铍青铜的热处理及热处理的应力和影响
- 格式:doc
- 大小:29.50 KB
- 文档页数:9

铍青铜得热处理专业:冶金姓名:易高松学号:20061369铍青铜就就是一种用途极广得沉淀硬化型合金。
经固溶及时效处理后,强度可达1250-1500MPa(1250-1500公斤)。
其热处理特点就就是:固溶处理后具有良好得塑性,可进行冷加工变形。
但再进行时效处理后,却具有极好得弹性极限,同时硬度、强度也得到提高。
一、铍青铜得固溶处理、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、二、铍青铜得时效处理、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、三、铍青铜得去应力处理一、铍青铜得固溶处理一般固溶处理得加热温度在780-820℃之间,对用作弹性组件得材料,采用760-780℃,主要就就是防止晶粒粗大影响强度。
固溶处理炉温均匀度应严格控制在±5℃。
保温时间一般可按1小时/25mm计算,铍青铜在空气或氧化性气氛中进行固溶加热处理时,表面会形成氧化膜。
虽然对时效强化后得力学性能影响不大,但会影响其冷加工时工模具得使用寿命。
为避免氧化应在真空炉或氨分解、惰性气体、还原性气氛(如氢气、一氧化碳等)中加热,从而获得光亮得热处理效果。
此外,还要注意尽量缩短转移时间(此淬水时),否则会影响时效后得机械性能。
薄形材料不得超过3秒,一般零件不超过5秒。
淬火介质一般采用水(无加热得要求),当然形状复杂得零件为了避免变形也可采用油。
二、铍青铜得时效处理铍青铜得时效温度与Be得含量有关,含Be小于2、1%得合金均宜进行时效处理。
对于Be大于1、7%得合金,最佳时效温度为300-330℃,保温时间1-3小时(根据零件形状及厚度)。
铍青铜的热处理铍青铜是一种用途极广的沉淀硬化型合金。
经固溶及时效处理后,强度可达1250-1500MPa(1250-1500公斤)。
其热处理特点是:固溶处理后具有良好的塑性,可进行冷加工变形。
但再进行时效处理后,却具有极好的弹性极限,同时硬度、强度也得到提高。
(1)铍青铜的固溶处理一般固溶处理的加热温度在780-820℃之间,对用作弹性元件的材料,采用760-780℃,主要是防止晶粒粗大影响强度。
固溶处理炉温均匀度应严格控制在±5℃。
保温时间一般可按1小时/25mm计算,铍青铜在空气或氧化性气氛中进行固溶加热处理时,表面会形成氧化膜。
虽然对时效强化后的力学性能影响不大,但会影响其冷加工时工模具的使用寿命。
为避免氧化应在真空炉或氨分解、惰性气体、还原性气氛(如氢气、一氧化碳等)中加热,从而获得光亮的热处理效果。
此外,还要注意尽量缩短转移时间(此淬水时),否则会影响时效后的机械性能。
薄形材料不得超过3秒,一般零件不超过5秒。
淬火介质一般采用水(无加热的要求),当然形状复杂的零件为了避免变形也可采用油。
(2)铍青铜的时效处理铍青铜的时效温度与Be的含量有关,含Be小于2.1%的合金均宜进行时效处理。
对于Be大于 1.7%的合金,最佳时效温度为300-330℃,保温时间1-3小时(根据零件形状及厚度)。
Be低于0.5%的高导电性电极合金,由于溶点升高,最佳时效温度为450-480℃,保温时间1-3小时。
近年来还发展出了双级和多级时效,即先在高温短时时效,而后在低温下长时间保温时效,这样做的优点是性能提高但变形量减小。
为了提高铍青铜时效后的尺寸精度,可采用夹具夹持进行时效,有时还可采用两段分开时效处理。
(3)铍青铜的去应力处理铍青铜去应力退火温度为150-200℃,保温时间1-1.5小时,可用于消除因金属切削加工、校直处理、冷成形等产生的残余应力,稳定零件在长期使用时的形状及尺寸精度。
热处理应力及其影响热处理残余力是指工件经热处理后最终残存下来的应力,对工件的形状,&127;尺寸和性能都有极为重要的影响。
铍铜合金的热处理方法
Dune.,F;涂祖顺
【期刊名称】《国外金属热处理》
【年(卷),期】1991(012)002
【摘要】热处理是铍铜合金系得到广泛应用的关键。
轧制铍铜合金不像其他的铜基合金那样只能通过加工来获得高强度。
它可以通过冷加工和热处理相结合的方法来获得较高强度、高导电性和硬度,可接受热处理的铍铜合金成形性和机械性能优越,这是其他合金得不到的。
例如,当材料处于可锻的轧制状态时就可制成各种复杂形状,且可随后时效硬化到最高强度和硬度。
热处理铍铜合金分固溶退火和时效硬化两种工艺。
有些公司对所有出厂前的轧制品都进行了规定的固溶退火,用户仅须关注时效硬化工艺。
本文将详述这项工艺并对一些现有铍铜合金。
【总页数】5页(P41-45)
【作者】Dune.,F;涂祖顺
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG166.2
【相关文献】
1.ICP-AES 法测量铍钴铜合金中主量元素铍、钴的含量 [J], 王志远;叶晓英;王强;王荣
2.铍铜合金引发慢性铍病 [J], 李桂影
3.铍铜合金作业铍尘危害的调查 [J], 陈惠忠;盛春花
4.一例铍铜合金溶液烫伤98%合并急性铍中毒的救治与护理 [J], 周建芬;杨书湖
5.铍铜合金及铍铜合金模具 [J], 唐培如
因版权原因,仅展示原文概要,查看原文内容请购买。
铍青铜材料参数铍青铜是一种常见的金属材料,具有许多优异的性能和特点。
本文将从多个方面介绍铍青铜的材料参数,包括成分、力学性能、热处理性能等,以便读者了解和使用该材料时有更全面的了解。
1. 成分铍青铜的主要成分是铜和铍,其中铜的含量占了大部分,一般在90%以上,铍的含量则相对较低,一般在1-2%之间。
此外,还有一些其他合金元素的加入,如锡、锌、铝等,以调节和改善铍青铜的性能。
2. 力学性能铍青铜具有优异的力学性能,包括强度、硬度和耐磨性。
一般情况下,铍青铜的抗拉强度可达到300-600 MPa,屈服强度为200-400 MPa,硬度在HB150-220之间。
这些性能使得铍青铜在各种工程领域中得到广泛应用,如航空航天、汽车制造、电子设备等。
3. 热处理性能铍青铜具有较好的热处理性能,可以通过热处理来改善其性能。
常见的热处理方式包括固溶处理和时效处理。
固溶处理可使铍青铜中的合金元素均匀溶解在铜基体中,提高其强度和硬度;时效处理则通过在适当的温度下保温一段时间,使合金元素析出形成细小的弥散相,进一步提高铍青铜的强度和硬度。
4. 抗腐蚀性能铍青铜具有良好的抗腐蚀性能,能够在大气、淡水和海水等环境中保持较好的耐蚀性。
这主要归功于铜的自身抗腐蚀性以及铍的添加,使得铍青铜形成一层致密的氧化膜,起到了良好的防腐作用。
5. 可加工性能铍青铜具有良好的可加工性能,易于铸造、锻造、冷加工和热加工等。
由于其合金元素的加入和微观组织的调控,使得铍青铜具有良好的塑性和可锻性,能够满足不同工程领域对材料加工性能的要求。
6. 物理性能铍青铜具有一些特殊的物理性能,如导电性和导热性。
由于铜的高导电性和铍的加入,使得铍青铜成为一种优良的导电材料,广泛应用于电子器件和导电部件。
同时,铍青铜也具有良好的导热性,能够快速传导热量,有利于散热和热传导。
铍青铜作为一种常见的金属材料,具有许多优异的性能和特点。
通过了解和掌握铍青铜的材料参数,我们可以更好地应用和利用该材料,满足不同领域的需求。
铍铜合金热处理1. 简介铍铜合金是一种具有优异性能的特殊合金,由铜和少量的铍组成。
它具有良好的导电性、导热性、耐腐蚀性和可塑性,因此被广泛应用于航空航天、电子器件、化工等领域。
为了进一步提高铍铜合金的性能,热处理是一种重要的工艺。
热处理是通过控制合金的加热、保温和冷却过程,以改变合金的组织结构和性能的工艺。
对于铍铜合金来说,热处理可以改善其力学性能、耐蚀性和导电性。
2. 热处理工艺铍铜合金的热处理主要包括固溶处理和时效处理两个步骤。
2.1 固溶处理固溶处理是将铍铜合金加热到一定温度,使其中的固溶相溶解,然后快速冷却。
这个过程主要是为了消除合金中的固溶相,使合金达到均匀的组织结构。
固溶处理的温度和时间是关键参数,需要根据具体的合金成分和要求来确定。
一般来说,固溶处理温度在800-900摄氏度之间,保温时间为1-4小时。
过高的温度和过长的保温时间可能会导致合金的过度溶解,从而影响合金的性能。
2.2 时效处理时效处理是在固溶处理后,将铍铜合金加热到一定温度保持一段时间,然后快速冷却。
这个过程主要是为了使合金中形成细小的析出相,从而提高合金的强度和硬度。
时效处理的温度、时间和冷却方式也是关键参数。
温度一般在400-600摄氏度之间,时间为1-8小时。
不同的温度和时间可以得到不同的析出相,进而影响合金的性能。
3. 热处理效果铍铜合金经过热处理后,可以获得以下几个方面的改善:3.1 机械性能热处理可以显著提高铍铜合金的强度和硬度,同时保持良好的塑性。
通过控制热处理参数,可以调整合金的力学性能,以满足不同工程应用的需求。
3.2 耐腐蚀性经过热处理的铍铜合金具有更好的耐腐蚀性能。
热处理可以改变合金的组织结构,减少晶界和内部缺陷,从而提高合金的耐腐蚀性。
3.3 导电性铍铜合金是一种优良的导电材料,经过热处理可以进一步提高其导电性能。
热处理可以改变合金的晶界和晶内结构,减少电阻和散射,提高导电性。
4. 热处理设备铍铜合金的热处理通常需要使用专门的设备,包括加热炉、保温炉和冷却装置。
铍铜热处理工艺一、前言铍铜是一种高强度、高导电性能的合金材料,广泛应用于电子、通讯、航空航天等领域。
而铍铜的性能和使用寿命直接受到热处理工艺的影响。
因此,本文将详细介绍铍铜热处理工艺。
二、原材料准备1. 铜棒:选择纯度高于99.5%的无氧铜棒,直径根据实际需要确定。
2. 铍:选择纯度高于99.5%的铍粉末。
3. 其他辅助材料:包括热处理用油、清洗剂等。
三、热处理工艺流程1. 预处理将铜棒进行表面清洗,去除表面油污和氧化物,并保证表面干燥。
然后将铜棒放入真空箱中进行真空干燥,以去除残留水分和气体。
2. 均匀混合将铍粉末与铜棒进行均匀混合,确保两种材料充分接触,并且比例控制在1-4%之间。
3. 加热将混合好的材料放入加热炉中进行加热处理,温度控制在800-1000℃之间,保持时间根据材料的直径和长度确定。
一般来说,保持时间为1-2小时。
4. 空冷将加热后的材料从炉子中取出,放置在室温下自然冷却。
此时不要进行任何冷却处理,以免影响材料的性能。
5. 软化退火将空冷后的材料进行软化退火处理,温度控制在500-700℃之间,保持时间根据材料的直径和长度确定。
一般来说,保持时间为1-2小时。
6. 冷却软化退火后的材料需要进行快速冷却处理。
可以选择水淬或油淬两种方式进行冷却处理。
其中油淬方式可以提高材料的强度和硬度。
7. 清洗将冷却后的材料进行清洗处理,去除表面污物和残留油脂等物质。
8. 最终加工经过以上步骤处理后的铍铜材料可以进一步进行最终加工。
包括切割、钻孔、车削等方式进行成型加工。
四、注意事项1. 在整个热处理过程中,需要严格控制温度和时间,以保证材料的性能。
2. 在加热和冷却过程中,需要注意避免材料表面氧化和变色。
3. 在软化退火和冷却处理时,需要选择合适的方式进行处理,以达到最佳效果。
4. 在清洗处理时,需要使用合适的清洗剂,并且保证清洗彻底。
五、总结铍铜热处理工艺是一项非常重要的技术,在实际应用中具有广泛的应用前景。
铍青铜热处理工艺及热处理常见缺陷蒋克全;巢昺轩;洪锋;王宝龙【摘要】铍青铜是一种性能非常优良的结构材料,通过合理选择固溶+时效热处理的加热温度和保温时间,热处理后可获得良好的强度和硬度.铍青铜固溶+时效热处理后的常见缺陷有过烧、脱铍、过时效、硬度不合格等.【期刊名称】《热处理技术与装备》【年(卷),期】2017(038)005【总页数】4页(P27-30)【关键词】铍青铜;过烧;脱铍;过时效【作者】蒋克全;巢昺轩;洪锋;王宝龙【作者单位】昌河飞机工业集团有限责任公司,江西景德镇333002;昌河飞机工业集团有限责任公司,江西景德镇333002;昌河飞机工业集团有限责任公司,江西景德镇333002;昌河飞机工业集团有限责任公司,江西景德镇333002【正文语种】中文【中图分类】TG156.94常见铍青铜化学成分见表1,材料标准为GB/T 5233—1985。
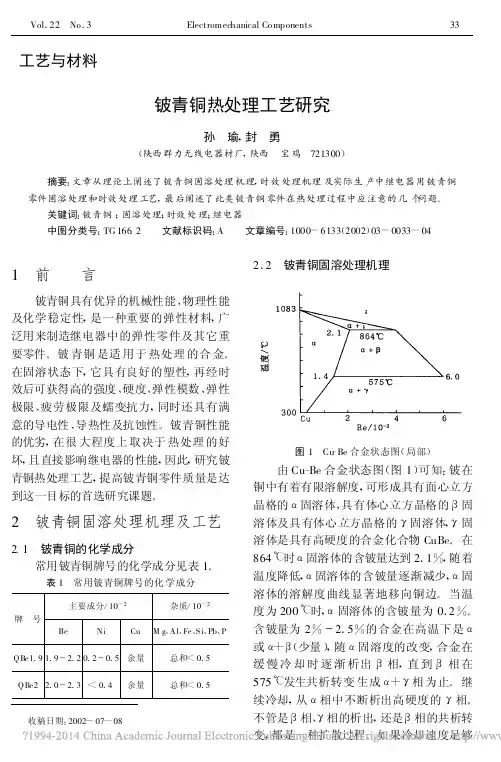
图1为铍-铜二元平衡图[1],由铜-铍二元平衡图可以看出,含1.55%的铜-铍合金在600 ℃以上有相变,所以铍青铜含铍量最低为1.7%,由铜-铍二元平衡图还可以看出,随着含铍量的增加,组织中的b相增多,在800 ℃以上,铍青铜可能出现液态,即可能出现过烧现象。
铍青铜固溶处理温度一般采用780 ℃。
实际固溶温度与合金的铍含量有关,固溶是将富铍相充分溶解才能产生最大强化,含铍量高于2.5%的材料或零件固溶温度选780 ℃,含铍量低于1.7%的材料或零件固溶温度为760 ℃,含铍量为1.9%~2.0%的合金固溶温度选770 ℃。
时效温度选择与铍含量存在以下关系:铍含量高的合金选择低的时效温度,时效温度为300 ℃;铍含量低的合金选择高的时效温度,时效温度为325 ℃;铍含量为1.9%~2.0%的合金时效温度为310 ℃或315 ℃[2]。
铍青铜表面的铍容易与氧反应,生成挥发性高的氧化铍。
由于氧化铍的挥发导致铍青铜的表面产生脱铍现象。
在盐浴炉中热处理极易产生晶间腐蚀、点蚀和褪色。

第八节铍青铜及其热处理简介一、铍青铜的定义:以铍为主要添加元素的青铜,英文名: beryllium bronze。
铍青铜的铍含量为0.2%~2%,再加入少量的(0.2%~2.0%)钴或镍第三组元。
铍铜合金的优点:该合金可热处理强化;是理想的高导、高强弹性材料;铍青铜具有良好的力学性能、弹性、导电、导热性能;无磁、抗火花、耐磨损、耐腐蚀、耐寒、抗疲劳和抗应力松弛;并且易于铸造和压力加工成形。
铍青铜的性能取决于热处理包括固溶和时效处理。
铍青铜铸件的典型用途:是用作塑料或玻璃的铸模、电阻焊电极、石油开采用防爆工具、海底电缆防护罩等。
铍青铜加工材的典型用途是用作电子器件中的载流簧片、接插件、触点、紧固弹簧、板簧和螺旋簧、膜盒、波纹管及引线框架等。
二、铍青铜的分类:依合金成分而分,铍含量为0.2%~0.6%的是高导(电、热)铍青铜;铍含量为1.6%~2.0%的是高强铍青铜。
依制造成形工艺,又可分为铸造铍青铜和变形铍青铜。
国际上通用的铍青铜合金牌号以C为首。
变形铍青铜有C17000、C17200(高强铍青铜)和C17500(高导铍青铜)两大类。
与之相对应的铸造铍青铜则有C82000、C82200(高导铸造铍铜)和C82400,C82500,C82600,C82800(高强耐磨铸造铍铜)。
世界上最大的铍铜合金生产厂家为美国的BrushWellman公司,其企业标准与国际标准对应,具有一定的权威性。
中国生产铍青铜的历史几乎与前苏联、美国等国同步,但列入国家标准的牌号只有高强度铍青铜QBe1.9、QBe2.0、QBe1.7。
三、铍青铜的性能:铍青铜具有良好的综合性能。
其力学性能,即强度、硬度、耐磨性和耐疲劳性居铜合金之首。
其导电、导热、无磁、抗火花等性能其他铜材无法与之相比。
在固溶软态下铍青铜的强度与导电性均处于最低值,加工硬化以后,强度有所提高,但电导率仍是最低值。
经时效热处理后,其强度及电导率明显上升。
各种牌号的变形铍青铜与铸造铍青铜的基本物理性能和力学性能参见表1~6。
锡青铜的热处理锡青铜不能经热处理强化,而要通过冷却变形来提高强度和弹性性能。
主要方式有:(1)完全退火,用于中间软化工序,以保证后续工序大变形量加工的塑性变形性能.(2)不完全退火,用于弹性元件成型前得到与后续工序成形相一致的塑性,以保证后续工序一定的成型变形量,并使弹簧达到使用性能。
(3)稳定退火,用于弹簧成形后的最终热处理,以消除冷加工应力,稳定弹簧的外形尺寸及弹性性能。
锡青铜弹簧材料的热处理规范注:*不完全退火的规范可以根据弹簧后续成形变形量来进行调整。
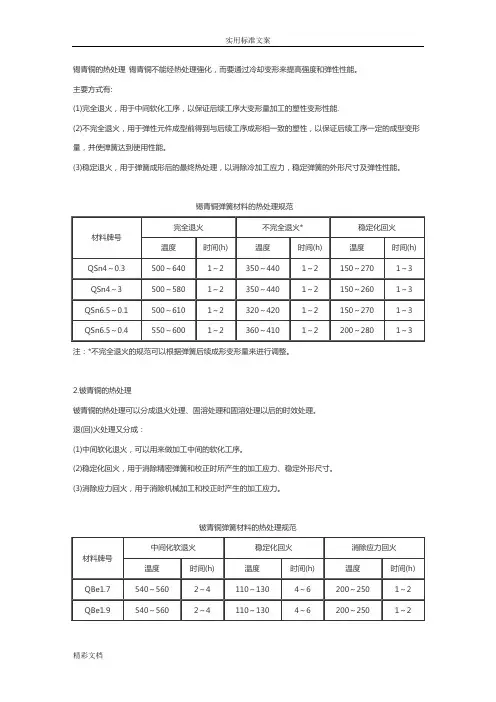
2.铍青铜的热处理铍青铜的热处理可以分成退火处理、固溶处理和固溶处理以后的时效处理。
退(回)火处理又分成:(1)中间软化退火,可以用来做加工中间的软化工序。
(2)稳定化回火,用于消除精密弹簧和校正时所产生的加工应力、稳定外形尺寸。
(3)消除应力回火,用于消除机械加工和校正时产生的加工应力。
铍青铜弹簧材料的热处理规范铍青铜弹簧材料的固溶处理和时效率处理的规范注:固溶处理的保温时间对材料的晶粒度和沉淀硬化后的性能影响很大,应该按材料的直径和厚度并通过试验来确定。
时效处理保温时间结束后可以在空气中冷却。
3.硅青铜线的热处理硅青铜是一种Cu-si-Mn三元合金。
有较好的强度、硬度、弹性、塑性和耐磨性,它的冷热加工性能也比较好。
它不能热处理强化,只能在退火和加工硬状态下使用。
弹簧成形后只需要进行200~280℃消应力回火处理。
说明:本连载的部分资料曾参考《航空制造工程手册》,并且又通过实践后,加以修正、补充、完善总结而成。
铍青铜发明专利(17条) 实用新型(24条)记录号申请号专利名称1 200410012261.1 防爆锹2 200410012291.2 青铜防磁工具3 200410053071.4 一种新型弹性导电合金及其制备方法4 200410064548.9 一种高强度铜合金防爆工具模锻生产工艺5 87100204 弹性元件用变形铜合金6 90102785.5 廉价防爆工具的制造方法7 91105605.X 高强度弹性材料铜基合金8 92108525.7 新型接插件复合材料9 200310109687.4 防爆手拉葫芦10 200510041793.2 基于压接互连技术的电力电子集成模块的制备方法11 02138396.0 制作弹簧导电触头的方法12 02103706.X 防爆手工具材料及其制造方法13 98114100.5 异种金属钎焊高尔夫球头方法14 00134013.1 生产稀土铜基合金材料的方法15 02113214.3 用热模连铸薄坯工艺及横向磁场感应加热工艺生产铍青铜板带材16 98104639.8 一种高强度高软化温度铜基弹性材料17 200510026721.0 卫星光学遥感仪器中的平动装置18 85201272 四探针头19 89215890.5 铍青铜光亮淬火时效炉20 91232238.1 新型微动开关21 93219937.2 小直径测井仪多芯直插式电缆接头22 92235224.0 双缸高速电动试压泵23 96222838.9 线簧式射频同轴连接器24 97221474.7 一种线簧式射频同轴连接器25 97250097.9 弹性射频同轴连接器26 97221475.5 射频同轴连接器27 98210036.1 接插电极组件28 97234818.2 改进的LXW5系列微动开关29 99213746.2 射频同轴电缆连接器30 99213745.4 改进结构的射频同轴电缆连接器31 00236285.6 一种弹性导电器32 00263150.4 卡接模块33 00259535.4 压力表34 01232487.6 交通牌直管形荧光灯灯座35 01244819.2 血压表铍青铜膜盒36 02286453.9 一种热保护器37 03233970.4 双金属压铸冲头38 03255591.1 电高压锅电接触装置39 200320109590.9 切槽式弹性联轴节40 200420041361.2 双档热敏电源开关41 200420118012.6 转动式音箱铍青铜1989-20051 一种智能PID控制器在铍青铜热处理中的应用薛凌云谢建精仪器仪表学报-2005-22 铍青铜复杂零件外形及薄壁件的热处理工艺改进刘杰新技术新工艺-2005-13 铍青铜热处理工艺的改进杨复建[1] 梅敬军[2] 机电元件-2004-34 一种智能控制器在铍青铜热处理中的应用薛凌云测控技术-2004-45 铍青铜线材的加工工艺张皓甘肃冶金-2004-36 铍青铜弹簧热处理工艺的特殊性陈宝雄金属热处理-2004-97 铍青铜零件酸洗及钝化文斯雄电镀与环保-2004-28 改善铍青铜切削加工性张新贞电子工艺技术-2004-29 铍青铜的热处理缺陷分析和双重时效强化王荣滨有色金属与稀土应用-2003-110 铍青铜零件电镀硬铬文斯雄电镀与精饰-2003-111 高强度铍青铜系列材料李连清宇航材料工艺-2003-212 铍青铜代替材料铝镍黄铜合金的研究王忠民刘群山... 热加工工艺-2003-113 铍青铜弹簧热处理工艺改进孙守功金属热处理-2003-814 铍青铜形变时效工艺的优化狄平金属热处理-2003-215 用锻造法改善铍青铜γ1相的均匀性郁龙贵物理测试-2003-116 铍青铜带材力学性能试验夹具的改进黄文敏王晓春理化检验:物理分册-2002-217 铍青铜热处理工艺研究孙瑜封勇机电元件-2002-318 临界变形对铍青铜质量的影响及热处理与对策韩继成五金科技-2002-219 PLC在铍青铜带材酸洗机组上的应用田月周有色金属加工-2002-620 铍青铜带材连续表面处理机列处理液配方的试验研究郭均平有色金属加工-2002-2期21 弹性铍青铜零件的热处理工艺金雷工具技术-2002-1022 临界变形对铍青铜零件质量的影响及控制韩继成现代制造工程-2002-123 风口端头采用铍青铜新型材料的风口套研制钟国红高道文机械工人:热加工-2002-424 含镁铍青铜簧片成形工艺李红璀电子工程-2002-125 铍青铜零件的镀前酸洗处理吴祖昌电气牵引-2002-226 铍青铜的热处理缺陷分析和双重时效强化王荣滨热处理-2001-327 动态时效对铍青铜QBe2组织和性能的影响张绍芸[1] 耿香月[2]... 热加工工艺-2001-428 铍青铜的热处理与常见缺陷的分析和补救对策韩继成机械工艺师-2001-329 高铍含量铍青铜熔模精密铸造技术的研究杨觉明包小平... 铸造-2001-130 铍青铜非标碟簧的研制吕如民周晓玉... 锻压机械-2001-531 铍青铜QBe2合金形变时效工艺的研究狄平东华大学学报:自然科学版-2001-132 铍青铜游丝的过时效处理周海珊金属热处理-2001-1233 铍青铜的热处理工艺应用研究李晓艳电讯技术-2001-634 铍青铜疲劳性能对比实验研究范波张新明... 湖南有色金属-2001-335 酒精裂解保护法在铍青铜热处理中的应用韩继成机械工艺师-2000-236 《几种防止铍青铜时效变形方法》汲翠兰王朝辉长岭技术-2000-337 用铍试用Ⅲ测定铍青铜中的铍樊树红张文英柳州师专学报-2000-238 热处理对铍青铜组织和性能的影响郁龙贵物理测试-2000-439 铍青铜生产有潜力应尽快形成产业化无现代材料动态-2000-1040 铍青铜电镀银工艺文斯雄电镀与涂饰-1999-4期41 铍青铜镀银文斯雄电镀与环保-1999-642 铍青铜中铍的比色分析张浩华孔庆化机电元件-1998-443 铍青铜接插件电镀耐磨金胡培荣[1] 杨晓东[2] 苏州大学学报:自然科学版-1997-444 铸造铍青铜潘奇汉特种铸造及有色合金-1997-145 500GIS铍青铜表皮带触指的材料及工艺试验任烨高压电器技术-1997-446 影响铍青铜综合性能的因素韩继成机械工艺师-1997-847 铍青铜弹性元件的热处理(Ⅱ)袁凤松低压电器-1997-448 铁对铍青铜性能的影响贺生忠甘肃有色金属-1996-149 铍青铜镀银王文忠电镀与环保-1996-150 电子天平铍青铜弹簧片失效分析周真孙宝军哈尔滨科学技术大学学报-1996-251 铍青铜镀银王文忠电子工艺简讯-1996-752 铍青铜热处理保护气氛的应用研究鹿尽忠航天工艺-1995-553 铍青铜零件镀银文斯雄材料保护-1995-554 铍青铜弹簧件电解抛光修正弹力的试验杨旭江电镀与精饰-1994-655 铍青铜零件镀硬铬工艺文斯雄电镀与涂饰-1994-356 铍青铜真空时效处理黄京昶机床电器-1994-357 铍青铜双重时效与缺陷分析及对策王荣滨红梅五金科技-1994-658 铬天青S直接比色法测定铍青铜中铍舒瑶燕宁波化工-1994-259 热处理工艺对铍青铜性能的影响(三)韩继城机械工人:热加工-1994-960 热处理工艺对铍青铜性能的影响(二)韩继城机械工人:热加工-1994-861 热处理工艺对铍青铜性能的影响(一)韩继城机械工人:热加工-1994-762 铍青铜零件的校形方法韩继城机械工人:热加工-1994-1163 铍青铜形变时效工艺的研究鹿尽忠航天工艺-1994-564 铍青铜淬火工艺的研究鹿尽忠航天工艺-1994-265 浅论现代轧机的电气传动与发展趋势:在铍青铜带材生产线改造工程电气工作中方伟甘肃电力-1994-666 铍青铜镶件在彩电前壳注射模中的应用杜文才模具工业-1994-1267 铍青铜的应力松弛性能及组织李忆莲韩雅静中国有色金属学报-1993-168 铍青铜光亮淬火时效炉的方案论证及效果鹿尽忠铸锻热:热处理实践-1993-469 铍青铜零件时效处理的二次抽真空—充氮光亮保护法尤云章上海航天-1993-270 电磁涡流法检测铍青铜的热处理质量洪丽珍航空精密制造技术-1993-671 用电磁涡流法控制铍青铜热处理质量探讨洪丽珍金城科技-1993-172 铍青铜银镀件脆断脱皮等故障的分析与处理王朝铭长征电器-1993-373 铍青铜时效工艺的应用及简易真空时效炉李健机械工人:热加工-1992-1274 铍青铜腐蚀防护吕临峰材料保护-1992-1075 铍青铜时效工艺的应用及简易真空时效设备李健电子工艺简讯-1992-576 铍青铜弹簧片的时效成形徐映玉金属热处理-1992-1077 铍青铜弹性元件的改坯工艺费树根航空精密制造技术-1991-278 铍青铜(QBeZ)超塑性预处理工艺的研究金涛赵敏金属科学与工艺-1991-279 铍青铜大插孔加工工艺李健电子工艺简讯-1991-1080 铍青铜簧片的硬态成型加工赵书文电视设备通讯-1991-181 铍青铜零件时效硬化的变形Dunle.,F 戴文彤国外金属热处理-1990-282 铍青铜的时效探讨温驯朱宁娟通信与广播电视-1990-283 铍青铜材料的热处理汲翠兰长岭技术与经济-1990-184 微量元素圣铍青铜的影响汲翠兰长岭技术与经济-1990-185 铍青铜(QBe2)超塑变形中的空洞形成与晶粒重排... 金涛赵敏金属科学与工艺-1990-286 酒精裂解保护气体用于铍青铜热处理韩继城电子工艺简讯-1990-187 铍青铜热处理工艺试验张国辉通信技术与制造-1990-188 铍青铜淬火时效及校形韩继诚五金科技-1989-599 铍青铜弹性零件时效的晶界晶内特征及组织性能的实验研究陈绮伦宇航材料工艺-1989-6。
铍青铜的力学性能和化学成分相关性能和了解更多加工性能可以百度绿兴金属找到我们。
以铍作为主要合金组元的一种无锡青铜。
含有1.7~2.5%铍及少量镍、铬、钛等元素,经过淬火时效处理后,强度极限可达1250~1500MPa,接近中等强度钢的水平。
在淬火状态下塑性很好,可以加工成各种半成品。
铍青铜具有很高的硬度、弹性极限、疲劳极限和耐磨性,还具有良好的耐蚀性、导热性和导电性,受冲击时不产生火花,广泛用作重要的弹性元件、耐磨零件和防爆工具等。
常用牌号有QBe2、QBe2.5、QBe1.7、QBe1.9等。
介绍以铍为主要添加元素的青铜。
铍青铜的铍含量为0.2%~2%,再加入少量的(0.2%~2.0%)钴或镍第三组元。
该合金可热处理强化。
是理想的高导、高强弹性材料。
铍青铜无磁、抗火花、耐磨损、耐腐蚀、抗疲劳和抗应力松弛。
并且易于铸造和压力加工成形。
铍青铜铸件的典型用途是用作塑料或玻璃的铸模、电阻焊电极、石油开采用防爆工具、海底电缆防护罩等。
铍青铜加工材的典型用途是用作电子器件中的载流簧片、接插件、触点、紧固弹簧、板簧和螺旋簧、膜盒、波纹管及引线框架等。
分类铍青铜分为两大类。
依合金成分而分,铍含量为0.2%~0.6%的是高导(电、热)铍青铜;铍含量为1.6%~2.0%的是高强铍青铜。
依制造成形工艺,又可分为铸造铍青铜和变形铍青铜。
国际上通用的铍青铜合金牌号以C为首。
变形铍青铜有C17000、C17200(高强铍青铜)和C17500(高导铍青铜)两大类。
与之相对应的铸造铍青铜则有C82000、C82200 (高导铸造铍铜)和C82400,C82500,C82600,C82800(高强耐磨铸造铍铜)。
世界上最大的铍铜合金生产厂家为美国的Brush Wellman公司,其企业标准与国际标准对应,具有一定的权威性。
中国生产铍青铜的历史几乎与前苏联、美国等国同步,但列入国家标准的牌号只有高强度铍青铜QBe1.9、QBe2.0、QBe1.7。
铍青铜的热处理工艺
铍青铜是一种含有5-8%铍的铜合金,具有优异的强度、耐腐蚀性、抗磨损性和抗疲劳性能,在航空、航天、核工业等高科技领域得到广泛应用。
为了进一步提高铍青铜的性能,必须通过适当的热处理工艺来改善其组织和性能。
铍青铜的热处理工艺主要包括退火、时效和淬火等方法。
其中,退火是最基本的热处理方法,主要是通过加热和冷却来改善铍青铜的晶粒结构和性能。
时效则是在退火基础上进一步提高铍青铜的硬度和强度,通常需要将样品加热到250-400℃,然后在一定时间内进行冷却。
淬火是指将样品加热到高温(800-900℃)后,迅速冷却至室温,以形成均匀细小的晶粒和高强硬度的铍青铜。
另外,对于铍青铜的热处理工艺还需要控制加热和冷却的速度、保温时间等细节,以确保热处理效果的稳定和可靠。
此外,还需要注意热处理工艺对铍青铜的化学成分和物理性能的影响,以避免出现不良的后果。
总之,热处理是提高铍青铜性能的重要手段,需要根据具体情况选择合适的工艺方法和参数,以满足实际应用需求。
- 1 -。
铍青铜工艺1·前言铍青铜材料具有很好的加工成型性能,经过热处理加工,其硬度、强度、耐蚀性和抗疲劳性能可得到提高,具有良好的导电性和导热性,是一种综合性能优良的结构材料,主要用作弹性元件和耐磨零件。
零件表面通过镀银进行表面改性,可提高装配中的焊接性能和组件的导电性能[1]。
笔者所在单位的铍青铜(QBe2)零件很薄,厚度仅为0.1~0.2mm,边缘有许多细齿,表面处理工艺为镀银3~5μm。
/keylist/o3247.htmlQBe2中含铍量为1.8%~2.1%,含镍量为0.2%~0.5%,余量为铜元素。
在镀银过程中易出现以下问题:零件表面腐蚀,尺寸变化大;镀层出现小黑点,影响产品外观质量;镀层与基体材料结合力差,镀层起皮。
造成上述问题的主要原因是材料本身含有大量的铍及镍元素,在热处理过程中,表面产生了一层暗红带褐色的氧化膜(其主要成分为CuO、Cu2O、BeO、氧化镍等);另外,零件表面有大量油污,若热处理前清洗不干净,则氧化严重,所形成的氧化膜比较致密,采用常规的电镀前处理清洗工序很难去除。
2·有针对性的工艺试验改进电镀银的主要工艺及配方采用常规的光亮镀银工艺,试验的主要工作放在前处理以及电镀过程中局部参数的改进上。
2.1工艺流程试验改进根据理论分析认为,镀层出现结合力差,起皮、起泡,镀层有小黑点的问题,主要原因是:零件在加工前经过热处理淬火时效处理,表面产生一层致密的氧化皮,在后续机械加工过程中,出于防锈的需要,零件表面涂有一层厚厚的防锈油脂,在前处理过程中没有去除干净所致。
2.1.1常规的镀银工艺流程常规清洗─化学除油─强酸腐蚀─铬酸盐出光─镀银─后处理(防银变色)。
该工艺在加工中存在如下问题:零件表面容易在强酸中被腐蚀,出现尺寸超差,材料失去弹性,零件在存放以及装配过程中比较容易变色。
2.1.2工艺改进后的镀银工艺流程为了解决常规前处理中存在的问题,试验了多种处理方法,并对处理后铍青铜零件的表面色泽、弹性、防腐性能、尺寸作了比较,得出以下工艺流程:超声波清洗─电化学除油─盐酸活化─碱煮─除膜─混酸腐蚀─化学抛光─盐酸出光─氰化预镀铜─预镀银─镀银─后处理(防银变色)。
铍青铜的热处理铍青铜是一种用途极广的沉淀硬化型合金。
经固溶及时效处理后,强度可达1250-1500MPa(1250-1500公斤)。
其热处理特点是:固溶处理后具有良好的塑性,可进行冷加工变形。
但再进行时效处理后,却具有极好的弹性极限,同时硬度、强度也得到提高。
(1)铍青铜的固溶处理一般固溶处理的加热温度在780-820℃之间,对用作弹性元件的材料,采用760-780℃,主要是防止晶粒粗大影响强度。
固溶处理炉温均匀度应严格控制在±5℃。
保温时间一般可按1小时/25mm计算,铍青铜在空气或氧化性气氛中进行固溶加热处理时,表面会形成氧化膜。
虽然对时效强化后的力学性能影响不大,但会影响其冷加工时工模具的使用寿命。
为避免氧化应在真空炉或氨分解、惰性气体、还原性气氛(如氢气、一氧化碳等)中加热,从而获得光亮的热处理效果。
此外,还要注意尽量缩短转移时间(此淬水时),否则会影响时效后的机械性能。
薄形材料不得超过3秒,一般零件不超过5秒。
淬火介质一般采用水(无加热的要求),当然形状复杂的零件为了避免变形也可采用油。
(2)铍青铜的时效处理铍青铜的时效温度与Be的含量有关,含Be小于2.1%的合金均宜进行时效处理。
对于Be大于 1.7%的合金,最佳时效温度为300-330℃,保温时间1-3小时(根据零件形状及厚度)。
Be低于0.5%的高导电性电极合金,由于溶点升高,最佳时效温度为450-480℃,保温时间1-3小时。
近年来还发展出了双级和多级时效,即先在高温短时时效,而后在低温下长时间保温时效,这样做的优点是性能提高但变形量减小。
为了提高铍青铜时效后的尺寸精度,可采用夹具夹持进行时效,有时还可采用两段分开时效处理。
(3)铍青铜的去应力处理铍青铜去应力退火温度为150-200℃,保温时间1-1.5小时,可用于消除因金属切削加工、校直处理、冷成形等产生的残余应力,稳定零件在长期使用时的形状及尺寸精度。
热处理应力及其影响热处理残余力是指工件经热处理后最终残存下来的应力,对工件的形状,&127;尺寸和性能都有极为重要的影响。
当它超过材料的屈服强度时,&127;便引起工件的变形,超过材料的强度极限时就会使工件开裂,这是它有害的一面,应当减少和消除。
但在一定条件下控制应力使之合理分布,就可以提高零件的机械性能和使用寿命,变有害为有利。
分析钢在热处理过程中应力的分布和变化规律,使之合理分布对提高产品质量有着深远的实际意义。
例如关于表层残余压应力的合理分布对零件使用寿命的影响问题已经引起了人们的广泛重视。
一、钢的热处理应力工件在加热和冷却过程中,由于表层和心部的冷却速度和时间的不一致,形成温差,就会导致体积膨胀和收缩不均而产生应力,即热应力。
在热应力的作用下,由于表层开始温度低于心部,收缩也大于心部而使心部受拉,当冷却结束时,由于心部最后冷却体积收缩不能自由进行而使表层受压心部受拉。
即在热应力的作用下最终使工件表层受压而心部受拉。
这种现象受到冷却速度,材料成分和热处理工艺等因素的影响。
当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大,最后形成的残余应力就愈大。
另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,&127;工件各部位先后相变,造成体积长大不一致而产生组织应力。
组织应力变化的最终结果是表层受拉应力,心部受压应力,恰好与热应力相反。
组织应力的大小与工件在马氏体相变区的冷却速度,形状,材料的化学成分等因素有关。
实践证明,任何工件在热处理过程中,&127;只要有相变,热应力和组织应力都会发生。
&127;只不过热应力在组织转变以前就已经产生了,而组织应力则是在组织转变过程中产生的,在整个冷却过程中,热应力与组织应力综合作用的结果,&127;就是工件中实际存在的应力。
这两种应力综合作用的结果是十分复杂的,受着许多因素的影响,如成分、形状、热处理工艺等。
就其发展过程来说只有两种类型,即热应力和组织应力,作用方向相反时二者抵消,作用方向相同时二者相互迭加。
不管是相互抵消还是相互迭加,两个应力应有一个占主导因素,热应力占主导地位时的作用结果是工件心部受拉,表面受压。
&127;组织应力占主导地位时的作用结果是工件心部受压表面受拉。
二、热处理应力对淬火裂纹的影响存在于淬火件不同部位上能引起应力集中的因素(包括冶金缺陷在内),对淬火裂纹的产生都有促进作用,但只有在拉应力场内(&127;尤其是在最大拉应力下)才会表现出来,&127;若在压应力场内并无促裂作用。
淬火冷却速度是一个能影响淬火质量并决定残余应力的重要因素,也是一个能对淬火裂纹赋于重要乃至决定性影响的因素。
为了达到淬火的目的,通常必须加速零件在高温段内的冷却速度,并使之超过钢的临界淬火冷却速度才能得到马氏体组织。
就残余应力而论,这样做由于能增加抵消组织应力作用的热应力值,故能减少工件表面上的拉应力而达到抑制纵裂的目的。
其效果将随高温冷却速度的加快而增大。
而且,在能淬透的情况下,截面尺寸越大的工件,虽然实际冷却速度更缓,开裂的危险性却反而愈大。
这一切都是由于这类钢的热应力随尺寸的增大实际冷却速度减慢,热应力减小,&127;组织应力随尺寸的增大而增加,最后形成以组织应力为主的拉应力作用在工件表面的作用特点造成的。
并与冷却愈慢应力愈小的传统观念大相径庭。
对这类钢件而言,在正常条件下淬火的高淬透性钢件中只能形成纵裂。
避免淬裂的可靠原则是设法尽量减小截面内外马氏体转变的不等时性。
仅仅实行马氏体转变区内的缓冷却不足以预防纵裂的形成。
一般情况下只能产生在非淬透性件中的弧裂,虽以整体快速冷却为必要的形成条件,可是它的真正形成原因,却不在快速冷却(包括马氏体转变区内)本身,而是淬火件局部位置(由几何结构决定),在高温临界温度区内的冷却速度显著减缓,因而没有淬硬所致&127;。
产生在大型非淬透性件中的横断和纵劈,是由以热应力为主要成份的残余拉应力作用在淬火件中心&127;,而在淬火件末淬硬的截面中心处,首先形成裂纹并由内往外扩展而造成的。
为了避免这类裂纹产生,往往使用水--油双液淬火工艺。
在此工艺中实施高温段内的快速冷却,目的仅仅在于确保外层金属得到马氏体组织,&127;而从内应力的角度来看,这时快冷有害无益。
其次,冷却后期缓冷的目的,主要不是为了降低马氏体相变的膨胀速度和组织应力值,而在于尽量减小截面温差和截面中心部位金属的收缩速度,从而达到减小应力值和最终抑制淬裂的目的。
三、残余压应力对工件的影响渗碳表面强化作为提高工件的疲劳强度的方法应用得很广泛的原因。
一方面是由于它能有效的增加工件表面的强度和硬度,提高工件的耐磨性,另一方面是渗碳能有效的改善工件的应力分布,在工件表面层获得较大的残余压应力,&127;提高工件的疲劳强度。
如果在渗碳后再进行等温淬火将会增加表层残余压应力,使疲劳强度得到进一步的提高。
有人对35SiMn2MoV钢渗碳后进行等温淬火与渗碳后淬火低温回火的残余应力进行过测试其结果如表1热处理工艺残余应力值(kg/mm2)渗碳后880-900度盐浴加热,260度等温40分钟-65渗碳后880-900度盐浴加热淬火,260度等温90分钟-18渗碳后880-900度盐浴加热,260度等温40分钟,260度回火90分钟-38表 1.35SiMn2MoV钢渗碳等温淬火与渗碳低温回火后的残余应力值从表1的测试结果可以看出等温淬火比通常的淬火低温回火工艺具有更高的表面残余压应力。
等温淬火后即使进行低温回火,其表面残余压应力,也比淬火后低温回火高。
因此可以得出这样一个结论,即渗碳后等温淬火比通常的渗碳淬火低温回火获得的表面残余压应力更高,从表面层残余压应力对疲劳抗力的有利影响的观点来看,渗碳等温淬火工艺是提高渗碳件疲劳强度的有效方法。
渗碳淬火工艺为什么能获得表层残余压应力?渗碳等温淬火为什么能获得更大的表层残余压应力?其主要原因有两个:一个原因是表层高碳马氏体比容比心部低碳马氏体的比容大,淬火后表层体积膨胀大,而心部低碳马氏体体积膨胀小,制约了表层的自由膨胀,&127;造成表层受压心部受拉的应力状态。
而另一个更重要的原因是高碳过冷奥氏体向马氏体转变的开始转变温度(Ms),比心部含碳量低的过冷奥氏体向马氏体转变的开始温度(Ms)低。
这就是说在淬火过程中往往是心部首先产生马氏体转变引起心部体积膨胀,并获得强化,而表面还末冷却到其对应的马氏体开始转变点(Ms),故仍处于过冷奥氏体状态,&127;具有良好的塑性,不会对心部马氏体转变的体积膨胀起严重的压制作用。
随着淬火冷却温度的不断下降使表层温度降到该处的(Ms)点以下,表层产生马氏体转变,引起表层体积的膨胀。
但心部此时早已转变为马氏体而强化,所以心部对表层的体积膨胀将会起很大的压制作用,使表层获得残余压应力。
&127;而在渗碳后进行等温淬火时,当等温温度在渗碳层的马氏体开始转变温度(Ms)以上,心部的马氏体开始转变温度(&127;Ms)点以下的适当温度等温淬火,比连续冷却淬火更能保证这种转变的先后顺序的特点(&127;即保证表层马氏体转变仅仅产生于等温后的冷却过程中)。
&127;当然渗碳后等温淬火的等温温度和等温时间对表层残余应力的大小有很大的影响。
有人对35SiMn2MoV钢试样渗碳后在260℃和320℃等温40&127;分钟后的表面残余应力进行过测试,其结果如表2。
由表2可知在260℃行动等温比在320℃等温的表面残余应力要高出一倍多表2。
35SiMn2MoV钢不同等温温度的表面残余应力可见表面残余应力状态对渗碳等温淬火的等温温度是很敏感的。
不仅等温温度对表面残余压应力状态有影响,而且等温时间也有一定的影响。
有人对35SiMn2V钢在310℃等温2分钟,10分钟,90分钟的残余应力进行过测试。
2分钟后残余压应力为-20kg/mm,10分钟后为-60kg/mm,60分钟后为-80kg/mm,60分钟后再延长等温时间残余应力变化不大。
从上面的讨论表明,渗碳层与心部马氏体转变的先后顺序对表层残余应力的大小有重要影响。
渗碳后的等温淬火对进一步提高零件的疲劳寿命具有普遍意义。
此外能降低表层马氏体开始转变温度(Ms)点的表面化学热处理如渗碳、氮化、氰化等都为造成表层残余压应力提供了条件,如高碳钢的氮化--淬火工艺,由于表层,&127;氮含量的提高而降低了表层马氏体开始转变点(Ms),淬火后获得了较高的表层残余压应力使疲劳寿命得到提高。
又如氰化工艺往往比渗碳具有更高的疲劳强度和使用寿命,也是因氮含量的增加可获得比渗碳更高的表面残余压应力之故。