金属包装容器标准化检验
- 格式:pdf
- 大小:302.38 KB
- 文档页数:16
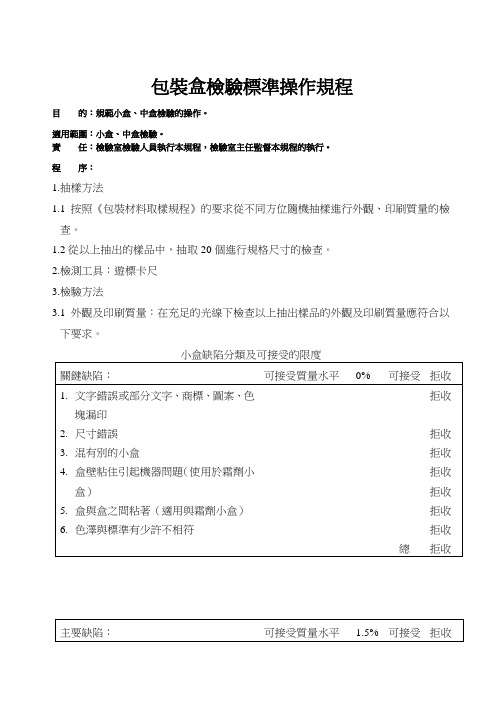
包裝盒檢驗標準操作規程目的:規範小盒、中盒檢驗的操作。
適用範圍:小盒、中盒檢驗。
責任:檢驗室檢驗人員執行本規程,檢驗室主任監督本規程的執行。
程序:1.抽樣方法1.1按照《包裝材料取樣規程》的要求從不同方位隨機抽樣進行外觀、印刷質量的檢查。
1.2從以上抽出的樣品中,抽取20個進行規格尺寸的檢查。
2.檢測工具:遊標卡尺3.檢驗方法3.1外觀及印刷質量:在充足的光線下檢查以上抽出樣品的外觀及印刷質量應符合以下要求。
3.2規格尺寸的檢查用遊標卡尺分別測量紙盒的長,寬,高,尺寸偏差應爲標準規定的±0.5mm。
3.3紙材應符合各品種標準項下的要求。
崩解时限检查法标准操作规程目的:制订崩解时限检查法标准操作规程。
适用范围:崩解时限检查。
责任:检验室检验人员按本规程操作,检验室主任监督本规程的实施。
程序:1. 简述1.1 本法(中国药典2000年版二部附录X A)适用于片剂(包括普通片、薄膜衣片、糖衣片、肠溶衣片及泡腾片)、胶囊剂(包括硬胶囊剂、软胶囊剂及肠溶胶囊剂),以及丸剂的溶散时限检查。
凡规定检查溶出度、释放度或融变时限的制剂,不再进行崩解时限检查。
1.2 片剂口服后,需经崩散、溶解,才能为机体吸收而达到治疗目的;胶囊剂的崩解是药物溶出及被人体吸收的前提,而囊壳常因所用囊材的质量,久贮或与药物接触等原因,影响溶胀或崩解;丸剂中不含有崩解剂,故在水中不是崩解而是逐渐溶散,且基质的种类与丸剂的溶解性能有密切关系,为控制产品质量,保证疗效,药典规定本检查项目。
1.3 本检查法中所称“崩解”,系指固体制剂于规定条件下在检查时限内全部崩解溶散或成碎粒,除不溶性包衣材料或破碎的胶囊壳外,应通过筛网。
深圳市德信诚经济咨询有限公司2.仪器与用具2.1 崩解仪(见中国药典2000年版二部附录X A的仪器装置)2.2 滴丸剂专用吊篮按2.1项下所述仪器装置,但不锈钢丝筛网的筛孔内径改为0.425mm.2.3 烧杯1000ml2.4 温度计分度值1℃3. 试药与试液3.1 人工胃液(供软胶囊剂和以明胶为基质的滴丸剂检查用)取稀盐酸16.4ml,加水约800ml与胃蛋白酶10g,摇匀后,加水稀释成1000ml,即得。
目录1. 目的 (2)2. 适用范围 (2)3. 抽样标准 (2)4. 试验项目 (2)5. 检验项目及其标准 (2)6. 检验常用单位代码对照表 (5)1. 目的为了规范公司金属质量要求,对金属外壳来料接收标准作出明确界定,作为检验和判定的依据。
2. 适用范围本标准适用于公司金属的检验。
3. 抽样标准抽样标准:依据GB/T2828.1-2003 正常‖级一次抽样,取值标准见表3.1。
表 3.1 AQL 取值标准4. 试验项目尺寸、试装项目每批试验10PCS,判定标准AC=0 。
5. 检验项目及其标准5.15.1外观检验条件、表面等级划分、缺陷定义5.1.1外观检验条件(1)照明:正常自然光线或等同效果日光灯照射下。
(2)视力:检验员双眼视力良好,无色盲、色弱,视力在1.0 以上。
(3)距离:眼睛与被检物表面距离300~450mm 左右。
(4)角度:视线与被检测表面大致垂直,必要时,可顺光或逆光进行检查。
(5)目视时间:5~10s。
5.1.2外观表面等级划分(1)I 级表面非常重要的区域:指组装成整机后的正前面、上表面(在使用过程能直接看到的表面)(2)II 级表面重要区域:指组装成整机后的侧面(需将视线偏转45°~90°才能看到的四周边)(3)III 级表面次重要的区域:指组装成整机后的底面(正常使用时看不到的底面) 。
(4)IV 级表面非重要的区域:指组装成整机后的内里面(正常使用时看不到的内里面) 。
5.1.3产品外壳分类按照质量要求,产品外壳划分为三类:A :代表仪器仪表类。
B:代表其他类。
C:代表教学产品类、门禁产品类。
5.2(1) 素材不良缺陷毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺。
划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。
裁切不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐。
变形:因加工设备调校不当或材料因內应力而造成的产品平面形变。

食品包装罐(金属罐)出厂检验报告-厂家自
检
1. 检验对象
本次出厂检验报告的检验对象为食品包装罐,具体为金属罐。
2. 检验目的
本次检验的目的是对食品包装罐的质量进行自检,确保符合相关的标准和要求,并保证产品的安全性和可靠性。
3. 检验方法
根据食品包装罐的性能要求和相关标准,我们采用以下方法进行自检:
1. 视觉检查:对罐体表面进行检查,确保无明显的变形、破损或划伤。
2. 尺寸检测:测量罐体的外径、内径和高度,确保尺寸符合要求。
3. 缺陷检测:使用探伤仪对罐体进行探伤,检测是否存在内部缺陷。
4. 封闭性检验:进行密封性测试,确保食品包装罐的密封性能
良好。
5. 重量测量:测量食品包装罐的重量,确保符合要求。
4. 检验结果
经过以上自检方法的检验,我们得出以下结果:
1. 视觉检查:罐体表面无明显变形、破损或划伤。
2. 尺寸检测:罐体的外径、内径和高度均符合要求。
3. 缺陷检测:经探伤仪检测,未发现内部缺陷。
4. 封闭性检验:食品包装罐密封性良好,符合要求。
5. 重量测量:食品包装罐的重量符合标准规定。
5. 结论
根据以上自检结果,食品包装罐(金属罐)通过了本次出厂检验,符合相关的标准和要求,具有良好的质量和安全性能。
五金机械行业常用的金属材料包装检验第一篇:五金机械行业常用的金属材料包装检验五金机械行业常用的金属材料包装检验-标志检验-规格尺寸的检验-数量的检验-表面质量检验-内部质量检验的保证条件-化学成分及内部质量检验常见的内部组织缺陷检验方法五金机械行业常用的金属材料包装检验-标志检验-规格尺寸的检验-数量的检验-表面质量检验-内部质量检验的保证条件-化学成分及内部质量检验常见的内部组织缺陷检验方法。
我国冶金产品使用的标准为国家标准(代号为国标“GB”)、部标(冶金工业部标准“YB”、一机部标准“JB”等)企业标准三级。
一、包装检验根据金属材料的种类、形状、尺寸、精度、防腐而定。
1、散装:即无包装、揩锭、块(不怕腐蚀、不贵重)、大型钢材(大型钢、厚钢板、钢轨)、生铁等。
2、成捆:指尺寸较小、腐蚀对使用影响不大,如中小型钢、管钢、线材、薄板等。
3、成箱(桶):指防腐蚀、小、薄产品,如马口铁、硅钢片、镁锭等。
4、成轴:指线、钢丝绳、钢绞线等。
对捆箱、轴包装产品应首先检查包装是否完整。
二、标志检验标志是区别材料的材质、规格的标志,主要说明供方名称、牌号、检验批号、规格、尺寸、级别、净重等。
标志有;1、涂色:在金属材料的端面,端部涂上各种颜色的油漆,主要用于钢材、生铁、有色原料等。
2、打印:在金属材料规定的部位(端面、端部)打钢印或喷漆的方法,说明材料的牌号、规格、标准号等。
主要用于中厚板、型材、有色材等。
3、挂牌:成捆、成箱、成轴等金属材料在外面挂牌说明其牌号、尺寸、重量、标准号、供方等。
金属材料的标志检验时要认真辨认,在运输、保管等过程中要妥善保护。
三、规格尺寸的检验规格尺寸指金属材料主要部位(长、宽、厚、直径等)的公称尺寸。
1、公称尺寸(名义尺寸):是人们在生产中想得到的理想尺寸,但它与实际尺寸有一定差距。
2、尺寸偏差:实际尺寸与公称尺寸之差值叫尺寸偏差。
大于公称尺寸叫正偏差,小于公称尺寸叫负偏差。
在标准规定范围之内叫允许偏差,超过范围叫尺寸超差,超差属于不合格品。
包装容器材料质量检验流程与标准包装容器材料质量检验流程与标准随着包装行业的发展,包装容器的材料质量成为了保障包装产品质量和安全性的关键因素。
对于包装容器材料的质量检验,不仅需要制定相应的流程,还需要明确相应的标准,以确保所生产的包装容器符合相关质量要求。
一、包装容器材料质量检验流程1. 材料采购:根据需要生产的包装容器的要求,选择合适的原材料供应商,并与供应商签订相应的合作协议。
合作协议中应明确原材料的质量要求和进货标准。
2. 材料接收检验:原材料送达后,由专门的质检部门进行接收检验。
检验内容包括外观检查、尺寸测量、物理性能测试等。
同时,还应抽取一定数量的样品进行化学成分分析。
3. 材料分类存储:检验合格的原材料根据其特性进行分类存储,避免不同性质的材料混淆。
4. 料仓清洁:在使用原材料之前,需要对料仓进行清洁,确保不会出现杂质污染。
5. 生产过程控制:在包装容器的生产过程中,需要进行全程监控和控制。
包括在生产过程中进行抽样检验、严格控制生产温度、压力等参数。
6. 成品检验:制成的包装容器需进行全面的成品检验。
检验内容包括外观检查、尺寸测量、物理性能测试等。
7. 包装环境控制:包装容器在包装过程中,需要确保生产环境的无菌和干净。
同时,还要对包装容器的封口进行质量检查。
8. 包装容器存储与运输:包装容器在存储和运输过程中,需要防止受到外部物理或化学因素的损伤。
必要时,可以进行随机抽样检验。
9. 定期检验和监控:对于包装容器的材料质量,需要进行定期检验和监控,以确保质量的稳定性。
检验内容可以根据实际情况进行调整。
二、包装容器材料质量检验标准1. 外观检查:包装容器的外观不能出现明显的破损、污染、变形等情况。
2. 尺寸测量:包装容器的尺寸应符合设计要求,不得出现明显偏差。
3. 物理性能测试:包装容器的物理性能测试包括但不限于抗压强度、抗冲击性能、耐高温、耐低温等指标。
具体指标可根据实际情况进行调整。
4. 化学成分分析:包装容器的化学成分应符合相关标准,不得含有对人体有害的有毒物质。
《我国药典》是我国药品及相关产业的权威标准,对药品包装材料的要求也十分严格。
在药品包装用金属方面,共有13个配套的检测方法,这些方法对于确保药品包装的安全性和质量至关重要。
本文将针对此主题进行详细介绍。
一、外观和尺寸1. 外观检验:对药品包装金属材料的外观进行检查,确保表面光洁、无划伤、无明显凹陷和氧化等情况。
2. 尺寸测量:测量金属材料的厚度、宽度和长度等尺寸,确保符合国家标准和药品包装要求。
二、成分和化学性质3. 成分分析:采用化学分析方法,对金属材料的成分进行分析,检测其是否符合药品包装的要求。
4. 化学性质测试:测试金属材料的化学性质,包括耐腐蚀性、酸碱性等,确保其在药品包装过程中不会对药物产生影响。
三、力学性能5. 强度测试:对金属材料进行拉伸、压缩等测试,检测其强度和韧性,以确保在包装过程中不易变形或破损。
6. 硬度测试:测试金属材料的硬度,确保其能够承受包装过程中的压力和外力。
四、表面性能7. 表面粗糙度测试:对金属材料的表面粗糙度进行测试,确保其表面光滑度符合药品包装的要求。
8. 清洁度测试:测试金属材料的清洁度,确保不含有对药品有害的杂质和污染物。
五、热学性能9. 热稳定性测试:测试金属材料在高温下的稳定性,确保在包装过程中不会出现变形或者释放有害物质。
10. 密封性能测试:对金属材料的密封性能进行测试,确保包装过程中不会出现渗漏或氧化等问题。
六、防腐性能11. 耐腐蚀性测试:测试金属材料的耐腐蚀性能,确保在长期储存过程中不易生锈或腐蚀。
12. 包装完整性测试:测试金属包装的完整性,包括焊接、接头等部分,确保在运输和储存过程中不会出现破损或松动。
七、其他13. 紫外线测试:测试金属材料的紫外线防护性能,确保在阳光下不会造成金属包装的材料变质或者药品受到影响。
《我国药典》对药品包装用金属的13个配套检测方法,涵盖了外观和尺寸、成分和化学性质、力学性能、表面性能、热学性能、防腐性能等多个方面,确保了金属材料符合药品包装的要求,保障了药品的质量和安全。