射砂棒对覆膜砂热芯盒制芯的影响及解决方法
- 格式:pdf
- 大小:113.84 KB
- 文档页数:3

覆膜砂模具射砂原理-回复覆膜砂模具射砂是一种常见的表面处理技术,主要用于改善材料表面的质量和外观。
在这篇文章中,我将一步一步回答有关覆膜砂模具射砂的原理和工艺。
第一步:了解覆膜砂模具射砂的定义和作用覆膜砂模具射砂是利用压缩空气或液体推动砂粒对模具表面进行冲击,去除表面氧化层、金属砂眼、粗糙度等不良表面缺陷,从而改善模具表面质量。
这种技术广泛应用于铸造、模具制造、机械加工等行业。
第二步:了解覆膜砂模具射砂的原理覆膜砂模具射砂的原理主要基于砂粒的高速冲击力,砂粒在冲击时会产生强大的动能,将模具表面的氧化层、砂眼和毛边等不良表面缺陷清除。
一般而言,射砂主要分为压力射砂和吸风射砂两种方式。
- 压力射砂是利用压缩空气将砂粒推向模具表面,以高速的砂粒冲击力进行清理。
- 吸风射砂则是通过负压方式将砂粒吹向模具表面,同样利用高速的砂粒冲击力进行清理。
第三步:了解覆膜砂模具射砂的步骤覆膜砂模具射砂的步骤可以分为准备工作、处理工作和后续处理三个阶段。
- 准备工作:首先,需要对模具进行处理前的检查和清洁工作。
检查模具表面是否有损坏、氧化层以及其他表面缺陷。
清洁时,可使用溶剂或者金刚砂纸进行表面清洁。
- 处理工作:在开始射砂前需选择合适的射砂设备以及适当的射砂材料。
根据具体的要求,选择合适的砂粒和媒体进行射砂处理。
在射砂时,根据射砂设备的要求调整好射砂机的参数,将砂粒推向模具表面,清理不良表面缺陷。
- 后续处理:在完成射砂后,需要对模具进行后续处理。
通常,可以采用除尘和刷洗等方式将残留的砂粒和杂质清理掉。
接下来,对模具表面进行光亮处理,可以进行喷漆、涂油等操作,以提高模具的外观质量。
第四步:了解覆膜砂模具射砂的应用和优势覆膜砂模具射砂技术在汽车、机械制造、电子产品等行业有广泛的应用。
尤其是在铸造行业,覆膜砂模具射砂可以有效改善铸造件的表面质量,提高产品的外观和精度。
此外,覆膜砂模具射砂具有成本低、效率高、适用范围广等优势,因此备受行业认可。

覆膜砂热芯盒芯头部分的综合改进
王效和;袁际章;等
【期刊名称】《机械工人:热加工》
【年(卷),期】2001(000)004
【摘要】我厂生产的蜗轮箱是柴油机增压器的重要零件,质量要求非常高。
其气道部分为变截面螺旋通道,为铸造非加工表面,形状和表面要求严格,我厂采用在射芯机上用覆膜砂热芯盒方法制芯。
由于覆膜砂的特性决定芯砂只能一次性使用,其费用
占据了铸件成本的一个较大的比例。
为了减少芯砂的使用量,我们在模具的设计和
制造中采取了多种措施,同时还要考虑到取芯难易程度、生产效率的提高、加热耗
电的多少和型芯质量的高低,这些因素经常互相制约。
经过多年生产实践,我厂已形
成了不同形式和结构的模具。
现仅对芯头部分的不同形式进行分析,以求找出较好
的改进方案。
现以某型号气道芯子为例。
其芯子尺寸与形状如图1所示。
【总页数】2页(P14-15)
【作者】王效和;袁际章;等
【作者单位】山西大同690厂增压器分厂,037036;山西大同690厂增压器分厂,037036
【正文语种】中文
【中图分类】TK423.52
【相关文献】
1.缸盖水腔芯的热芯盒覆膜砂制芯 [J], 陈剑敏
2.0.5kg热芯盒射芯机的再次改进设计 [J], 张笑山
3.GSR2型两工位热芯盒射芯机的改进与应用 [J], 李德林
4.用热芯盒射芯机射制酚醛树脂覆膜砂芯 [J], 车传阳;白凤阳
5.热芯盒射芯机使用覆膜砂的方法 [J], 洪热生
因版权原因,仅展示原文概要,查看原文内容请购买。
热芯盒覆膜砂制芯技改过程1. 1.前言缸盖砂芯形状复杂,薄厚不一,在生产中还要承受高温铁水冲击,为保证缸盖铸件质量,对缸盖砂芯外观质量、强度、发气量等均有严格要求,因此生产中缸盖制芯采用热芯盒覆膜砂制芯。
采用热芯盒覆膜砂制芯具有生产率高;砂芯强度高表面质量好;砂芯不易吸潮,长时间放置砂芯强度不易下降等优点。
但在实际生产中,仍然存在许多问题需要我们注意。
2.覆膜砂对制芯的影响2.1覆膜砂基本原理覆膜砂是树脂覆膜砂的简称,它是指在造型、制芯前砂粒表面上已覆有一层固态树脂膜的型砂、芯砂。
基本工作原理为用热塑性酚醛树脂加潜伏性固化剂(如乌洛托品)与润滑剂(如硬脂酸钙)通过一定的覆膜工艺配制成覆膜砂,覆膜砂受热时包覆在砂粒表面的树脂熔融,在乌洛托品分解出的亚甲基的作用下,熔融的树脂由线性结构迅速转变成不熔的体型结构,从而使覆膜砂固化成型对覆膜砂的总体要求为:粒度要适中、流动性要好、熔点要适当高点、固化时间在保证制壳质量的前提下尽量短、起模强度好,高温性能好、高温膨胀性能低、发气量小和溃散性能好。
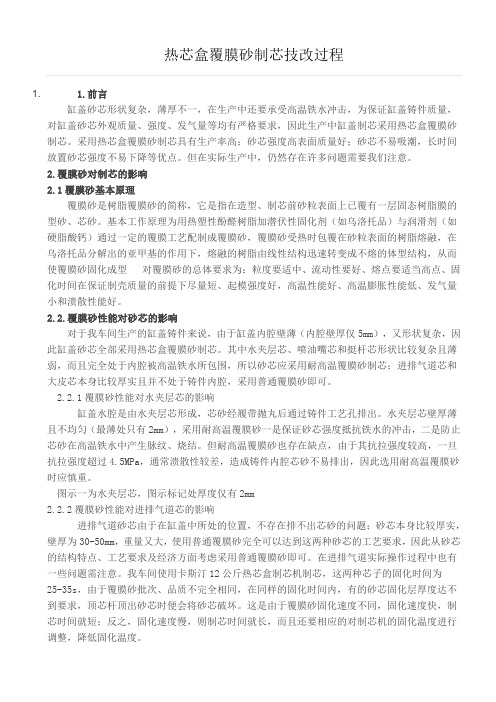
2.2.覆膜砂性能对砂芯的影响对于我车间生产的缸盖铸件来说,由于缸盖内腔壁薄(内腔壁厚仅5mm),又形状复杂,因此缸盖砂芯全部采用热芯盒覆膜砂制芯。
其中水夹层芯、喷油嘴芯和挺杆芯形状比较复杂且薄弱,而且完全处于内腔被高温铁水所包围,所以砂芯应采用耐高温覆膜砂制芯;进排气道芯和大皮芯本身比较厚实且并不处于铸件内腔,采用普通覆膜砂即可。
2.2.1覆膜砂性能对水夹层芯的影响缸盖水腔是由水夹层芯形成,芯砂经履带抛丸后通过铸件工艺孔排出。
水夹层芯壁厚薄且不均匀(最薄处只有2mm),采用耐高温覆膜砂一是保证砂芯强度抵抗铁水的冲击,二是防止芯砂在高温铁水中产生脉纹、烧结。
但耐高温覆膜砂也存在缺点,由于其抗拉强度较高,一旦抗拉强度超过4.5MPa,通常溃散性较差,造成铸件内腔芯砂不易排出,因此选用耐高温覆膜砂时应慎重。
图示一为水夹层芯,图示标记处厚度仅有2mm2.2.2覆膜砂性能对进排气道芯的影响进排气道砂芯由于在缸盖中所处的位置,不存在排不出芯砂的问题;砂芯本身比较厚实,壁厚为30-50mm,重量又大,使用普通覆膜砂完全可以达到这两种砂芯的工艺要求,因此从砂芯的结构特点、工艺要求及经济方面考虑采用普通覆膜砂即可。
覆膜砂造型制芯时应注意哪些问题近年来,覆膜砂的应用越来越广,几乎用于所有的造型方法。
无论是制芯还是造型,其基本工艺要求是(湿态手工类除外);加热温度计200~300度;固化时间表30~150秒;射砂压力0.15~0.6MPA。
具体参数应根据设备型号,型芯重量及复杂程度,覆膜砂的种类等进调整,原则是:形状简单的砂芯、流动好(或粒度较粗)的覆膜砂可选择较低的射砂压力,细薄砂芯选择较低的加热温度,加热温度低时可适当延长固化时间等;反之亦然。
以下分述几种不同的应用实例。
1)制作实体芯从理论上讲,覆膜砂几乎可以生产所有类型,尤其是高精度铸件的实体芯。
采用湿态覆膜砂时,可直接利用热芯盒设备和工装制芯,而无需对原有设备和工装作任何改变。
采用干态覆膜砂时,由于流动性好,需对芯盒的排气方式、射嘴及芯盒密封作特殊处理。
可利用安息角原理(覆膜砂的安息角约为30度)解决射砂后排气时覆膜砂进入射砂腔和不射砂时覆膜自动下落等问题。
目前用干态覆膜砂热芯盒制实体芯的厂家较多。
2)制作壳型用覆膜砂制作壳型,常用于浇注凸轮轴等轴类零件或刹车片等盘类零件及一些对表面要求高的阀类零件等。
其相关参数如下午:砂铁比较1:1.5~4,拔模斜度过0.5~1度,壳型厚度8~12mm。
均匀的壳型壁厚可以减少覆膜砂用量,获得均匀的铸件组织。
用覆膜砂制作壳型,可采用固定式射芯机或翻转式射芯机,前者可用于干态覆膜砂或湿态覆膜砂,后者吸能选用干态覆膜砂。
3)制作壳芯用覆膜砂制作壳芯通常采用摇摆式壳芯机,通过射砂、结壳、排出余砂、固化、脱模等环节完成制芯过程。
为了确保壳芯的质量,除了要保证覆膜砂的质量外,还必须根据每个砂芯的具体情况不选择合理的制芯工艺。
①芯盒温度:芯盒温度是影响壳层厚度及强度的主要因素之一,一般控制在23~300度,并根据下列原则选定:A.保证覆膜砂上的树脂软化及固化所需的足够热量;B.保证形成需要的壳厚且壳芯表面不焦化;C.尽量缩短结壳及硬化时间,以提高生产率。
浅谈热芯盒制芯生产中常见问题及解决办法摘要:针对热芯盒制芯中芯盒跑砂和排气不畅至砂芯产生孔洞,疏松和射不满芯腔,造成砂芯质量差和废品的产生原因,结合作者多年在工作中的经验,提出对这些问题的有效的解决、处理方法。
热芯盒在使用一段时间后,由于磨损,芯盒出现间隙,在射芯时芯砂在高压砂气流的作用下从间隙处喷出。
至使砂芯在间隙相对的位置形成孔洞,造成砂芯修补困难,砂芯质量下降或砂芯报废。
芯盒排气好坏与否影响砂芯紧实,排气不畅会造成砂芯疏松,射不满芯腔,造成砂芯质量问题和产生废品。
1.热芯盒跑砂产生孔洞的解决办法1.1热芯盒制芯硬化快,生产率高,砂芯强度高,尺寸准确,表面光洁溃散性好,工艺简单,便于自动化,适合批量生产。
由于热芯盒制芯的这些优点,我厂WD615机体水套芯就选用热芯盒射芯机作为车间的主要设备。
射芯机投产后,对铸件质量和产量的提高作出了很大贡献。
但随着产量的提高,一些制约砂芯质量和产量的问题也开始出现。
芯盒的高使用率,设备问题,芯砂质量和操作者的操作水平等。
造成热芯盒制芯生产中一些问题比较突出。
如:芯盒跑砂使维修芯盒频率增加,对制芯生产和砂芯质量造成影响。
在生产任务较紧时,一旦送修模具,还可能会造成整条生产线的停产。
如何才能解决呢?经过长期观察,我任为芯盒跑砂是由于射砂时芯盒合模不严和排气不畅所致。
1.2具体解决办法。
工装合模不严时,调整工装或设备是完全能解决问题的。
射砂时,芯砂在高压砂气流作用下射进芯腔内,大部分气流从工装原有的排气塞或排气道内排出,一部分排出不及,必然从芯盒间隙大处排出,不久就使工装磨损。
最直接的解决办法就是对磨损处进行焊补,但不能解决再次跑砂磨损芯盒。
怎样才能彻底解决问题呢,于是我想到了加排气塞的办法。
具体做法就是在靠近跑砂部位内平面加适量排气塞。
如图A使易跑砂部位的余气全部排出。
一次性修复改造,解决了芯盒跑砂问题,,减少了芯盒送修次数和维修成本。
2、热芯盒排气不畅造成砂芯疏松,射不满芯腔的解决办法2.1射砂原理射芯制芯是一种高效率的机械化制芯方式,它以压缩空气为动力将芯砂以高速射入芯盒并获得紧实。
射芯机覆膜砂制型芯工艺有哪些优点?热芯盒射芯机的维护保养及故障排除射芯机覆膜砂制型芯工艺有哪些优点,热芯盒射芯机的维护保养及故障排除射芯机覆膜砂制型芯工艺有哪些优点,具体表现如下:一:砂芯强度高,不易断裂,可制作比较复杂的砂芯。
二:砂芯透气性好、发气量少,铸造过程中不容易产生气孔现象。
三:砂芯燃烧率高,易于清砂,而且由于砂芯燃烧率高,使铸件内部升温迅速,可以提高铁水的流动性。
能做出壁厚比较薄的产品,节约原材料,降低生产成本。
同样由于砂芯自身要带走铁水的热量,使铸件本身冷却速度加快,缩短铸件的补缩时间和补缩量,提高铸件的成品率。
四:铁水浇铸后砂芯溃散性好,由于铸件冷却时内部砂芯已经溃散,那样铸件就自由冷却,进一步降低了由于砂芯不溃散而造成铸件水纹多,漏水的问题。
进一步提高铸件的成品率。
热芯盒射芯机的维护保养及故障排除用热芯盒射芯机射制的酚醛树脂覆膜砂芯,具有尺寸精度高、热膨胀率小、发起量低、高温强度高及溃散性好的特点。
是一种值得推广的制芯方法。
而制芯机的保养与故障排除是保证这一先进工艺推广的基础。
1. 射芯机的维护保养热芯盒射芯机的维护保养应着重于给油润滑及保持气路通畅。
具体保养如下:(1) 按使用说明书指定的油种及时加油。
一般对于导杆、活塞杆等滑动部分及轴承部位应每月加润脂一次;对于缓冲机构给油器及气缸部位,每星期加发动机油一次;而对于气阀的给油,应每月加一次。
操作时,应经常观察给油器是否滴油及滴油量。
(2) 排气阀中的金属过滤网容易堵塞而使射芯机不良或射砂头漏砂。
为此,应经常用压缩空气吹净,通常每周至少要进行一次。
若金属过滤网严重堵塞,可拆下来在酒精或香蕉水中浸泡,也可用苟性钠煮沸清洗。
2.热芯盒射芯机的故障及排除故障原因及检修位置排除方法自动运转不正常限位开关螺栓松动及调节紧固调节不良由于压力不足而造成开关提高压力动作不良各种开关、定时器及继电修理、更换器故障电磁阀及其他附属阀故障更换型砂从射砂板于芯盒射头及橡胶垫破损更换之间吹出芯盒顶升气缸杯型密封件更换破损芯盒顶升气缸操作压力不升压足芯盒上平面磨损修理芯盒型砂从芯盒分合面吹芯盒顶升气缸操作压力不升压出型砂由射砂口漏入足芯盒芯盒分合面磨损修理芯盒金属过滤网堵塞清理、更换排气不良清理或更换部件射砂不良芯盒射砂孔堵塞清理射芯压力不足增加射砂压力射砂气缸橡胶圈、杯型密更换封件破损射入芯盒的型砂流动型砂有砂块、尘土等杂物搞好砂型质量不良或有质量问题射砂时间不足增加射砂时间型芯烧结于芯盒脱箱剂喷涂不良搞好喷涂芯盒清理不充分充分清理芯盒表面磨损修理芯盒砂型芯破损芯盒制作不良修理芯盒顶芯杆顶芯压力不足调整顶芯压力排气不良排气阀堵塞拆开清理排气塞堵塞清理或更换滑动阀门面型砂吹出阀门密封件破损更换各种气缸动作失灵气缸、活塞给油不足、锈除锈、加油蚀杯型密封件破损更换速度不易调节调速器调整不当或故障调整修理及更换定时器失效定时器调节不当或质量有调节、修理或更问题换压力计失调压力计损坏修理或更换。