度、pH值相互关系磷化方式总酸度/点温度/℃游离酸/点酸比(总酸/游酸)pH值浸渍磷化25~30<200.5>50>3.525~300.5~130~403.1~3.4>301~1.520~302.8~3.0喷淋磷化15~2030~400.1~0.550~803.5~3.9常温磷化液的配方硝酸锌25克磷酸二氢锌10克硝酸钙5克硝酸镍0.5克柠檬酸0.5克氟化钠0.2克温度:常温酸比1:20-25 亚硝酸钠0.2克常温磷化技术华南理工大学化工所(广州510641) 夏正斌涂伟萍杨卓如陈焕钦摘要从磷化膜形成过程、磷化液组成、促进剂的选择等方面综述了常温磷化技术的现状与发展趋势。
关键词常温磷化磷化膜涂装前处理促进剂常温磷化是当前研究最活跃、技术进步最快磷化技术〔1,2〕,它克服了高、中温磷化的能耗大、成本高、效率低等缺点,具有低能耗、低成本、低污染、快速等特点,因而受到普遍关注,近几年相关报道很多〔3~8〕。
1 磷化机理磷化反应是一种典型的局部多相反应,本质上属电化学反应。
当金属浸入磷化液中,在其表面形成许多微腐蚀电池,轻微浸蚀发生,且在溶液 金属界面处,酸浓度降低。
张安富〔9〕较详细地讨论了磷化过程的热力学数据并指出,在常温下金属的氧化能力弱,须添加少量氧化剂,作为磷化反应促进剂,使得金属表面的混合电位低于氧化促进剂的电极电位。
2 磷化过程及磷化膜组成周谟银〔10〕采用腐蚀电压和电流两种方法研究了磷化过程,指出磷化可分成从基体开始腐蚀、成膜到过腐蚀等7个阶段。
磷化液配方总范文磷化液是一种常用的表面处理液体,通过其特殊的化学反应能够使金属材料的表面形成磷化层,从而提高金属材料的耐腐蚀性和粘着性,常用于汽车、电子、建筑等行业。
磷化液的主要成分包括磷酸、硝酸、氢氧化物等,下面是一种常见的磷化液的配方总结。
配方1:-磷酸:250g-硝酸:50g-氢氧化钠:50g-硫酸:100mL-离子交换水:1000mL步骤:1.将250g磷酸、50g硝酸、50g氢氧化钠和100mL硫酸加入到1000mL离子交换水中。
2.搅拌溶解,直到完全溶解。
3.使用前,将溶液过滤以去除杂质。
配方2:-磷酸:160g-碳酸氢铵:80g-氢氧化钠:20g-硝酸:35g-离子交换水:1000mL步骤:1.将160g磷酸、80g碳酸氢铵、20g氢氧化钠和35g硝酸加入到1000mL离子交换水中。
2.搅拌溶解,直到完全溶解。
3.使用前,将溶液过滤以去除杂质。
配方3:-磷酸:180g-亚硝酸铵:70g-碳酸氢铵:60g-硝酸:40g-离子交换水:1000mL步骤:1.将180g磷酸、70g亚硝酸铵、60g碳酸氢铵和40g硝酸加入到1000mL离子交换水中。
2.搅拌溶解,直到完全溶解。
3.使用前,将溶液过滤以去除杂质。
这些配方只是其中的一部分,实际上磷化液的配方可以根据实际需要进行调整。
磷化液的配方取决于所需的磷化层的厚度、粘附力以及金属材料的种类等因素。
因此,在使用磷化液之前,务必根据具体情况进行实验和调整。
同时,在使用磷化液时,也需要注意安全措施,例如佩戴防护手套、护目镜等。
由于磷化液中含有一些强酸和强碱,可能对皮肤和眼睛造成刺激和伤害。
使用过程中还需要确保通风良好的工作环境,以避免吸入有害气体。
总结来说,磷化液是一种广泛应用于金属表面处理的化学液体,其配方和使用方法可以根据具体需要进行调整和优化。
在使用磷化液时,相应的安全措施也需要得到充分的重视。
冷磷化液配方酒精800ml/l, 水200ml/l, 硝酸锌50g/l, 氧化锌30g/l,二硫化钼(MoS2)200g/l, 磷酸70g/l在烧杯内将水与氧化锌调成糊状后慢慢加入磷酸直至溶液变透明(电炉加热),然后酒精与二硫化钼调成糊状后放入反应好的溶液中搅拌.磷化液配方原材料名细:配25Kg酒精:20Kg(40瓶)5*1.17/瓶二硫化钼:3(2.5)Kg(250克/瓶10-12瓶)45*1.17/瓶硝酸和氧化锌含量另说磷酸:2Kg(500克/瓶4瓶)9*1.17/瓶合计:772元/25Kg单价:30.88元/Kg 不含税人工费:5元/Kg20分钟后刷第二遍、前处理用砂纸擦,用酒精清洗。
电器分厂用硫酸铜和老粉(腻子)配制的确溶液处理隔爆面。
用汽油擦试防爆表面容易在表面形成苯的保护膜与磷化液可能不相容,只能用酒精擦拭表面去污热磷化工艺守则一、工艺程序1.化学除油|:配方:氢养化钠60-100克/升碳酸钠30-60克/升磷酸三钠40-50克/升水玻璃10-20克/升工艺条件温度90-100℃时间 10-15分钟2.热水洗流动水1分钟3.冷水洗室温流动水1分钟4.硫酸酸洗硫酸 180-200克/升工艺条件温度70℃左右时间 3-15分钟5.冷水洗流动自来水1分钟6.中和配方碳酸钠10-30克/升肥皂5-10 克/升温度40-60℃时间 1-2分钟7冷水洗8.磷化配方马日夫盐30-40克/升硝酸锌70-100克/升工艺条件温度60-70℃时间 20-40分钟游离酸度5-8点总酸度60-100点9冷水洗10.热水洗温度>50℃11.检验检查设计要求的工作面12.涂油根据要求涂204-1型置换型防锈油注:本工艺守则适用于我厂产品热磷化处理二.磷化溶液的配方和工艺条件磷酸锰铁盐xFe(H2PO4)2 YMn(H2PO4)230-40克/升(马日夫盐)硝酸锌Zn(NO3)2. 6H2O 70-100克/升游离酸度5-8点总酸度60-100点温度60-70℃时间 20-40分钟主要成分含量 Mn2+ 10-15克/升, Zn2+15-22克/升P2O515-20克/升NO3_ 40-60克/升 Fe2+ 0.8-2克/升三.磷化液的配制在磷化槽中加入槽中总容积的2/3的去离子水(或蒸馏水),加热至70-80℃,将所需量的马日夫盐溶解后加入磷化槽中,然后将所需量的硝酸锌、硝酸锰溶解后加入磷化槽中并加温至80-90℃,使其充分溶解,加水至所需工作面(新配槽液一般要加入一定量的经过除油、酸洗过的铁屑处理以增加亚铁离子)取样分析试生产,待产品质量达到要求后批量生产。
磷化工艺操做规程1. 磷化工艺的应用范围应用于钢铁件2. 生产工艺流程脱脂—热洗—冷水洗—酸洗—冷水洗—中和—水洗—表调—磷化—水洗—中和热洗3. 工艺和配方3.1脱脂3.1.1工艺配方NaOH 50~80g/LNaCO3 30~50gLNaPO4 20~30g/LNa2SiO3 10~15gL3.1.2工艺条件温度80~95℃3.2酸洗3.2.1工艺配方200~500ml/L盐酸水溶液3.22工艺条件温度:室温时间:5分钟3.3中和3.3.1工艺配方碳酸钠10~20g/L亚硝酸钠1~2g/L3.3.2工艺条件温度室温时间1分钟3.4表调3.4.1工艺配方草酸3~5g/L3.4.2工艺条件温度室温时间1分钟3.5磷化3.5.1工艺配方马日夫盐20~30g/L磷酸二氢锌20~30g/L硝酸锌80~100g/L亚硝酸钠1~2g/L3.5.2工艺条件温度50~70℃时间 5 ~10分钟3.6 中和热洗3.6.1工艺配方碳酸钠20~50g/L亚硝酸钠3~5g/L3.6.2工艺条件温度80~90 ℃时间2~3分钟4. 磷化液的配制在磷化槽中加水260升,将所需数量的马日夫盐8公斤和磷酸二氢锌12公斤用水溶解后加入槽中,再将硝酸锌32公斤加入,搅拌均匀后加热至沸点,使其进一步溶解,加水至工作面。
然后将经过除油和酸洗过的铁屑(3~5)公斤放入槽内,进行熟化处理,增加亚铁离子,等磷化溶液颜色转为棕绿色,然后取出铁屑。
取样化验分析合格后,试生产。
5. 游离酸和总酸度的调整磷化液的游离酸度(点):4~7总酸度(点):60~80当溶液中游离酸度低时,可加入磷酸二氢锌或马日夫盐(5~6克/升,游离酸升高1点,同时总酸度升高5点),若游离酸在规定范围内,而总酸度过低,可加入硝酸锌或硝酸锰。
若游离酸度高,可加入碳酸钠;总酸度高时可以加水。
6. 操作要点6.1在磷化时对工件摆放的要求:工件不能形成气囊,不能有接触不到磷化液的表面。
一、配制磷化液A液/B液:
配比:1:20 兑水(体积比)
步骤:
1、800ml水中先加3ml中和剂,搅拌均匀。
2、加入40ml磷化原液。
继续搅拌均匀。
3、如果中途发现磷化成膜速度缓慢,或是成膜不均匀,需要追加磷化液B液(1公斤加1克,必须先拿出部件,将磷化液稀释后才可加入,并不断搅拌至均匀)。
二、测量游离酸度与总酸度。
仪器与试剂:烧杯,锥形瓶,碱式滴定管,滴定台,量杯,移液管,搅拌棒,发酵管,NaOH标准液,甲基橙指示剂,酚酞指示剂,氨基磺酸等。
步骤:
1、安装好滴定台和滴定管,移入NaOH标准液到满刻度。
2、取配好的磷化液A液8ml加入到锥形瓶中,再加40ml纯净水。
3、在步骤2中滴入4滴甲基橙指示剂,摇匀。
4、用步骤1的NaOH标准液,慢慢滴定步骤3中的磷化液,颜色由红色变为橙色即止,记下数值变化,即
为游离酸酸度值,最佳范围:0.8~1.2.
5、接着换一只锥形瓶,取配好的磷化液A液8ml加入到锥形瓶中,再加40ml纯净水。
6、在步骤5中滴入4滴酚酞指示剂,摇匀。
7、用步骤1的NaOH标准液,快速滴定步骤6中的磷化液,颜色有橙色变为红色即止,记下数值变化,即
为游离酸总酸度值,游离酸值与游离酸总酸值比的最佳范围:1:18~20
8、如果游离酸度值偏高,可以追加中和剂(1.5ml),但是,中和剂一定要稀释后在加入到磷化液中,并搅拌均匀。
三、追加1ml促进剂,搅拌均匀。
四、测量促进剂点数。
1、取适量步骤三中的磷化液,倒入发酵管并排出气泡。
2、取适量氨基磺酸快速放进发酵管,并迅速封口倒置摇晃一下。
然后正过来放在台上。
3、过几分钟,等发酵管顶部不再下降,该时刻度即为促进剂点数。
最佳范围:1~2。
五、配制脱脂剂(除油剂)
配比:1:10(体积比)兑水
步骤:取适量液体除油剂和固体除油剂,加水稀释,搅拌均匀。
(液体多一点,固体少一点)
六、配制表调剂
配比:1吨水:3~4公斤
七、工艺流程
脱脂
一次水洗
二次水洗表调磷化水洗干燥喷涂
备注:
1、有锈的情况下,要先除油再除锈。
2、除油时最好加热,加热情况下需5~15分钟,不加热时需要20分钟以上。
3、表调液需每过15天,更换一次。
4、磷化池子需每过15天,清理一次池底沉淀物。
5、磷化液呈酸性。
6、表调液呈弱碱性。
7、脱脂液则可分为碱性、酸性(可同时除锈)、中性(适用于无锈件、镀锌件、以及要求无腐蚀的部件)。