BKG水下造粒系统
- 格式:doc
- 大小:36.50 KB
- 文档页数:3
bkg水下切粒机操作流程英文回答:Operating the bkg underwater cutting machine involves several steps. Here is a detailed description of the process:1. Preparation: Before starting the machine, I need to ensure that all safety measures are in place. This includes wearing appropriate protective gear such as gloves, goggles, and a safety helmet. I also need to make sure that the machine is properly set up and all the necessary tools and materials are within reach.2. Powering on the machine: Once I am ready, I switchon the power supply to the bkg underwater cutting machine. This activates the machine and prepares it for operation.3. Adjusting the settings: Depending on the specific requirements of the cutting task, I need to adjust thesettings of the machine. This may include setting the desired cutting depth, speed, and angle. I refer to the machine's manual for guidance on how to make these adjustments.4. Positioning the workpiece: I carefully position the workpiece that needs to be cut in the appropriate location. This may involve securing the workpiece using clamps or other holding devices to ensure stability during thecutting process.5. Initiating the cutting process: Once everything is set up, I activate the cutting mechanism of the bkg underwater cutting machine. This can be done by pressing a button or engaging a lever, depending on the machine's design.6. Monitoring the cutting process: While the machine is cutting the workpiece, I need to closely monitor the process to ensure that everything is going smoothly. I pay attention to the cutting speed, the quality of the cut, and any potential issues that may arise.7. Making adjustments if necessary: If I notice any issues or if the cutting process needs to be modified, I make the necessary adjustments. This may involve changing the cutting speed, adjusting the angle, or replacing any worn-out cutting tools.8. Completing the cutting process: Once the desired cut is achieved, I stop the machine and carefully remove the workpiece from the cutting area. I inspect the cut to ensure that it meets the required specifications.9. Cleaning and maintenance: After completing the cutting process, I clean the machine and its components to remove any debris or residue. I also perform regular maintenance tasks such as lubricating moving parts and inspecting for any signs of wear or damage.中文回答:bkg水下切粒机的操作流程包括以下几个步骤。
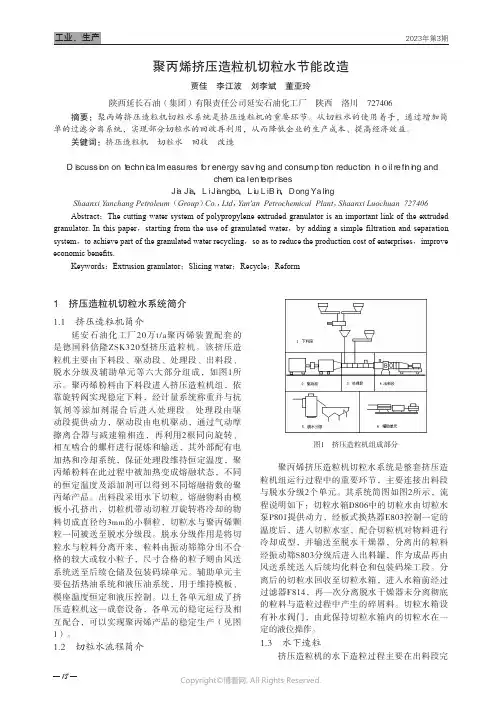
18聚丙烯挤压造粒机切粒水节能改造贾佳 李江波 刘李斌 董亚玲陕西延长石油(集团)有限责任公司延安石油化工厂 陕西 洛川 727406摘要:聚丙烯挤压造粒机切粒水系统是挤压造粒机的重要环节。
从切粒水的使用着手,通过增加简单的过滤分离系统,实现部分切粒水的回收再利用,从而降低企业的生产成本、提高经济效益。
关键词:挤压造粒机 切粒水 回收 改造Discussion on technical measures for energy saving and consumption reduction in oil refining and chemical enterprisesJia Jia,Li Jiangbo,Liu Li Bin,Dong YalingShaanxi Yanchang Petroleum(Group)Co.,Ltd,Yan'an Petrochemical Plant,Shaanxi Luochuan 727406 Abstract:The cutting water system of polypropylene extruded granulator is an important link of the extruded granulator. In this paper,starting from the use of granulated water,by adding a simple filtration and separation system,to achieve part of the granulated water recycling,so as to reduce the production cost of enterprises,improve economic benefits.Keywords:Extrusion granulator;Slicing water;Recycle;Reform1 挤压造粒机切粒水系统简介1.1 挤压造粒机简介延安石油化工厂20万t/a聚丙烯装置配套的是德国科倍隆ZSK320型挤压造粒机。
收稿日期:2018-09-07。
作者简介:李然(1986-),男,山东济宁人,助理工程师,从事聚酯生产电气仪表维护管理工作。
doi :10.3969/j.issn.1008-8261.2019.01.013德国BKG 球磨式切粒机故障分析与解决方法李然(江苏中鲈科技发展股份有限公司,江苏苏州215225)摘要:针对德国BKG 球磨式切粒机日常生产中出现的故障情况,如切刀跳动幅度过大,切粒形状偏差,换向阀压力控制传感器异常,加热管故障问题,水系统电动蝶阀不动作等进行了故障的分析,提出了预防措施,有效地保证了BKG 切粒机的平稳运行,减少设备故障率,优化设备备品备件,节约生产成本。
关键词:BKG 切粒机;切刀跳动;压力控制传感器;加热管中图分类号:TQ320.5文献标识码:B文章编号:1008-8261(2019)01-0046-030前言德国BKG 的水下切粒生产线有以下特点:水下切粒系统一般由换向阀、模头、切粒机头、切粒水系统、干燥系统、振动筛及控制系统构成。
水下切粒技术属于“模面热切”的一种,当均一的高温熔体物料从熔体泵(熔体输送泵等)末端进入模头处,高温熔体物料在刚离开模头模孔时即被高速旋转的切粒机刀片切成粒子并进入生产进给水中,由于粒子比表面积最大化的物理特性和熔化的滴状聚合物同生产进给水的温差,滴状物凝固并形成接近圆球体的颗粒。
这种“先热切后水冷”的造粒方式决定了它能够很好地胜任熔融态强度差,黏度大,对热敏感度高的熔体物料造粒作业。
我司使用德国BKG 切粒机生产差别化切片,在生产过程中总结了一些操作方式,对日常生产中出现的故障情况进行了分析,并总结了故障的解决方法。
1切刀跳动幅度过大,切粒形状偏差我司切粒系统采用德国BKG 球磨式切粒机切粒,在运行过程中常出现切刀跳动幅度过大(正常范围4.2 4.8mm ),跳动幅度最大可达15mm ,切刀位置是通过位置传感器传输至切粒机操作系统内部。
切刀跳动幅度直接影响切粒效果,严重影响产品品质。
SAN一期造粒系统改造及优化SAN一期造粒系统改造及优化张晔辉陈伟峰刘格宏张琦董文慧(天津大沽化工股份有限公司,中国天津,300455)摘要:天津大沽化工股份有限公司年产40万吨ABS装置采用的是原GE公司先进的乳液接枝本体SAN掺混专利技术。
自2010年9月开车以来,由于系统设计、设备本身结构固有缺陷等原因,造粒系统运行一直不稳定。
造粒装置由于造粒机大修、更换水筛筛网及气囊等原因频繁的进行小停车,产生大量不合格品和开停车废料。
针对SAN一期造粒系统存在的问题,天津大沽通过对国内相关ABS厂家SAN装置造粒的了解和对比,通过对国外造粒系统的考察,对SAN一期造粒系统进行整体改造,采用BKG水下切粒系统对现有SAN造粒系统进行改造,以达到生产稳定、安全可靠、操作简便、维护容易、成本降低的目的。
关键词:ABS;GE;SAN;造粒;BKG;水下切粒。
1、SAN造粒工艺简介天津大沽化工股份有限公司年产40万吨ABS装置采用的是原GE公司先进的乳液接枝本体SAN掺混专利技术。
ABS装置由聚丁二烯胶乳单元(PBL)、高橡胶接枝单元(HRG)、苯乙烯和丙烯腈聚合单元(SAN)和掺混单元组成。
装置分二期建设,每期20万吨。
SAN(苯乙烯-丙烯腈共聚物)的生产采用连续本体法。
苯乙烯和丙烯腈单体在助剂存在下,通过聚合制得SAN(苯乙烯-丙烯腈共聚物)。
反应式为:苯乙烯,丙烯腈,链转移剂和过氧化物连续加入到反应器中。
在反应器中,经过搅拌和提供有效的停留时间,达到要求的单体转化率,反应器中生成的SAN和未反应的单体混合物经两级脱挥后主要是SAN熔融聚合物,熔融聚合物再在水下造粒系统中造粒。
在造粒系统中,熔融聚合物通过熔融泵打至造粒机,自上往下流经造粒机模头孔道,冷却的造粒水自造粒机蜗壳侧面进入,熔融聚合物被水平旋转切刀切割后球状聚合物被造粒水冷却定形并被带入到后续的分离系统中。
悬浮在水中的粒子浆料首先由粒子浆料筛脱水,然后在粒子干燥器中干燥。
BKG水下造粒系统BKG水下造粒生产线的工艺配置:挤出机、熔体泵(可选)、换网器(可选)、换向阀(又叫开车阀)、切粒机循环水加热冷却系统(带旁路循环系统)、大块捕捉器、干燥器、粒子换向阀(可选)1、刀盘结构:(1)、可以有直刀与斜刀两种选择。
直刀与斜刀相比,直刀可以安装更多的刀片,以提高产量。
因此,在转速快时,选用直刀。
(2)、刀盘采用挠性设计,有利于刀片与模板的贴合。
刀盘与刀轴之间用用齿轮的啮合结构传动,可拆卸。
(3)、刀架可以直接旋合至刀盘上,方便快速安装。
(4)、刀片分两边使用,每边刀刃长度为5mm,用完后必须更换刀片。
(5)、刀片的材料为工具钢,使用寿命大约2至3周。
(6)、刀片的安装:刀片用螺栓固定于刀架上,当安装刀片时,在一个平台上将所有刀片市调节于同一个水平面,然后拧紧固定螺栓即可。
即使刀片的刀面不是在同一个平面上,有很小的误差时,当开始切粒时可以与模板面磨合,使得所有刀片均在同一个平面上。
另外,因刀盘为挠性设计,有一定的浮动量,会使刀片自动贴于模面,不会影响切粒。
(7)、刀片与模面的调节有手动与液压两种选择。
一般小型力量较小的用手动调节。
有压力与扭矩显示刀片与模板的贴合程度,按一定的经验来调节。
用PLC 控制。
(8)、最高转速为3600rpm。
2、水循环系统:(1)、水温在50℃至70℃,设有水温反馈。
(2)、水循环系统增加旁路循环系统设计。
这样的设计可以有两个作用。
第一,易于维护。
当系统需要进行维护时,可以让水循环系统在旁路循环系统中进行循环。
这时水不会进入切粒室,可以对其进行维修,不会对生产造成极大的影响。
第二,可以有效控制水与熔体精确地同时到达切粒室的时间。
开机时,水先不进入切粒室而在旁路水循环系统中进行循环。
此时,开车阀将熔体导至地面。
开车阀换向,此时熔体充模头。
接着,将模头清理干净(工人手工操作),此时,开车阀将熔体导至地面。
在此之前水均在旁路循环系统中进行循环,不进入切粒室。

二聚酸型聚酰胺热熔胶水下造粒糸统水下造粒机它有一股平稳的水流流过模面,而与模面直接接触。
切粒室的大小以恰足以使切粒刀自由地转动越过模面而不限制水流为度。
熔融聚合物从口模挤出,旋转刀切割粒料,粒料被经过调温的水带出切粒室而进入离心干燥器。
在干燥器中,水被排回贮罐,冷却并循环再用;粒料通过离心干燥器除去水份。
水下造粒机需使用热分布均匀并有特殊绝热设施的口模。
小型切粒模板采用电热;大型切粒模板需采用油热或蒸汽加热的口模。
工艺用水常规情况下加热至最高温度,但其热度应不足以对粒料的自由流动造成有害影响。
水下造粒机用于极大多数聚合物,有些机型能达到30000kg/h的造粒能力。
当用于低粘度或粘附性聚合物的切粒时水流过口模模面的方式是一大优点,但对有些聚合物如尼龙和某些品牌的聚酯这一特点可能引起口模冻结。
其他优点有:因为在熔融状态下切粒,而水又起着声障作用,噪声散发较低;与钢带造粒系统比较起来经常操作费用更低。
二聚酸型聚酰胺热熔胶水下切粒熔体恒温冷却开车操作规程一,开启导热油贮罐蒸汽阀,软化点125度的热熔胶,把导热油加热到140度左右。
根据熔体产品不同的软化点,调整导热油温度的高低。
二,开启导热油循环泵阀糸统,控制一定的导热油流量循环加热糸统设备,设备加热到135度左右。
[生产过程根据熔体的进料温度与熔体冷却罐出料恒温温度调节导热油温度和流量,使熔体输出达成理想的恒温温度。
暂定160度]三,开启熔体冷却罐的搅拌糸统。
[开启前用手转动皮带轮,旋转一周以上方可启动电源。
]四,开启熔体暂存罐出料阀,[或熔体合成釜底部出料阀]检查熔体过滤器和熔体齿轮泵管道畅通。
确保无任何异物。
五,开启熔体齿轮进料泵,控制稳定流量为500Kg/h----1200kg/h。
六,关闭导热油贮罐蒸汽阀,停止加热导热油。
七,视循环导热油油度上升至145度以上时,适当开启列管换热器冷却水进水阀,控制冷却后导热油温度在135度左右。
[不同的软化点熔体采用不同的循环温度。
BKG切粒机的优点传统水下切粒机切粒时,为了保证切粒的成功,切粒水温度最好保持在12~15℃(温度范围可能会因产品或地区的不同而有所不同),否则不是易产生连刀并条就是易产生碎片和粉尘。
为了获得需要的切粒水温度,必须用冷冻水冷却。
国内许多民营聚合装置为了节省设备投资和使切粒工艺简单化,往往采用就近的河水或井水非循环切粒。
很显然前者意味着能耗的增加,而后者则意味着单耗的增加(在切粒水和高温物料接触的过程中,切粒水会带走物料中的一部分未反应的单体或低分子副产物)和对环境造成污染。
BKG水下切粒机很好地解决了这个问题:BKG是一种高温水下切粒机,由于其特殊的设备构造和切粒系统的设计,切粒水温可以在二个很大的范围里进行调整,从35℃~85℃之间,你可以任意选择你自己认为最节能最符合工艺条件的切粒水温进行切粒,虽然会因高温切粒而带来一些粉尘,但特殊的粉尘处理系统弥补了这个缺陷。
传统水下切粒机只能将聚合物带条加工成圆柱状的切片,但BKG切粒机则将聚合物熔体直接刮削成圆球状粒子,外观晶莹透亮,所有见过这种圆球状粒子的人都为之吸引,赞不绝口!BKG切粒机的开停车操作BKG高温水下切粒机的开停车操作和传统水下切粒机有较大的区别。
传统水下切粒机在清板等开车前准备工作完成后,在控制盘上先启动切粒机,然后启动齿轮泵并迅速合上铸带头,待切粒成功后一次性将齿轮泵转速提高到生产负荷,切粒机的转速会自动提高到合适范围。
停车过程更加简单,在控制盘上按下停车按钮或安全连锁启动时,铸带封会自动脱离转向地面排料,如果条件允许则齿轮泵一也会连锁跳停。
BKG切粒机的开停车操作则不一样,特殊的设计决定了它的切粒机和切割室的分离只能由人工完成(目前改进的BKG切粒机已经具备自动分离功能),当然此前转向阀会转向地面排料以防切割室内被熔体堵塞。
由于BKG切粒过程是在一个直径300mm左右的切割室内完成,切刀紧贴着圆形铸带板表面旋转,高温聚合物熔体削片在高温冷却水中冷却收缩成球形。
水下造粒设备切粒机工艺优化水下造粒设备是一种新型挤出夹具处理设备,适用范围广,生产效率高,产量高,颗粒质量好。
随着聚合物工业的快速发展,水下造粒机变得越来越大,以进一步增加产量。
本文着重于优化造粒机进入水下造粒机的过程,希望能够为同行提供一定的参考。
标签:水下造粒设备;切粒机;工艺引言在经济高速发展,科技不断进步的社会背景下,化工行业和工艺技术也获得了突飞猛进的发展,取得了不错的进步,直接推动了聚丙烯工艺产能的发展,在日趋激烈的竞争市场下,高产能的聚丙烯成为了各工艺用来谋取利益的有效手段,这就对聚丙烯工艺提出了高层次的要求,对其要求具体到细节之处都要符合其规定水平。
而对于现有工艺,想要在现有基础上来提升其运行负荷,如果缺乏了工艺的平稳运行,那么将无法实现该目标。
1.水下切粒机结构简介密封切割室,水下切粒机,循环水泵,输送管路,脱水系统,控制系统等。
聚丙烯的熔融材料在模板的上游流入水冷却室。
高速旋转切割机将从镜孔流出的熔体切割成模板表面上的均匀颗粒,并且造粒工艺流流入颗粒水腔的下部。
在用水沉淀后,它与粒状水一起流动到下一个过程。
可以看出,造粒系统的作用影响聚丙烯产品的外观。
2.1模板该模型是安装在管道后端的板状碳化物板。
通过挤压树脂带,在轮胎形状中形成多个圆孔,其对应于模板的圆形切割器和通过小孔的过滤器的清洁材料。
2.2切刀盘切刀盘为一圆形不锈钢材质刀盘,如下图图2所示。
几个靠近径向布置的用螺钉固定,牢固地固定在模型的表面上。
发动机使切割盘利用速率来对系统旋转进行有效控制,同时将其对当作模板的小孔内所挤出来的的柱树脂切割成直径为2至3mm的颗粒(不包括颗粒)。
切割盘通常配备有粒状水,其主要目的是将粒状水直接喷射到切割器和模板中,以防止树脂从刀中伸出。
2.3水室在造粒水腔或造粒腔中被称为水室。
它是一个密封的圆形腔室,具有模型的一个端面和一个安装在切割轴上的端面。
水腔的下部具有入口开口,上部具有排水孔。

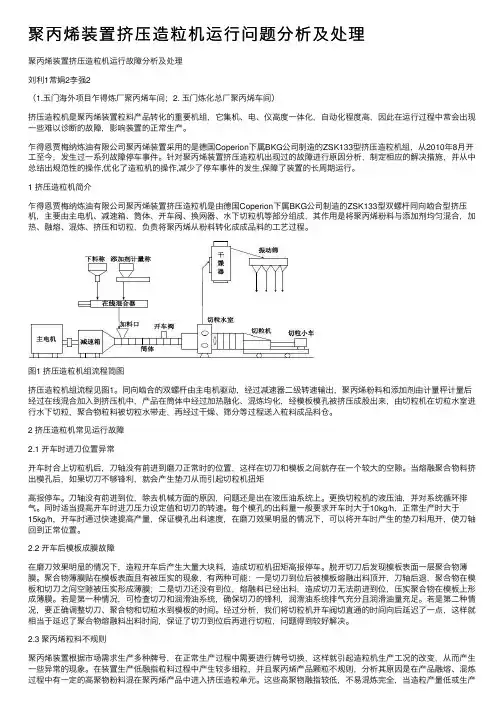
聚丙烯装置挤压造粒机运⾏问题分析及处理聚丙烯装置挤压造粒机运⾏故障分析及处理刘利1常娟2李强2(1.⽟门海外项⽬乍得炼⼚聚丙烯车间;2. ⽟门炼化总⼚聚丙烯车间)挤压造粒机是聚丙烯装置粒料产品转化的重要机组,它集机、电、仪⾼度⼀体化,⾃动化程度⾼,因此在运⾏过程中常会出现⼀些难以诊断的故障,影响装置的正常⽣产。
乍得恩贾梅纳炼油有限公司聚丙烯装置采⽤的是德国Coperion下属BKG公司制造的ZSK133型挤压造粒机组,从2010年8⽉开⼯⾄今,发⽣过⼀系列故障停车事件。
针对聚丙烯装置挤压造粒机出现过的故障进⾏原因分析,制定相应的解决措施,并从中总结出规范性的操作,优化了造粒机的操作,减少了停车事件的发⽣,保障了装置的长周期运⾏。
1 挤压造粒机简介乍得恩贾梅纳炼油有限公司聚丙烯装置挤压造粒机是由德国Coperion下属BKG公司制造的ZSK133型双螺杆同向啮合型挤压机,主要由主电机、减速箱、筒体、开车阀、换⽹器、⽔下切粒机等部分组成,其作⽤是将聚丙烯粉料与添加剂均匀混合,加热、融熔、混炼、挤压和切粒,负责将聚丙烯从粉料转化成成品料的⼯艺过程。
图1 挤压造粒机组流程简图挤压造粒机组流程见图1。
同向啮合的双螺杆由主电机驱动,经过减速器⼆级转速输出,聚丙烯粉料和添加剂由计量秤计量后经过在线混合加⼊到挤压机中,产品在筒体中经过加热融化、混炼均化,经模板模孔被挤压成股出来,由切粒机在切粒⽔室进⾏⽔下切粒,聚合物粒料被切粒⽔带⾛,再经过⼲燥、筛分等过程送⼊粒料成品料仓。
2 挤压造粒机常见运⾏故障2.1 开车时进⼑位置异常开车时合上切粒机后,⼑轴没有前进到磨⼑正常时的位置,这样在切⼑和模板之间就存在⼀个较⼤的空隙。
当熔融聚合物料挤出模孔后,如果切⼑不够锋利,就会产⽣垫⼑从⽽引起切粒机扭矩⾼报停车。
⼑轴没有前进到位,除去机械⽅⾯的原因,问题还是出在液压油系统上。
更换切粒机的液压油,并对系统循环排⽓。
同时适当提⾼开车时进⼑压⼒设定值和切⼑的转速。
水下切粒的选择如果希望颗粒形状是球形而不是圆柱形,最好的选择是采用水下热表面切粒设备。
此类系统的生产能力从20 磅/ 小时变化到数吨/ 小时,适用于表现出各种热塑性行为的材料。
在操作过程中,聚合物熔体被分成环形料条,流过环形口模进入充满生产用水的切割室。
水流中的旋转刀头将聚合物料条切割成颗粒,同时迅速输送出切割室。
颗粒以浆料地形式输送到离心干燥设备中,在旋转叶片的作用下与水分开。
干燥的颗粒被卸下并输送到随后的工序中。
水经过过滤、调节、重新循环回到加工过程中。
系统的主要部件包括带切割室的刀头、模板和启动阀等,所有部件安装在通用的支持机架上,构成整体部件。
所有其它系统部件,例如旁通生产用水回路、切割室卸料机构、观察孔、离心干燥设备、带式真空过滤机、水泵、热交换器以及传输系统,可以在广泛的辅助部件中进行选择并整合成一套任务指定的系统。
在每一台水下切粒系统中,在切割室和模板内存在极易破坏的温度平衡。
生产用水连续冷却模板,同时机头加热器和热熔体流又连续加热模板。
降低从模板到生产用水的能量损失形成更为稳定的加工环境以及更好的产品品质。
为了降低热损失,加工企业可选择热力学隔热的模板和/ 或改用流体加热的口模。
许多复合材料的耐磨性很好,易造成离心干燥设备拉料叶片和滤网等接触部件的磨损。
其它复合材料可能会对机械冲击比较敏感,因而产生大量灰尘。
对于上述两类特殊材料,一类新型粒料干燥设备将带湿的粒料放置在穿孔的输送带上,通过风刀,进而有效吸掉水份。
相比冲击式干燥设备,该设备零部件的磨损以及对颗粒造成的破坏可以大大降低。
由于在输送带上的停留时间短,常常需要使用一些后脱水烘干(如配置流化床)或辅助冷却工序或装置。
此类新型非冲击式粒料干燥方式的优点如下:与粒料接触的各种部件寿命变长,降低了生产成本。
粒料处理温和,这保证了较高的产品质量和更少的灰尘产生。
无需另外提供能量,能耗下降。
对产品性能的影响选择合适的切粒工艺需要考虑的不仅仅是颗粒的形状和产出量。
Nordson BKG推出可大幅降低水下造粒能耗的水过滤系统佚名
【期刊名称】《现代塑料》
【年(卷),期】2014(000)008
【摘要】近日,Nordson BKG发布了创新型的水过滤系统OptigonTM,该过滤系统用于水下造粒去除工艺水脏物和细微粉尘,能够大幅降低水过滤的耗电量,并将造粒机总体能耗削减10%~17%。
Nordson BKG将在2014年德国塑料展(Fakuma2014)上展出该系统(展位号:A6展厅6404展台)。
【总页数】1页(P11-11)
【正文语种】中文
【中图分类】TQ126.35
【相关文献】
1.用于水下造粒机的新型带式过滤系统 [J], ;
2.合作历经50年:西得乐助雀巢水业大幅降低能耗 [J],
3.西得乐助雀巢水业大幅降低能耗 [J],
4.西得乐助雀巢水业大幅降低能耗 [J], ;
5.Nordson 合并BKG R造粒机业务和熔体输送设备业务 [J], 无;
因版权原因,仅展示原文概要,查看原文内容请购买。
豆鹏飞·H 2SO 4表面改性PET 性能研究2020年 第46卷·27·Polymer Journal, 2006, 42(12): 3 190~3 201.[16] 刘立新, 胡达, 刘若望, 等. 聚对苯二甲酸乙二醇酯(PET)的解聚与反应机理研究[J]. 功能材料, 2004, 35(8): 2 576~2 578.[17] Toshiaki Yoshioka, Nobuchika Okayama, Akitsugu Okuwaki.Kinetics of hydrolysis of PET Powder in Nitric Acid by aModified S hrinking -Core Model[J]. Ind Eng C hem Res,1998, 37(2): 336~340.Study on the properties of PET modified by H 2SO 4Dou Pengfei(PetroChina Changqing Oilfield Company, Yulin 718100, Shaanxi, China)Abstract: Poly (ethylene terephthalate) (PET), as the main raw material of synthetic fiber, has excellent mechanical properties and chemical corrosion resistance. However, PET used as textile fiber has poor hydrophilicity and air permeability. Therefore, the surface of PET was modified by H 2SO 4. In the experiment, DSC was used to observe the characteristic temperature of PET after surface modification; FT-IR was used to characterize the modified PET group; finally, the mechanical properties and water absorption were measured. The results showed that the tensile strength of PET without surface modification was 286.70 MPa, and the tensile strength of PET decreased to 176.16 MPa after being immersed in 80% H 2SO 4 at 30 ℃ for 30 min; the water absorption of PET without surface modification was 0.01%, and the water absorption of PET increased to 1.03% after being immersed in 80% sulfuric acid at 60 ℃ for 180 min; The melting temperature (T m ) of unmodified pet surface was 254.37 ℃, which increased to 256.3 ℃ after 80% sulfuric acid was immersed at 60 ℃ for 180 min.Key words: PET; surface modification; tensile strength; water absorption; melting temperature(R-03)[18] 江渊, 吴立衡. 红外光谱在聚对苯二甲酸乙二醇酯纤维结构研究中的应用[J]. 高分子通报, 2001, 27(2): 62~68.[19] Ilaria Donelli, Giuliano Freddi, Vincent A. Nierstrasz, Paola Taddei. Surface structure and properties of poly -(et hylene terephthalate) hydrolyzed by alkali and cutinase[J]. Polymer Degradation and Stability, 2010, 95(9): 1 542~1 550.BKG 多层包装废料制成的高质量聚酰胺进行造粒BKG granulates high-quality polyamides made from multilayer packaging wasteAPK 部署了诺信公司完整的下游熔体处理系统,用于与其创新的Newcycling ®工艺配合使用,该工艺通过将混合和多层废料转化为性能接近于原始树脂的纯化聚合物,满足循环经济的要求。
BKG水下造粒系统
BKG水下造粒生产线的工艺配置:
挤出机、熔体泵(可选)、换网器(可选)、换向阀(又叫开车阀)、切粒机循环水加热冷却系统(带旁路循环系统)、大块捕捉器、干燥器、粒子换向阀(可选)
1、刀盘结构:
(1)、可以有直刀与斜刀两种选择。
直刀与斜刀相比,直刀可以安装更多的刀片,以提高产量。
因此,在转速快时,选用直刀。
(2)、刀盘采用挠性设计,有利于刀片与模板的贴合。
刀盘与刀轴之间用用齿轮的啮合结构传动,可拆卸。
(3)、刀架可以直接旋合至刀盘上,方便快速安装。
(4)、刀片分两边使用,每边刀刃长度为5mm,用完后必须更换刀片。
(5)、刀片的材料为工具钢,使用寿命大约2至3周。
(6)、刀片的安装:刀片用螺栓固定于刀架上,当安装刀片时,在一个平台上将所有刀片市调节于同一个水平面,然后拧紧固定螺栓即可。
即使刀片的刀面不是在同一个平面上,有很小的误差时,当开始切粒时可以与模板面磨合,使得所有刀片均在同一个平面上。
另外,因刀盘为挠性设计,有一定的浮动量,会使刀片自动贴于模面,不会影响切粒。
(7)、刀片与模面的调节有手动与液压两种选择。
一般小型力量较小的用手动调节。
有压力与扭矩显示刀片与模板的贴合程度,按一定的经验来调节。
用PLC 控制。
(8)、最高转速为3600rpm。
2、水循环系统:
(1)、水温在50℃至70℃,设有水温反馈。
(2)、水循环系统增加旁路循环系统设计。
这样的设计可以有两个作用。
第一,易于维护。
当系统需要进行维护时,可以让水循环系统在旁路循环系统中进行循环。
这时水不会进入切粒室,可以对其进行维修,不会对生产造成极大的影响。
第二,可以有效控制水与熔体精确地同时到达切粒室的时间。
开机时,水先不进入切粒室而在旁路水循环系统中进行循环。
此时,开车阀将熔体导至地面。
开车
阀换向,此时熔体充模头。
接着,将模头清理干净(工人手工操作),此时,开车阀将熔体导至地面。
在此之前水均在旁路循环系统中进行循环,不进入切粒室。
最后将熔体与水同时导入切粒室,时间可以精确到1/10秒级。
这样的好处在于不会造成模板堵孔。
如果水早于熔体进入切粒室,因水会带走模板上的大量的热量而冻孔,使得切粒无法进行。
如果水晚于熔体进入切粒室,由于切粒晚会造成结块,甚至堵塞切粒室与管道而无法正常切粒。
3、干燥系统:
(1)、在干燥器前增加了一个大块捕捉器。
这样可以有效地将大块料提前滤出而不会使大块料损坏干燥器。
另外,大块捕捉器捕捉到大块料后由光眼感应会自动将其收集并排出系统。
(2)、干燥器以及水箱等水循环系统设计成一个集成的结构,便于安装与维护。
(3)、干燥器的噪音等级最大不超过80分贝。
(4)、干燥器内加有一层特殊涂层设计,这样,很小的微粒也不会从干燥器内逃逸。
4、模板:
(1)、模板可以设计成电加热模板和油加热模板两种。
为本公司设计的模板为电加热模板,有12个60KW的电加热棒。
电加热的温差在5℃左右。
(2)、油加热模板的加热油流道是围绕模板的出料孔周围一圈的设计分布的,因此,加热会非常均匀。
一般用350℃的模温机加热。
加热油并不是直接导入模板,而是增加一套加热油调节装置才进入模板,因此,可以完全满足热量供应和使用,而不会导致加热不上去的现象,也不会出现堵孔的问题。
(3)、电加热棒的使用寿命最短可能半年,也有可能到两年,具体根据当地电压的稳定性有关。
(4)、模板出粒孔尽量短以使熔体在流道里的停留时间足够短,这样,不容易堵孔。
(5)、设计水下切粒模板主要考虑的因素有:物料的性能(如,粘度、加工温度等)、模头压力、开孔数、孔径、刀的数量、刀的转速以及水流量(能足够带走切出的粒子)。
(6)、影响粒子大小与质量的主要因素:物料性能、发泡剂性能、发泡特性、模
孔大小、刀的转速以及切粒室的压力。
根据BKG的经验,如果切粒室的压力达到20bar时,PP就不会发泡而是微粒。
此时的发泡剂含于物料中不会有发泡。
据他们的经验大约切粒室的压力在5bar至6bar左右即可。
(7)、切粒室与切粒机采用快接阀连接,可以方便快捷地开启切粒机。
5、为本公司设计的切粒生产线系统最大压力为20bar,可调范围为0.2bar至20bar。
整个系统的压力设计成调节压力,即切粒室及水循环系统。
除干燥器中的压力做特殊处理。
6、换网器。
换网器有两根柱塞,可以在线换网,不用停机即可实现换网操作。
与国内水下切粒生产线供应商相比,BKG的设计的优点主要在以下几个方面:
1、注重人性化设计,整个过程受人为操作对产品的质量的影响因素较小。
另外,所有模块按单元独立设计,便于安装与维护。
2、刀盘结构比较独特与新颖。
可以更好地实现刀面与模面的贴合。
而且有刀压与扭矩显示,能更好地调节刀具。
3、BKG对水下切粒机的模板设计与研究均很到位,经验很丰富。
特别是油加热模板的设计方面更是有很深的研究与加工工艺。
4、模板堵孔的机率较低。
由于水循环系统的旁路循环设计可以精准地控制水和熔体到达切粒室的时间。
一般情况下,在设计模板时,BKG会留出10%的余量。
只要开数在90%以上时不会影响使用性能与产品性能。
5、设计压力时,将整个系统均设计成一定压力,而非切粒室,这样可以有效控制产品质量。
6、BKG水下造粒生产线在EPP中的设计经验较少,但在EPS中的设计与制造经验都非常丰富。
一般EPS的系统压力在4bar至5bar左右便不会发泡而成为微粒。
所以,在系统压力设计与制造中经验非常丰富。
而国内的所有供应商均无此经验,这可能会带来后续的问题,如密封、压力的设计等方面。