合成氨精制新技术醇烃化工艺开车技术总结教学提纲
- 格式:doc
- 大小:57.50 KB
- 文档页数:6
180Kt/a合成氨原料气醇烃化精制工艺替代铜洗工艺的应用总结1.概况×××成立于2002年10月,经多年技术更新改造,现已形成180Kt/a合成氨,280Kt/a 尿素的生产能力,在当前激烈的市场竞争环境下,企业还存着生产成本高、产品单一、缺乏市场竞争力的矛盾,同时随着国家节能减排政策的进一步贯彻落实,建设资源节约型、环境友好型企业,实现清洁生产、科学发展成为公司下一步发展的目标,为此,经过充分论证和广泛调研,公司提出了180Kt/a合成氨节能改造项目,该项目被国家发展改革委列入2006年资源节约和环境保护国债备选计划。
在项目实施过程中,用先进的原料气醇烃化精制工艺替代公司正在运行的传统铜洗工艺是节能项目中的一项重要内容,也是企业增加经济效益的一项重要措施。
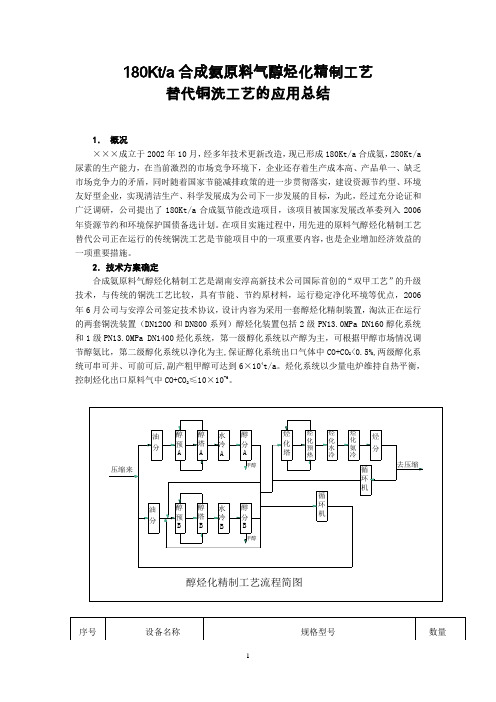
2.技术方案确定合成氨原料气醇烃化精制工艺是湖南安淳高新技术公司国际首创的“双甲工艺”的升级技术,与传统的铜洗工艺比较,具有节能、节约原材料,运行稳定净化环境等优点,2006年6月公司与安淳公司签定技术协议,设计内容为采用一套醇烃化精制装置,淘汰正在运行的两套铜洗装置(DN1200和DN800系列)醇烃化装置包括2级PN13.0MPa DN160醇化系统和1级PN13.0MPa DN1400烃化系统,第一级醇化系统以产醇为主,可根据甲醇市场情况调节醇氨比,第二级醇化系统以净化为主,保证醇化系统出口气体中CO+CO2<0.5%,两级醇化系统可串可并、可前可后,副产粗甲醇可达到6×104t/a。
烃化系统以少量电炉维持自热平衡,控制烃化出口原料气中CO+CO2≤10×10-6。
3. 开车运行情况3.1 升温还原醇化塔A装填山东临朐大祥精细化工有公司生产的C207催化剂29.8t;醇化塔B装填江苏常熟开拓催化剂有限公司生产C207催化剂29.9t;烃化塔装填湖南安淳高新技术有限公司的XAC-1催化剂45t。

合成氨生产技术总结
嘿,朋友们!今天咱就来唠唠合成氨生产技术这档子事儿!
你知道不,这合成氨生产技术就像是一场刺激的冒险!合成氨就像是我们要去征服的宝藏,而各种生产技术就是我们手中的利器。
想象一下,我们就像一群勇敢的探险家,在这个神秘而又充满挑战的领域里探索、前行。
比如说,在选择原料的时候,那可是得精挑细选呀!就像我们出去买水果,得挑最甜最水灵的不是?氮气和氢气就是我们的“宝贝原料”,稍微有点不对,那可就影响合成氨的质量啦!“嘿,老张,这次的氮气纯度够不够呀?”“没问题,放心吧!”咱们在生产过程中就得像这样互相提醒、配合默契。
然后就是反应条件啦,压力、温度,那都得拿捏得死死的!这就好比做饭,火候大了小了都不行,得恰到好处。
“哎呀,这个温度是不是有点高了?”“赶紧调整一下呀!”大家在车间里忙忙碌碌,为了达到最佳的反应条件共同努力。
在合成氨生产的过程中,还会遇到各种各样的问题呢!就像路上的小怪兽,时不时就冒出来给我们捣乱。
“哎呀,怎么氨的产量下降了?”这时候
就得靠大家齐心协力去解决。
还记得那次设备出故障,大家可是一起熬了个通宵才修好的,看着设备重新运转起来,那成就感,别提了!
合成氨生产技术的发展也是日新月异呀!就像我们的手机,不断更新换代。
我们也得跟上时代的脚步,不断学习、探索新的技术和方法。
总之啊,合成氨生产技术可不简单,它需要我们的智慧、勇气和团队合作!这是一场永不停歇的征程,我们要一直在这条路上奔跑、探索,追求更好的成果!我相信,只要我们大家一起努力,合成氨生产技术一定能不断进步,为我们的生活带来更多的便利和惊喜!。
合成氨发展的三个典型特点:1。
生产规模大型化2. 能量的合理利用。
用过程余热自产蒸汽推动蒸汽机供动力,基本不用电能3。
高度自动化Chp2。
原料气的制取2。
1 固体燃料气化法氢气的主要来源有:气态烃类转化、固体燃料气化和重质烃类转化。
煤气化技术装置的分类:(1)固定床气化(2)流化床气化(3)气流床气化固定床气化:UGI炉,鲁奇(Lurgi)炉和液态排渣的鲁奇炉流化床气化:Winkler气化炉;Lurgi循环流化床气化炉;U—Gas灰团聚流化床气化炉气流床气化:常压气流床粉煤气化即Koppers-Totzek(柯柏斯—托切克,简称K-T)炉;水煤浆加压气化,即Texaco(德士古)炉和Destec(现E—Gas)炉;粉煤加压气化,即SCGP(Shell 煤气化工艺)。
固定床间歇制气:采用间歇法造气时,空气和蒸汽交替通入煤气发生炉.通入空气的过程称为吹风,制得的煤气叫空气煤气;通入水蒸气的过程称为制气,制得的煤气叫水煤气;空气煤气与水煤气的混合物称为半水煤气。
间歇式制半水煤气流程:a.空气吹风b.上吹制气c.下吹制气d.二次上吹e.空气吹净德士古气化装置包括煤浆制备、气化、灰水处理。
煤浆气化采用德士古水煤浆加压气化的激冷流程。
气化工段关键设备气化炉(参见p56图1—2-39)气化炉分上下两部分,上部为燃烧室,燃烧室内安装三层耐火砖用来防止炉壁烧坏;下部为激冷室。
从燃烧室出来的工艺气通过下降管进入激冷室,激冷室上部有激冷环,下部下降管浸入水中,工艺气在水中冷激。
气化炉是德士古装置核心设备。
碳洗塔的作用是洗涤从气化炉来的粗煤气,除去粗煤气中的含杂的灰分以及可容水的反应副产物,保证干净、含灰分少的粗煤气送到下一工段进行使用。
碳洗塔下部主要作用是洗涤,碳洗塔合成气入口管线伸入水下,粗煤气进入碳洗塔水下后,经过塔内灰水的洗涤再进入上部;碳洗塔上部有塔盘,采用筛板结构,用来对合成气进行可溶性气体以及灰分进行吸收。

合成氨精制新技术醇烃化工艺开车技术总结我公司投资建设的由湖南安淳高新技术有限公司设计的120Kt总氨/年醇烃化工艺于2009年12月投入运行,并一次开车成功,取代了物耗高、能耗高有污染的铜洗工艺,装置采用DCS系统控制,现运行正常稳定,经济及环境效益明显,下面将工艺情况介绍如下:1 工艺流程来自氢氮气压缩机五段出口13.5Mpa的净化气进入甲醇油水分离器,除去油污及压缩冷凝水后,少部分气体从大盖顶上引进气体混合分布器Ⅰ和零米冷激分布器;约占入塔总气量30%的气体进入甲醇塔的下部,内外筒环隙,由下而上进入冷束管,冷束管出来的气体进入混合分布器Ⅱ,与出上绝热层的高温气体混合进入第二绝热层反应。
约占总入塔气量70%的气体进塔前预热器,被塔前预热器加热的气体,从甲醇塔的底部进入塔内,进塔气体进入塔内换热器管内,与出塔气体换热后,经中心管进入触媒表面,依次通过上绝热层、第二绝热层、下部绝热层,从下部换热器外壳进入换热器管间,由上折流而下,与入塔气体换热后出塔,进入塔前预热器管内换热,换热后的气体进入水冷器,出水冷器气体进醇分,将生成的甲醇分离下来,送精馏工段精制。
来自醇分离器后的气体从烃化塔的下部进烃化塔的内外筒环隙,自下而上出塔,进入塔前预热器,被加热的气体二次进塔,从塔的下部进入塔内换热器管间,与出塔气体换热后经中心管进入触媒层表面反应,出上绝热层的气体,进入气体混合分布器,与极小一部分从大盖外引进混合分布器的冷气体(升温还原时用以控制下绝热层的触媒温度,正常生产不用冷激气),混合进入下绝热层,出下绝热层的气体进入塔下部换热器管内,与二次进塔气体换热以后出塔,出塔气体进入烃分离器,分离掉烃后气体进入水冷器冷却,然后进氨冷器进一步冷却,再经水分离器分离后去压缩机六进。
2 主要设备2.1甲醇塔Φ1200mm,是由一个直形异径冷管束,两个气体混合分布器,一个集气罩,把触媒层分成三轴一径,二个绝热段,一个内冷段,一个径向段组成,内装填甲醇催化剂,下部有一列管式换热器。
《合成氨工艺学》课程教学大纲适用专业:化学工程与工艺学时:60学时学分:3一、课程的性质和目的合成氨生产是典型的化工工艺生产过程,反映了现代化工工艺的先进性和复杂性,具有相当强的代表性。
其目的是从加强工艺基础理论出发,分析其工艺特点,从热力学、动力学和技术经济的角度,分析和讨论各参数对反应的影响,工艺条件的确定和反应设备的选择。
同时介绍不同路线和流程的经济技术指标,能量的回收利用以及副产物综合利用等工艺问题,从而达到加强学生处理生产实际问题以及工艺研究开发和技术经济评价方面的工作能力的培养。
二、课程教学内容第一章绪论(2学时)要求一般理解与掌握:1、本课程的作用、目的、要求2、合成氨发展史3、合成氨生产典型工艺流程4、氨的性质、用途粗原料气制取(12学时)要求深刻理解与熟练掌握的重点内容有:1、煤气化的化学反应与平衡;2、半水煤气生产的特点;3、间歇制气的工作循环;4、间歇制气的工艺条件;5、工艺流程与设备;6、续气化法的理论分析。
要求一般理解与掌握的内容有:1、反应速率;2、原料煤耗和热量回收;3、连续气化法的典型方法介绍。
自学:1、气态烃蒸汽转化法;2、重油部分氧化法。
一氧化碳变换(10学时)要求深刻理解与熟练掌握的重点内容有:1、变换反应热力学;2、变换催化剂;3、工艺条件;4、工艺流程。
要求一般理解与掌握的内容有:反应速率及动力学方程式。
第三章第三章硫化物的脱除(8学时)要求深刻理解与熟练掌握的重点内容有:1、湿法脱硫:①基本原理和氧化的催化剂选择,②改良ADA法;2、干法脱硫:①氧化锌法,②钴钼加氢法;3、脱硫方法的选择要求一般理解与掌握的内容有:1、脱硫原因;2、脱硫方法分类;3、中国近年开发的脱硫方法。
自学:干法脱硫:①活性炭法,②氧化铁法,③硫氧化碳水解催化法。
第四章第四章二氧化碳的脱除(8学时)要求深刻理解与熟练掌握的重点内容有:1、物理吸收和化学吸收的比较;2、化学吸收法:热碳酸钾法;3、物理吸收法:低温甲醇洗涤法;4、脱碳方法的选择。

醇烃化精制新工艺在合成氨生产中的应用摘要:介绍了醇烃化精制新工艺替代甲烷化工艺在合成氨厂的应用情况。
事实证明,利用闲置的高压设备进行醇烃化技术改造,不仅投资省,而且操作弹性大、设备维护工作量小,具有明显的经济效益和环保效益。
关键词:合成氨生产;应用一、合成氨生产工艺的探究在我国合成氨企业中,虽然生产工艺各不相同,原料采用、设备结构和操作条件也各有差异,但是实现合成氨的基本步骤则是相同的。
首先,原料经过预处理后以不同的方式制备原料气(氢氮混合气),随后经过脱硫、变换、净化等工序后,将原料气压缩至一定的压力后,引入合成系统。
然后,气体通过最终净化,并换热升温至操作温度,送入合成塔内的催化剂层,在其中进行氨的合成反应。
反应后,氢氮混合气不能全部转化成氨,必须将其中的氨分离,剩下的氢氮混合气由循环压缩机补充压力后,与压缩机送来的新鲜气混合,再次进行合成,如此连续循环操作合成氨。
合成氨生产过程较为复杂,为保证各工序有序进行,在生产过程中根据不同的反应情况,给予合适的温度、压强和相应的催化剂等。
合成氨原料气的制备过程不仅将消耗大量的能源物质(煤、碳、天然气、水蒸气)作为原料,更需要消耗大量的能源物质作为动力能源消耗。
因此,制气环节能耗和成本较大,占合成氨生产的60%~70%。
其次在变换、净化及合成过程中都需要压缩,压缩机的使用也要消耗大量的动力能源。
最后,整个工艺过程中需要大量的换热蒸汽,产生大量的余热及三废物质。
因此如果能够实现合成氨过程中的各种能源物质的有效综合利用,可降低整个过程中的能耗,减少不必要的能源损耗,实现合成氨过程中的节能减排。
二、采用醇烃化原料气精制工艺的依据醇烃化工艺即在用甲醇化、烃化(或甲烷化)反应的方法来净化精制合成氨原料气,使合成氨原料气进入氨合成工段之前的气体中CO 、CO2(俗称气体中的“微量”指标)总量小于10ppm,并联产甲醇。
它与铜洗工艺或甲烷化流程相比,流程短、精制度高,操作稳定可靠,节约能耗、物耗,经济效益显著。
醇烃化精制技术应用总结张荣权;蒋继国;钱佩刚【摘要】A brief summary is given of the determination and implementation of the alcoholization and hydrocarbylation refining technological plan, and the start-up and operation of the system. A comparison is given of the actual operation of the process with the traditional cuprammonium washing process and shows that the process needs no heating for the regeneration of the cuprammonium solution, omitting the cold consumption in the operation of the cuprammonium washing unit; "waste gas" may be utilized to byproduce methanol, increasing the total ammonia output; the consumption is lowered of such raw materials as copper, acetic acid and liquid ammonia; no regenerated gas and waste aqua ammonia are produced, and the pollutants are remarkably decreased for discharge; the exit gases from the methanolation unit and hydrocarbylation system contain in volume fraction of (CO + CO2) of 0.05% ~0. 30% and (5~10) × 10 -6, respectively, the total power consumption per ton of ammonia decrease by 4 kW · h, and steam consumption per ton of ammonia lowers by 129 kg.%简要介绍了醇烃化精制技术方案的确定和实施,阐述了醇烃化系统开车运行情况.醇烃化工艺与传统铜洗工艺的实际运行情况比较结果表明:醇烃化工艺无需为铜液再生供热,省去了铜洗装置运行时的冷量消耗;可利用“废气”副产甲醇,增加总氨产量;降低了铜、乙酸、液氨等原料消耗;没有再生气和废氨水产生,污染物减排显著;甲醇化系统和烃化系统出口气体中(CO+ CO2)体积分数分别为0.05%~0.30%和(5~10)×10-6,吨氨总电耗下降4kW ·h,吨氨汽耗减少129 kg.【期刊名称】《化肥工业》【年(卷),期】2013(040)002【总页数】4页(P45-48)【关键词】醇烃化;升温还原;工业应用【作者】张荣权;蒋继国;钱佩刚【作者单位】湖南安淳高新技术有限公司湖南长沙410205【正文语种】中文2010年初,柳州化工股份有限公司(以下简称柳化公司)为了进一步解决企业环保问题、降低生产成本,决定采用湖南安淳高新技术有限公司(以下简称安淳公司)的合成氨原料气醇烃化精制工艺替代落后的铜洗工艺,其中甲醇产能40~120 kt/a,液氨280~360 kt/a。
合成氨精制新技术醇烃化工艺开车技术总结我公司投资建设的由湖南安淳高新技术有限公司设计的120Kt总氨/年醇烃化工艺于2009年12月投入运行,并一次开车成功,取代了物耗高、能耗高有污染的铜洗工艺,装置采用DCS系统控制,现运行正常稳定,经济及环境效益明显,下面将工艺情况介绍如下:1 工艺流程来自氢氮气压缩机五段出口13.5Mpa的净化气进入甲醇油水分离器,除去油污及压缩冷凝水后,少部分气体从大盖顶上引进气体混合分布器Ⅰ和零米冷激分布器;约占入塔总气量30%的气体进入甲醇塔的下部,内外筒环隙,由下而上进入冷束管,冷束管出来的气体进入混合分布器Ⅱ,与出上绝热层的高温气体混合进入第二绝热层反应。
约占总入塔气量70%的气体进塔前预热器,被塔前预热器加热的气体,从甲醇塔的底部进入塔内,进塔气体进入塔内换热器管内,与出塔气体换热后,经中心管进入触媒表面,依次通过上绝热层、第二绝热层、下部绝热层,从下部换热器外壳进入换热器管间,由上折流而下,与入塔气体换热后出塔,进入塔前预热器管内换热,换热后的气体进入水冷器,出水冷器气体进醇分,将生成的甲醇分离下来,送精馏工段精制。
来自醇分离器后的气体从烃化塔的下部进烃化塔的内外筒环隙,自下而上出塔,进入塔前预热器,被加热的气体二次进塔,从塔的下部进入塔内换热器管间,与出塔气体换热后经中心管进入触媒层表面反应,出上绝热层的气体,进入气体混合分布器,与极小一部分从大盖外引进混合分布器的冷气体(升温还原时用以控制下绝热层的触媒温度,正常生产不用冷激气),混合进入下绝热层,出下绝热层的气体进入塔下部换热器管内,与二次进塔气体换热以后出塔,出塔气体进入烃分离器,分离掉烃后气体进入水冷器冷却,然后进氨冷器进一步冷却,再经水分离器分离后去压缩机六进。
2 主要设备2.1甲醇塔Φ1200mm,是由一个直形异径冷管束,两个气体混合分布器,一个集气罩,把触媒层分成三轴一径,二个绝热段,一个内冷段,一个径向段组成,内装填甲醇催化剂,下部有一列管式换热器。
联醇工艺合成氨开停车方案正常开车1、开车前的准备A、检查各设备、管道、阀门、分析取样点、电器、仪表必须正常完好。
B、检查调整系统内所有阀门的开关位置,主阀、水冷进口阀、油分出口阀、系统近路阀全开,打开各自动分析仪样气阀,关冷管阀,二层冷付阀开1/2圈,一层、三层冷热付线阀关闭,各现场分析取样阀关闭,各放氨阀关闭,打开各压力表阀,量电炉绝缘≤0.2兆欧备用。
2、系统停车时间很短,催化剂温度都在活性范围以内,启循环机缓慢补气,开循环机时近路全开出口阀开完,进口阀开半圈;如炉温开始上升,再逐步开循环机进口阀,调节近路和各付线阀,将温度调节到正常范围,如炉温不升或下降则应及时启用电加热器,将炉温调节到正常范围。
3、如系统保压4.0—6.0MPa,但催化剂温度不在活性范围以内的开车:A、关闭热付线和冷管阀,二层冷付阀稍开,使塔壁环隙进冷气进行冷却,保证塔壁温度正常不超120口。
B、联系电工启电炉、开循环机、进口开约半圈、出口全开、近路全开。
启电炉观察炉温有上升趋势时再逐步将循环机进口阀开大,根据炉温情况缓慢加循环量,保证升温速率40口∕h°C、催化剂热点温度300口时开水冷,350口时开氨冷加氨,400□时废锅加水。
D、热点温度达400口时,缓慢开补气加压,补气时,严防温度猛升。
并逐步退电炉功率及时调节循环量和增开循环机,当系统压力升到15.0MPa以上,内冷层温度达到450口时,开始气体分流,逐步开冷副线阀,视情况开一层、三层冷气阀,逐步减小电加热器电流,直到切断,恢复正常生产。
E、补气加压时,应及时调节放氨阀,严防氨分和冷交带液,调节放氨阀时严禁总管超压。
4、大、中修系统检修,热洗后的开车:合成系统大中修一般要热洗氨分、冷交管内及油分以减小系统阻力,恢复冷交的换热效果。
A、热洗氨分和冷交管内流程:氨分进口法兰加盲板,冷交冷气出口加挡板出蒸汽,蒸汽来源废锅排污处。
废锅排污一氨分放氨一氨分T冷交管内T冷交冷气出口出蒸汽。
合成氨精制新技术醇烃化工艺开车技术总结我公司投资建设的由湖南安淳高新技术有限公司设计的120Kt总氨/年醇烃化工艺于2009年12月投入运行,并一次开车成功,取代了物耗高、能耗高有污染的铜洗工艺,装置采用DCS系统控制,现运行正常稳定,经济及环境效益明显,下面将工艺情况介绍如下:1 工艺流程来自氢氮气压缩机五段出口13.5Mpa的净化气进入甲醇油水分离器,除去油污及压缩冷凝水后,少部分气体从大盖顶上引进气体混合分布器Ⅰ和零米冷激分布器;约占入塔总气量30%的气体进入甲醇塔的下部,内外筒环隙,由下而上进入冷束管,冷束管出来的气体进入混合分布器Ⅱ,与出上绝热层的高温气体混合进入第二绝热层反应。
约占总入塔气量70%的气体进塔前预热器,被塔前预热器加热的气体,从甲醇塔的底部进入塔内,进塔气体进入塔内换热器管内,与出塔气体换热后,经中心管进入触媒表面,依次通过上绝热层、第二绝热层、下部绝热层,从下部换热器外壳进入换热器管间,由上折流而下,与入塔气体换热后出塔,进入塔前预热器管内换热,换热后的气体进入水冷器,出水冷器气体进醇分,将生成的甲醇分离下来,送精馏工段精制。
来自醇分离器后的气体从烃化塔的下部进烃化塔的内外筒环隙,自下而上出塔,进入塔前预热器,被加热的气体二次进塔,从塔的下部进入塔内换热器管间,与出塔气体换热后经中心管进入触媒层表面反应,出上绝热层的气体,进入气体混合分布器,与极小一部分从大盖外引进混合分布器的冷气体(升温还原时用以控制下绝热层的触媒温度,正常生产不用冷激气),混合进入下绝热层,出下绝热层的气体进入塔下部换热器管内,与二次进塔气体换热以后出塔,出塔气体进入烃分离器,分离掉烃后气体进入水冷器冷却,然后进氨冷器进一步冷却,再经水分离器分离后去压缩机六进。
2 主要设备2.1甲醇塔Φ1200mm,是由一个直形异径冷管束,两个气体混合分布器,一个集气罩,把触媒层分成三轴一径,二个绝热段,一个内冷段,一个径向段组成,内装填甲醇催化剂,下部有一列管式换热器。
2.2醇化预热器Φ800mm,列管式换热设备,热气体走管内,冷气体走管外。
2.3醇化水冷器F=550m2,为管壳式换热器。
2.4油水分离器Φ1000mm,通过重力分离,旋流板旋流分离,最后经高效丝网除沫器除去雾状油水。
2.5 烃化塔Φ1000mm,装填烃化催化剂,由一个气体混合分布器把触媒层分成两个绝热段,下部设有塔内换热器。
2.6 烃化预热器Φ800mm,列管式换热设备,热气体走管内,冷气体走管外。
2.7烃化水冷器F=550m2,为管式换热器。
2.8烃分/水分均为Φ1000mm,通过重力分离,旋流板旋流分离,最后经高效丝网除沫器除去雾状烃化物或水分。
2.9 烃化氨冷F=110m2。
3.0醇烃化循环机。
Q=8m3/min,醇烃化升温还原及开停车使用。
3 工艺条件的选择3.1操作压力:≤13.5Mpa3.2催化剂选型:醇化塔装填RK-03型催化剂12.5 m3,烃化塔装填XAC型催化剂9.5 m3。
3.3 设计气量:设计通气量为55000Nm3/h。
3.4入塔气体成份:入醇塔气体中CO含量2-7%CO2≤0.2%总硫≤0.1PPm入烃化塔CO+ CO2≤0.3%3.5出塔气体成份:系统出口气CO+ CO2<15PPmCO转化率均为96-98%4 催化剂的还原还原过程中的升温速率作为升温还原进程的参考控制指标,实际出水量是控制升温还原,确保还原质量的主要指标;升温速率必须服从小时出水量,小时出水量超标时,必须减缓升温速率,甚至恒温,不可单纯强调升温速率。
4.1 醇化催化剂的升温还原4.1.1 RK-03 甲醇催化剂升温还原方案(见表1)4.1.2还原过程用精制气[(CO+ CO2)≤20PPm]作为还原气体,采用高氢还原,充压至 5.0±0.2Mpa。
检查系统密封性是否完好,并检查和启用循环机进行系统循环。
表1 RK-03型甲醇催化剂升温还原方案①升温阶段(常温-80℃)用电炉加电控制升温速率,当床层热点达60℃时,升温速率减慢,甲醇分离器开始每半小时放水一次并计量;依据升温还原进程表及小时出水量,严格控制各项指标;放水时,要平稳间断式排放,以免因放水过猛引起塔内压力波动。
②还原初期(80-100℃)当热点温度达到80℃,要每小时分析一次系统中CO2含量,当系统中CO2≥1%时,在保证恒压的前提下,采取连排连补的方式,通过放空来降低CO2含量。
当热点温度达到100℃时,注意温度变化,如温度波动不稳,或停滞不前,应立即联系仪表维修人员检查热电偶套管是否有水,先停止升温,排除故障后方可继续加电升温,同时要密切注意催化剂床层轴径向温差及变化情况。
③还原主期(100--180℃)100-120℃为第一期,要严格控制小时出水量在指标之内。
120-180℃为第二期,当温度达到120℃,向系统内不断补气,根据催化剂温度变化,出水量及塔内情况,逐渐加大循环量,注意控制催化剂床层轴向温差<30℃,径向温差<5℃,此阶段操作必须平稳,加大循环量,加电、系统补压,均须缓慢,决不允许因操作过快、过猛而造成塔温大幅度波动,出水量猛涨,影响还原质量。
该还原期间必须密切分析出塔循环气水汽浓度及H2浓度,操作上严格控制塔内温度及出水量。
④还原末期(180-230℃)本阶段应尽可能缩小轴向温差,尽可能提高径向底部温度,底部必须达到220℃以上并维持一段时间。
⑤还原结束阶段为使催化剂还原彻底,提温至230℃±5℃,并恒温2小时,当出塔水汽浓度<300×10-6,出水量连续3小时不大于2Kg/h,累计出水量应达到或接近理论出水量(理论出水量:约18%)。
230℃±5℃恒温期间,合成塔进出口H2浓度基本相等,催化剂床层各点温度无明显变化。
⑥气体切换还原结束后,降低反应塔入口温度至约210℃,在较低CO含量的情况下切换原料气(入塔气中CO含量开始为0.5-1%,然后再慢慢提高),小心缓慢切换生产气体,并提压至生产系统压力,2天轻负荷运转后,即可转入正常生产。
4.2 烃化催化剂的升温还原烃化装置XAC催化剂用合格的的醇后气直接升温还原,方案见表2.表2 烃化XAC催化剂升温还原方案4.2.1提温阶段操作要点①当床层温度达150℃时,应对系统的物理水进行排放;②油分按每小时排油一次;③床层温度320℃时开始做水汽浓度,380℃时按1次/h分析频次执行;④当床层温度达380℃时开冷激进行分流,将4、5点,5、6、7点温差拉开20℃,如水汽浓度高时可拉开30-40℃;⑤当床层温度达380℃时分析入塔氢含量(>70%),如低时采用塔后放空置换手段来提H2;⑥当水汽分析达2.0g/m3要注意放慢升温速率,待2-3个分析数据稳定后再提温;⑦第1点与第2、3点的温度倒挂时,则说明循环量小,要及时加上循环量,以防烧坏电炉;⑧在任何情况下,首先要保护好电炉,如循环机跳要先切电炉;⑨当热点>250℃,要注意观察同平面温差,如温差大于20℃,应放慢升温速率,缩小温差。
4.2.2 上层还原控制要点①上层还原总时间控制在0-50小时;②水汽浓度控制2.0-2.5g/m3,过低将影响还原时间,过高结晶易长大,活性下降;③操作控制以热点为控制指标,以零米温度点为预防控制手段,零米温度一定要操控稳定;④上层温度与下层温度的温差控制40℃,有利于活性的提高;⑤当系统气体中的氨含量>0.5%时,可向氨冷器加氨,将温度降至0℃以下;⑥当零米温度与同平面温差大时,可考虑降压来提零米温度和缩小同平面温差;⑦压力控制要专人负责,波动范围在±0.02Mpa;⑧层间冷激采用现场手段控制,便于床层温度的稳定。
4.2.3下层还原要点①当出水量<1.5 g/m3时,可以逐渐关冷激阀,一次只能关1/16圈,直至关闭为止;②仍然注意水汽浓度<2.5 g/m3;③第8点温度升至470℃,稳定8小时,其它各点达490℃,稳定8小时。
4.2.4还原结束①连续3小时水汽浓度<0.2 g/m3;②零米及底点温度>470℃,其它各点495℃,并稳定8小时。
5 操作要点5.1 DN1200醇化系统控制要点5.1.1 触媒层1点(零米)、12点(底点)控制>200℃,不宜过低(<180℃),否则,副反应速度会加快,系统易结蜡。
5.1.2热点温度控制在Ⅰ绝热段、Ⅱ绝热段下部,即3、4点与6点,但6点应稍比3、4点低2℃。
5.1.3内冷层(9、10点)要求比热点温度低5℃。
5.1.4其他各点据情况而定,总体要求,从上到下是上高下低的分布。
5.1.5控制好醇分液位及放醇压力。
5.1.6甲醇催化剂失活的主要因素是硫中毒和热老化,若进系统CO、CO2含量发生变化,要及时与变换、脱碳岗位联系,变换、脱碳调节CO、CO2含量的过程要缓慢,防止CO、CO2超标,引起醇化温度出现“飞温”烧坏催化剂。
还要加强精脱硫指标控制,保护好甲醇催化剂,延长其使用寿命。
5.1.7若变换出现CO超高或脱碳出现CO2超高时,要及时通知压缩机减量生产。
5.1.8醇化系统正常生产时,CO控制在2%-7%,CO2≤1.5%。
5.1.9 短时停车(不停电)系统应继续循环至无CO,方能停循环机保压。
长期停车(或停电)还应卸压至0.1—0.2Mpa。
5.1.10 床层温度稳定后,环隙气和层间冷激气不应再调节,应根据进口成份波动只用塔副线或电炉调节,稳定零米和热点温度。
5.1.11醇化系统是以净化精制为主,副产粗醇为辅,不作大的调整。
5.1.12控制醇后气中CO+CO2指标是醇化系统的主要任务之一。
调整好催化剂床层温度分布,稳定热点温度在一定范围内,则醇后气中CO +CO2含量将会在工艺指标范围内。
如果指标有大的变化,应重新调整生产负荷、醇氨比及入塔原料气中CO+CO2含量。
5.2 DN1000烃化塔控制要点一般在生产稳定的状态下,烃塔以电炉升降来调节温度,一般波动不会太大,但要加强油分、水分的排放工作,更应重视醇分的效果,如带醇则会造成结蜡现象的出现。
5.2.1 床层温度的控制,1点及底部温度>200℃,热点控制在2、3点的位置,其它各点依次按梯度降低。
5.2.2冷激阀在正常生产中关闭(现场切断阀也应关闭)如需开冷激阀时,则说明CO+CO2指标已超标,应及时联系。
5.2.3 氨冷器在冬季不用时,应关闭气氨总阀,打开排污阀,以防气氨冷凝成液氨,再挥发后将管道冻结堵塞。
6 醇烃化系统主要运行状况化系统运行一直良好,入系统气体量最高已达49218m3/h,平均日产氨醇420t。
目前,各项运行指标均达到设计要求。
6.2工艺参数设计值和实际值见左表。