06钨极惰性气体保护焊
- 格式:ppt
- 大小:18.13 MB
- 文档页数:44
钨极氩弧焊钨极惰性气体保护电弧焊(tungsten inert —gas arc welding)使用纯钨或活化钨(钍钨、铈钨等)作为电极的惰性气体保护电弧焊,简称TIG焊优点(1)几乎可以焊接所有的金属或合金(2)焊接质量好(焊缝纯净、成形好、热影响区小) (3)适于薄板及打底/全位置焊(4)无飞溅缺点焊接效率低、成本高;对焊前清理要求严格;需要特殊的引弧措施;紫外线强烈、臭氧浓度高;抗风能力差。
材料:多用于有色金属及其合金厚度:多用于薄件(从生产效率考虑,以3mm以下为宜)位置:多用于打底(单面焊双面成形),薄件及管-管、管-板,也用于填充和盖面焊接材料(1)钢类焊丝可用的焊丝包括:实芯焊丝药芯焊丝(2)有色金属焊丝工艺参数焊丝直径、钨极直径、焊接电流、焊接电压、气体流量、(填丝速度)、(焊接速度)等。
电源直流电源、交流电源、交直流电源均采用陡降或垂直下降外特性。
陡降外特性的电源与普通电弧焊的并无多大差别,原则上可以通用。
直流正接优点电极载流能力强、熔深大、钨极烧损少、引弧容易反接没有阴极清理作用应用用于大多数的焊接场合(除Al、Mg外)交流正弦波交流:设备简单,但电弧稳定性差(要有特别稳弧措施)、有直流分量(要有特别措施消除)。
变脉宽方波交流:设备复杂,但电流参数灵活、电弧稳定、钨极烧损少,比正弦波交流有优势。
变极性方波交流:特点与变脉宽方波交流相同,但更好(因负半周电流大小对阴极清理作用影响更大)应用:用于焊接铝、镁、铝青铜等合金(表面易氧化、氧化膜致密)焊接设备电源控制系统引/稳弧装置焊枪供气系统(水冷系统)(自动焊设备还应包括焊接小车和送丝装置)焊接技术:1、选材:对结构钢,按等强原则选择焊接材料,对不锈钢、铝及铝合金等则主要考虑化学成分. ①焊丝的化学成分应与母材的性能相匹配,严格控制其化学成分、纯度和质量.主要化学成分应比母材稍高,以弥补高温的烧损.②TIG 焊使用钢焊丝时应尽量选专用焊丝,以减少主要化学成分的变化,保证焊缝一定的力学性能和熔池液态金属的流动性,获得良好的焊缝成型,避免产生裂纹等缺陷。

气体保护焊是利用外加气体作为保护介质的一种电弧焊方法,其优点是电弧和熔池可见性好,操作方便:没有熔渣或很少熔渣,勿需焊后清渣,适应于各种位置的焊接。
但在室外作业时需采取专门的防风措施。
根据保护气体的活性程度,气体保护焊可以分为惰性气体保护焊和活性气体保护焊。
钨极氩气保护焊是典型的惰性气体保护焊,它是在氩气(Ar)的保护下,利用钨电极与工件间产生的电弧热熔化母材和填充焊丝(如果使用填充焊丝)的一种焊接方法,通常我们一般用英文简称TIG(Tungsten Inert Gas Welding)焊表示。
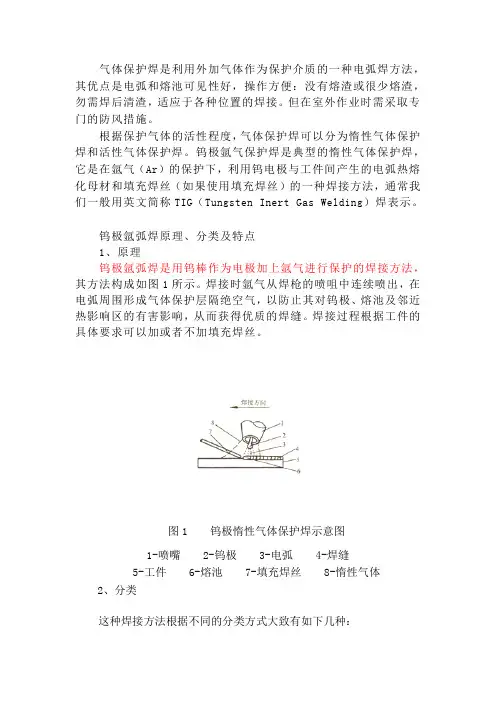
钨极氩弧焊原理、分类及特点1、原理钨极氩弧焊是用钨棒作为电极加上氩气进行保护的焊接方法,其方法构成如图1所示。
焊接时氩气从焊枪的喷咀中连续喷出,在电弧周围形成气体保护层隔绝空气,以防止其对钨极、熔池及邻近热影响区的有害影响,从而获得优质的焊缝。
焊接过程根据工件的具体要求可以加或者不加填充焊丝。
图1 钨极惰性气体保护焊示意图1-喷嘴 2-钨极 3-电弧 4-焊缝5-工件 6-熔池 7-填充焊丝 8-惰性气体2、分类这种焊接方法根据不同的分类方式大致有如下几种:上述几组钨极氩弧焊方法中手工操作应用最为广泛。
3、特点这种焊接方法由于电弧是在氩气中进行燃烧,因此具有如下优缺点:1)氩气具有极好的保护作用,能有效地隔绝周围空气;它本身既不与金属起化学反应,也不溶于金属,使得焊接过程中熔池的治金反应简单易控制,因此为获得高质量的焊缝提供了良好的条件。
2)钨极电弧非常稳定,即使在很小的电流情况下(<10A)仍可稳定燃烧,特别适合于薄板材料焊接。
3)热源和填充焊丝可分别控制,因而热输入容易调整,所以这种焊接方法可进行全位置焊接,也是实现单面焊双面成形的理想方法。
4)由于填充焊丝不通过电流,故不会产生飞溅,焊缝成形美观。
5)交流氩弧在焊接过程中能够自动清除工件表面的氧化碳作用,因此,可成功地焊接一些化学活泼性强的有色金属,如铝、镁及其合金。
钨极惰性气体保护焊(TIG)一TIG焊的特点及应用•几个概念:钨极惰性气体保护电弧焊(tungsten inert-gas arc welding)使用纯钨或活化钨(钍钨、铈钨等)作为电极的惰性气体保护电弧焊,简称TIG 焊。
•背景:1930s,航空工业提出有色金属的焊接要求,而MMA和SAW不能很好地解决这个问题,为适应有色金属的焊接,钨极氩弧焊应运而生。
1、TIG焊的原理(如图)2、TIG焊的特点优点:(1)几乎可以焊接所有的金属或合金(2)焊接质量好(焊缝纯净、成形好、热影响区小)(3)适于薄板及打底/全位置焊(4)无飞溅缺点:焊接效率低、成本高;对焊前清理要求严格;需要特殊的引弧措施;紫外线强烈、臭氧浓度高;抗风能力差。
焊接过程动画3、TIG焊的应用材料:多用于有色金属及其合金厚度:多用于薄件(从生产效率考虑,以3mm 以下为宜)二TIG 焊的电流种类和极性1、直流TIG焊正接与反接焊接效果图实际很少采用电极载流能力弱、熔深小、钨极烧损严重、引弧困难有阴极清理作用反接(DCEP)用于大多数的焊接场合(除Al 、Mg 外)没有阴极理作用电极载流能力强、熔深大、钨极烧损少、引弧容易正接(DCEN)应用缺点优点极性钨极电流承载能力及阴极清理作用(阴极雾化作用)的机理反接(左),在电场作用下正离子高速撞击工件(氧化膜),使氧化膜破碎、分解而被清理掉。
正接右图,电子向工件运动,不能击碎氧化膜,没有清理作用。
但此时大量电子从钨极上发射,对钨极产生冷却作用,所以钨极烧损少、电流承载能力大。
大量电子从工件向钨极运动,把大量能量交给钨极,导致其温度升高而烧损。
(电流承载能力只有正接的1/10。
)2、交流TIG焊t应用:用于焊接铝、镁、铝青铜等合金(表面易氧化、氧化膜致密)。
正半周电极烧损降低,负半周获得阴极清理作用/熔深和钨极的电流承载能力介于DCEN 与DCEP 之间(左图)。
DCEN AC三TIG焊设备1、分类及组成组成:电源控制系统引/稳弧装置焊枪供气系统(水冷系统)(自动焊设备还应包括焊接小车和送丝装置)1)焊接电源直流电源、交流电源、交直流电源均采用陡降或垂直下降外特性。
钨极惰性气体保护焊TIG焊的原理及特点及焊接材料定义:使用钨极或者活化钨极作为电极的非熔化极惰性气体保护焊方法(TIG)(Tungsten Inert Gas)。
一、TIG焊的基本原理及分类1.TIG焊的工作原理利用钨极与焊件之间的电弧热,在惰性气体的保护下,熔化焊丝及焊件形成熔池,凝固后形成焊缝。
2.TIG焊的分类分为手工IG焊和自动IG焊。
二、TIG焊的特点及应用特点:(1)焊接质量好;(2)适应性强(电弧稳定、不飞溅、热源焊丝分别控制、全位置焊接、机械化自动化);(3)可焊金属多(惰性、阴极雾化);(4)生产效率低(钨极限制,电流小、熔深浅、熔敷速度小);(5)成本高。
应用:可用于焊接各种金属,尤其是活泼金属的焊接;在各个领域都有应用;能适应厚、薄件、超薄件(0.1mm)的焊接及全位置焊接;适合6mm以下,6mm以上用于打底焊。
薄件:不开坡口,不填丝,可采用脉冲焊;厚件:填充焊丝,开坡口,热丝焊。
三、TIG焊的焊接材料1.TIG焊的钨极和焊丝(1)电极材料TIG焊电极的作用是导通电流、引燃电弧并维持电弧稳定燃烧。
要求:1)由于焊接过程中要求电极不熔化,因此电极必须具有高的熔点,钨的熔点为3380°C以上,可满足要求。
损耗:正常:氧化、蒸发。
异常:短路时,特别是与熔池短路时。
2)电流容量大:即一定直径的钨极允许通过的最大电流。
允许通过的电流是有限的,过大则钨极熔化。
形成熔球,电弧漂移。
3)引弧及稳弧性能好,还要求电极具有较低的逸出功、较大的许用电流、较小的引燃电压。
纯钨(W): 直流焊时引弧相对较差, 易形成光滑的球端,电流负载能力低、寿命短钍钨(WTh): 引弧非常容易, 更高的负载能力,但稍带放射性铈钨(Wce): 性能优于钍钨,无放射性,寿命长,载流能力大(高5~8%);阴极电位低、电弧稳定。
镧 钨(WL ): 比钍钨或铈钨有更长的使用寿命, 但引弧性能不好。
电极的颜色:钍钨极-红色,铈钨极-灰色,纯钨极-绿色 常用直径:0.5mm 、1.0mm 、1.6mm 、2.0mm 、2.5mm 、3.2mm 、4.0mm 、5.0mm牌号:W Ce —20(2)焊丝采用TIG 焊焊接厚板时,需要开V 形坡口,并添加必要的填充金属。
第六章钨极惰性气体保护焊一、教学目的:掌握TIG焊的原理、特点及应用掌握直流TIG焊、交流TIG焊的特点及应用了解TIG焊的组成及设备理解TIG焊焊接工艺参数的选择掌握TIG焊的操作技术了解其他的TIG方法二、教学重点:TIG焊的原理、特点及应用直流TIG焊、交流TIG焊的特点及应用TIG焊的操作技术三、教学难点:直流TIG焊、交流TIG焊时的优缺点及应用TIG焊焊接工艺参数的选择四、参考学时数:12学时,其中实训6课时五、主要教学内容:第一节 TIG焊的特点及应用一、TIG焊的原理TIG焊是在惰性气体的保护下,利用钨极与焊件间产生的电弧热熔化母材和填充焊丝,形成焊缝的焊接方法。
TIG焊一般采用氩气作保护气体,称为钨极氩弧焊。
二、TIG焊的特点TIG焊与其他焊接方法相比有如下特点:(1)可焊金属多几乎可以焊接所有的金属。
(2)适应能力强钨极电弧稳定,飞溅小,热输入容易调节,可进行各种位置的焊接。
(3)焊接生产率低钨极承载电流能力较差,为了避免发生夹钨现象,一般TIG焊使用的电流比较小。
(4)生产成本较高惰性气体价格比较昂贵,因此生产成本高。
三、TIG焊的应用TIG焊几乎可以焊接所有的金属,特别适合焊接化学性质活泼的金属及其合金。
表6-1 TIG焊的应用范围第二节TIG焊的电流种类和极性一、直流TIG焊1、直流正极性法直流正极性法焊接时,焊件接电源正极,钨极接电源负极。
直流正极性有如下特点:1)熔池深而窄,焊接生产率高,焊件的收缩应力和变形都小。
2)钨极许用电流大,寿命长。
3)电弧引燃容易,燃烧稳定。
直流正极性可以焊接除铝、镁及其合金以外的其他金属。
2、直流反极性法直流反极性时焊件接电源负极,钨极接正极。
直流反极性TIG焊具有很好的阴极破碎作用,对铝、镁等易氧化形成致密氧化膜的金属来说,使焊缝表面光亮美观,成形良好。
单钨极处在阴极时容易造成阴极过热,钨极损耗严重,而且容易给焊缝带来夹钨,焊件上得到的能量较少,因此焊缝熔深浅。
氩弧焊钨极惰性气体保护焊是使用钨极或活化钨作为非熔化极,采用惰性气体作为保护气体的电弧焊方法。
钨极惰性气体保护焊又称TIG焊。
一、TIG工作原理钨极被夹持在电极夹上,从TIG焊焊枪的喷嘴中伸出一定长度。
在伸出的钨极端部与焊件之间产生电弧,对焊件进行加热。
与此同时,惰性气体进入腔体,从钨极的周围通过喷嘴喷向焊接区,以保护钨极、电弧及熔池使其免受大气的侵害。
当焊接薄板时,一般不需要添加焊丝,可以利用焊件被焊部位自身熔化形成焊缝。
当焊接厚板或带有坡口的焊件时,可以从电弧的前方把填充金属以手动或自动的方式,按一定的速度向电弧中送进。
填充金属熔化后进入熔池,与母材熔化金属一起冷却凝固形成焊缝。
二、焊接电源TIG 焊焊接电源分直流电源和交流电源。
1、直流电源直流TIG焊时,电流不发生极性变化,但电极接正还是接负,对电弧的性质及母材的熔化有很大影响。
(1)直流反接当焊件接在直流电源的负端,而钨极接在直流电源的正端时,称为直流反接。
直流反接时电弧对母材表面的氧化膜有“阴极清理”作用,这种作用也被称为“阴极破碎”或“阴极雾化”作用。
(2)直流正接当钨极接在直流电源的负端,而工件接在直流电源的正端时,称为直流正接。
2、交流电源在生产时,焊接铝、镁及其合金时一般采用交流电源。
采用交流电源的原因是:t正半波:W(-),工件(+)阴极发热量小,许用电流大,热量损失小,利于电子发射,弧柱导电性好,电流大,电压低负半波:W(+),工件(-) 工件散热快,不利于电子热发射,引弧困难,电弧不稳定,电流小,电压低,可见两个半周波形不对称三、TIG焊设备1、钨极对钨极的要求:①引弧及稳弧性能好;②耐高温,不易损耗;③电弧容量大。
在焊接过程中钨极很容易烧损。
2、焊枪焊枪的作用是夹持钨极、传导焊接电流和输送并喷出保护气体。
对焊枪的要求:①夹持电极可靠,导热性好;②保护气体流出时保护可靠,减小气体紊乱程度;③具有良好的冷却性;④可达性好,便于操作;⑤结构简单,重量轻,耐用维修方便。