典型的小板坯连铸机设计
- 格式:pdf
- 大小:183.16 KB
- 文档页数:2
2300mm单流板坯连铸机设计特点及生产实践摘要:本书介绍了某钢厂2300mm单流板坯连铸机的主要技术参数、设计特点和生产实践。
该连铸机由中冶赛迪工程技术股份有限公司以EP形式总承包,承包范围包括改造项目的工程设计、设备供货、调试、技术服务、人员培训工作内容。
实践表明,该设备运行良好,铸坯质量优良,各项指标达到设计要求。
关键词:板坯连铸机;设计特点;生产实践江苏某钢铁集团转炉炼钢厂某车间现有3座180t转炉,4台板坯连铸机,1台6机6流小方坯连铸机。
为提高产品附加值,同时解决转炉与6流小方坯连铸机的匹配问题,决定将小方坯连铸机拆至其他车间,利用原有场地新建2300mm 单流板坯连铸机,向同期建设的3500mm轧机供坯。
1.连铸机主要技术参数连铸机设计年产量为150万t合格板坯,主要生产碳素结构钢、低合金结构钢、造船钢板、锅炉钢板、压力容器板、汽车大梁板、桥梁板、管线板、工程模具用钢等,其主要技术参数见表2。
2.连铸机主要设计特点2.1中间罐流场优化本工程采用大容量中间罐技术。
为进一步改善钢水在中间罐内的流动条件,减小钢流死区并增加钢液在中间包内停留时间,使非金属夹杂物颗粒尽可能在中间包内上浮排除,采用仿真软件对中间罐的内腔结构和控流装置进行了优化分析,指导中间包及耐材设计[1]。
设计中间罐容量为正常约60 t,溢流约65 t。
2.2结晶器液压振动装置结晶器液压振动装置采用赛迪自主研发的两片式结构,由七阶三角函数式非正弦振动曲线、逆向变化的振动工艺同步控制模型、液压振动机械装置、自动化控制系统和液压伺服控制系统组成[2]。
可实现正弦振动波形和非正弦振动波形[3],非正弦振动波形最大波形偏斜率可达40%;振频、振幅和振动波形随钢种、拉速等工艺参数在线可调,振动频率为0~400 次/min;板簧导向机构精度高,无需润滑,且没有重力补偿弹簧,消除了由于补偿弹簧本身的差异所带来的干扰;同步性能好,振动精度高,铸流/宽度方向小于0.1mm,可有效减小铸坯振痕深度,改善铸坯表面质量,且在快速浇铸时的生产可靠性大大增加,漏钢几率大幅下降,有利于板坯产量的提高。
液压振动能实现振动频率、振幅、波形的在线动态调整和非正弦曲线振动,较机械振动可大幅提高振动频率,便于针对不同钢种、不同浇铸温度、不同拉速匹配更合理的振动参数,提高铸坯的表面质量。
3)参数振动曲线:正弦波或非正弦波,非正弦波最大偏斜率30% 频率:40~260次/分(无级调速)振幅:±2-±5mm有级可调驱动液压缸:带伺服阀块和高精度AST位移传感器2、其余同方案一改造效果:拉速保持2.5m/min,保证火切机前1100°C的铸坯表面温度。
(三)后部改造内容辊道改造切割后16m辊道从通辊改为单流传动。
捞钢机前16m辊道从通辊改为单流传动。
1、切割后辊道1)功能切割后辊道主要用于运坯。
2)结构切割后辊道每流由10个辊子组成。
每组辊道每流由2套电机—减速机集中链条传动。
每个辊子都有单独的轴承支承,辊道梁和轴承座内部通水冷却。
3)参数辊道型式:集中链条传动辊道速度:0.5~5m/min辊子数10(每流)传动辊子数10(每流)辊子直径Ф316mm辊子间距1600mm驱动电机(变频调速)7.5kW辊子驱动由齿轮电机驱动2、输送辊道1)功能输送辊道主要用于运坯。
2)结构输送辊道每流由10个辊子组成。
每组辊道每流由2套电机—减速机集中链条传动。
每个辊子都有单独的轴承支承,辊道梁和轴承座内部通水冷却。
3)参数辊道型式:集中链条传动辊道速度:30m/min辊子数10(每流)传动辊子数10(每流)辊子直径Ф330mm辊子间距1600mm驱动电机(变频调速)7.5kW辊子驱动由齿轮电机驱动3、辊道设置保温罩1)功能对出二冷段和辊道上的铸坯表面进行保温,使铸坯表面回温。
2)结构与位置在切割后到捞钢机前的辊道上设置铸坯保温罩,长度约50m。
采用钢结构保温罩内衬保温棉。
捞钢机⑴功能描述将铸坯从出坯辊道各流上移至正对热送辊道的位置上。
⑵设备组成及结构特点捞钢机由固定在土建基础上的导轨和在其上行走的小车组成,可双向行走。
1绪论1.1选题的背景和目的1.1.1选题的背景鞍钢第二炼钢厂现有职工1855人,下设5个生产车间和4个辅助车间。
厂区占地面积17.8万平方米,建筑面积20.8万平方米。
设备总量3.6万吨,主要设备有:100公称吨氧气顶吹转炉3座,R5.25米弧型机六流高效连铸机两台,板坯连铸机2台,600公称吨混铁炉2台,铁水预处理和炉外精练设备各1套。
钢年生产能力330万吨,方坯年生产能力190万吨,板坯年生产能力180万吨。
正在建另一台板坯连铸机,预计2003年5月投产,拟再建一座转炉,届时年钢产量将达450万吨。
主要产品规格:方坯120mm2、150mm2;板坯150mm×(850mm~1200mm);135mm×(900mm~1550mm);100mm×(900mm~1550mm);主要生产品种有:普通碳素结构钢、优质碳素结构钢、低合金钢、高合金钢、铝钢、军工钢等7个系列120多个品种。
1.1.2选题的目的本次设计的板坯连铸垛卸板机,为经连续铸钢后的板坯出坯后,用来堆垛钢板的一台设备。
连铸垛卸板机为连铸机出坯系统中的一台专用设备。
它承载能力大,结构简单,占地面积小,便于集中控制且检修周期长,在满足生产要求的同时,提高了成材率和劳动生产率。
提高了连铸机的生产效率,缩短了劳动时间和工人的劳动强度。
1.2连铸在国内外的发展概况钢液经过连续铸钢机(简称连铸机)直接生产钢坯的方法叫连续铸钢,它生产出来的钢坯叫连铸坯。
连续铸钢技术是在五十年代发展成功的。
从六十年代中期就在钢铁工业中迅速发展。
七十年代以后,发展更为迅速,世界连铸比以3%的速度增长。
到1986年,世界钢的连铸比已达52%。
在几个主要产钢国家中,连铸比增长更快,日本连铸比1979年为52%,1986年为92%;美国1979年为16.7%,1986年为53.6%,西欧一些国家连铸比已达100%。
日本是一个资源极其贫乏的国家,钢铁工业消耗量很大的原材料和燃料都需要耗用大量外汇从国外进口,日本的第一台连铸机是1955年投产的,开始对连铸并未引起重视,到1965年后,不断认识到发展连铸技术会带来巨大的经济利益,就不断投入大量的资金和力量。
永锋钢铁8流小方坯连铸机设计特点摘要:介绍永锋钢铁8流小方坯连铸机设计特点,该连铸机具有流数多、生产品种丰富、配置先进、自动化控制程度高的特点。
关键词:小方坯连铸机;设计特点;8流前言为了贯彻我国钢铁发展产业政策,淘汰落后产能,节能减排,优化生产结构,大力发展循环经济,山东莱钢永锋钢铁有限公司在不扩大产能的情况下进行技术升级改造,新建一台8机8流、铸坯断面为150mm×150mm(预留180mm×180mm)的小方坯连铸机,有利于进一步提高综合经济效益。
1生产规模及产品生产规模:年产合格方坯158万吨;铸坯断面:150mm×150mm,预留180mm×180mm;浇铸钢种:碳素结构钢、优质碳素结构钢、合金结构钢、冷镦钢、焊条钢、弹簧钢、轴承钢、非调质钢、标准件用钢等;代表钢种:Q235、82B、40Cr、ML45Mn、H08A、50CrVA、GCr15、F45MnV、BL2等。
2连铸机性能参数3连铸机工艺布置小方坯连铸机车间厂房由连铸跨、出坯跨组成,两跨平行布置。
连铸机回转台布置在连铸跨与钢水接收跨之间,浇铸设施、操作平台、结晶器及振动装置、导向段设备、引锭杆及存放设备、切割设备等布置在连铸跨,运输辊道设施、冷床设施布置在出坯跨。
中间包修砌、中间包干燥、中间包存放、结晶器维修、结晶器存放、振动装置维修等设备布置在连铸跨厂房内,铸坯堆存区域设在出坯跨。
4连铸机设计特点(1)连铸机机型选择大半径弧形连铸机,采用连续矫直技术,减小连铸坯的变形率,防止铸坯表面及内部裂纹。
(2)带升降、称量和钢包加盖的碟式大包回转台。
(3)按中间包冶金原理优化设计,采用大容量中间包,增加钢水在中间包内的平均停留时间,促进夹杂物充分上浮。
(4)中间罐钢水液面采用双渣保护:第一层采用合成渣,使钢液与空气隔绝并吸收上浮的夹杂物;第二层采用天然渣(炭化稻壳),覆盖于合成渣上面保温。
(5)中间罐采用碱性耐火材料,其氧化物易被钢液溶解且不易还原,具有较好的耐钢水热冲击和耐机械侵蚀性能,可以充分预热,降低第一包钢水的温降。
毕业设计--- 年产200万吨小方坯炼钢-连铸系统设计内蒙古科技大学本科生毕业设计说明书题目:学生姓名:学号:专业:班级:指导教师:目录摘要ABSTRACT第一章文献综述国内外炼钢及连铸的开展概况第二章炼钢厂生产规模及产品方案确定第三章炼钢车间设计方案第四章金属平衡计算炼钢厂的物料平衡计算第五章炼钢设备选型及技术性能第六章连铸机主要设计决定、特点和规划第七章连铸机主要工艺参数7.2 连铸机生产能力确实定第八章连铸机主要设备的选择8.1 钢包及钢包载运设备8.2 中间包及其载运设备8.4 二冷区设计8.5 拉矫和引锭装置8.6 铸坯切割装置8.7 辊列设计及后步工序其它设备第九章连铸系统工艺布置及主要流程9.1 主要流程9.2 连铸系统工艺布置第十章环境保护与平安卫生设计第十一章投资估算及技术经济分析概述年产200万吨小方坯炼钢-连铸系统设计摘要连铸技术比传统的铸造技术有着很高的优越性,使得其在现代钢铁工业中占据着不可替代的位置。
本设计为年产200万吨小方坯炼钢-连铸系统,主要内容包括生产规模及产品方案确定、炼钢车间工艺布置、主要流程及工艺技术特点、金属平衡计算、主要设备选型及技术性能、环境保护与平安卫生、投资估计及技术经济分析概述。
设计过程中本着投资省、经济效益佳、多品种、高质量、生产平安、操作顺利、维修方便和符合国家产业政策的原那么,对连铸机工艺参数、设备参数以及设备的选择进行了详细的计算和说明。
设计中充分借鉴了国内外先进企业生产经验,并参阅了相关文献资料,采用了一些先进、可靠、适用、经济的技术和先进设备,而且明确阐述了所选用生产设备的原那么、优点和相应技术特点。
为顺应国家提出的节能减排、环保及劳动平安方面的要求,设计中对连铸车间的环境保护、劳动平安采取了有利措施,同时对该连铸系统投资和技术经济进行了分析。
本连铸机是具有高拉速、高生产率及生产高质量铸坯的高效连铸机,因此该连铸机适合当前社会开展的需要。
课程设计--小方坯连铸机的设计一引言连铸技术是现代炼钢生产中最具有革命性的技术之一,其特点是节约能源、提高成材率和便于机械化、自动化操作,在过去的三十年中连铸技术得到了快速的发展与推广,特别是在两次世界石油危机的推动下,连铸生产规模空前扩大,涌现了许多实现全连铸的钢铁联合企业,连铸比的高低已经成为一个国家钢铁工业发展水平的标志。
随着现代工业对特殊钢、高质量钢的需求不断扩大,以及连续铸钢技术的迅速发展,对连铸工艺过程也有了更高的要求。
连续铸钢工艺从原料到成品的过程中起着关键性作用。
连铸工艺的优与劣直接影响钢产品的质量、性能和企业的经济效益。
且随着炼钢和轧钢技术的进展,钢铁工业结构的变化和对产品的规格、质量的新要求,这使得采用常规和铸锭—开坯工艺难以满足一些大型钢铁企业的生产和发展,为此,研究连铸的新工艺和新技术是必要的。
本文在阅读大量文献基础上,着重介绍了小方坯连续铸钢的发展概况、连铸机的选型,以及连铸机的工艺参数确定、设备的选型和相关参数进行了设计,并对连铸车间进行布置,使其保证连铸稳定、持续的进行。
最后本文还介绍了一些方坯连铸的新技术。
第一章绪论1.1我国方坯连铸发展的状况我国是在炼钢生产中研究、应用连铸技术较早的国家之一。
20世纪50年代中期,当连铸技术在前苏联、英国、意大利、加拿大等国进入工业性试验阶段时,我国即着手进行试验研究工作。
1956年我国在当时的重工业部钢铁综合研究所建成了直径80mm的圆坯半连铸试验装置。
1957年在上海钢铁公司中心试验室建成一台高架立式方坯连铸机;1958年在唐山钢铁厂建成了第一台工业生产的立式连铸机,同年在重庆第三钢铁厂建成投产一台两机两流,配合30t转炉,浇铸175mm×250mm矩形坯的立式连铸机。
1960年在唐山钢铁厂建成一机一流,配合5t转炉浇铸150mm×150mm小方坯的立式连铸机。
我国发展的连铸机型大多为立式连铸机,生产效率低。
•新技术新设备*不锈钢小方坯连铸机改进设计刘俊平S代英男2,李新强1,田川1,丘铭军1(1.中国重型机械研究院股份公司,陕西西安710032; 2.辽宁忠旺机械设备制造有限公司,辽宁辽阳111003)摘要:本文以某厂的不锈钢六流方坯连铸机为例,从精细化设计的角度出发,详细论述小方坯连铸机设备的改进方式,从浇钢区设备、结晶器振动装置、拉矫机和出坯设备展开说明,将设备设计改进前后的情况对比分析。
实践证明本文改进布局合理,降低了生产成本,对不锈钢小方坯连铸机的设计提供参考。
关键词:不锈钢小方坯连铸;精细化设计;中间包;结晶器振动装置;拉矫机;出坯设备中图分类号:TF777文献标识码:A文章编号:1001-196X(2019)02-0012-05Improve"design of stainless steel billet casterLIU Jun-Ping1,DAI Ying-Nan2,LI Xin-Qiang1,TIAN Chuan1(1.China National Machinery Research Institute Co.,Ltd.,Xi'an710032,China;2.Liaoning Zhongwang Machinery Equipment Manufacturing Co.,Ltd.,Liaoyang111003,China)Abstract:This paper takes a six strand stainless steel bPlet caster as the object,it discusses the ways of improvement from the aspect of pricise desion,and elaborates the equipment of casting area,osciPator,withdrawunit and equipment of runout area.The improved running condition shows that the improved devicc is reasonable,it could cut the output cost.This paper could pave the way of stainless steel bPlet caster desion.Keywords:stainless bPlet caster;pricise design;tundish;mold oscillator;withdraw unit;equipment ofrunout area0前言在现代连铸技术中,小方坯连铸设备技术是非常成熟的。
《板坯连铸机改造设计》篇一一、引言板坯连铸机是钢铁生产中的重要设备,对钢铁生产的效率和品质具有重大影响。
然而,随着科技的不断进步和市场需求的日益变化,传统的板坯连铸机已经难以满足现代钢铁生产的需求。
为了进一步提高板坯连铸机的生产效率和产品质量,对其进行改造设计势在必行。
本文将对板坯连铸机的改造设计进行详细的探讨,旨在为相关企业提供可参考的改造方案。
二、现状分析当前,传统的板坯连铸机存在以下问题:一是生产效率较低,难以满足市场需求;二是产品质量不稳定,影响钢铁产品的后续加工;三是能耗较高,不符合国家节能减排的政策要求。
因此,对板坯连铸机进行改造设计,旨在提高其生产效率、产品质量和能源利用效率,具有十分重要的意义。
三、改造设计目标针对传统板坯连铸机存在的问题,改造设计的目标主要包括以下几个方面:1. 提高生产效率:通过优化连铸机的结构,提高其运行速度和稳定性,从而提高生产效率。
2. 提升产品质量:通过改进连铸机的浇注、冷却和切割等工艺流程,提高产品的质量稳定性。
3. 降低能耗:通过采用先进的节能技术和设备,降低连铸机的能耗,提高能源利用效率。
四、改造设计方案针对上述目标,提出以下改造设计方案:1. 优化连铸机结构:对连铸机的传动系统、导流系统等关键部位进行优化设计,提高其运行速度和稳定性。
2. 改进工艺流程:对浇注、冷却和切割等工艺流程进行改进,采用先进的工艺技术和设备,提高产品的质量稳定性。
3. 节能减排措施:采用先进的节能技术和设备,如变频调速、余热回收等,降低连铸机的能耗,同时减少废气、废水等污染物的排放。
五、结论通过对板坯连铸机进行改造设计,不仅可以提高其生产效率和产品质量,还可以降低能耗,符合国家节能减排的政策要求。
因此,对板坯连铸机进行改造设计具有重要的现实意义和长远的发展前景。
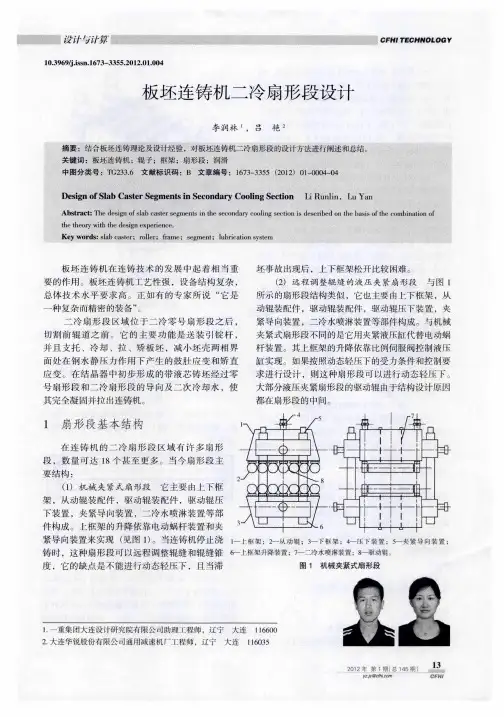
板坯连铸机零号扇形段的设计
扇形段是连铸机的重要组成部分,是实现连铸机自动化生产的保证,其设计的准确性
直接影响着连铸机的效果和质量。
本文就是讨论钢板坯连铸机零号扇形段的设计。
首先,为钢板坯连铸机零号扇形段设计采用了静态平衡外螺纹推进装置。
该装置对推
进每公斤材料需求的能量比正常电机更低,在节省能耗和改善连铸加工效率方面具有重要
意义。
采用本装置的螺纹配件为连铸机提供了准确可靠的推进力,从而保证钢板坯的质量。
其次,为钢板坯连铸机零号扇形段设计采用了机床主轴系统和导轨系统。
这种系统使
用精度高的直线导轨,有良好的滑动性能,可以精确控制每公斤材料的推进速度,保证其
准确性,确保生产过程的稳定性。
接着,为了满足钢板坯连铸机零号扇形段设计的要求,使用了气体液压液机组系统。
这种系统能够凭借其超强的压缩能力对每公斤材料进行准确的推进,加工过程中能够保证
每公斤钢板坯的质量。
最后,钢板坯连铸机零号扇形段的设计需要采用自动检测系统,以降低生产中可能出
现的故障和质量问题。
这种系统能够快速准确地检测推进速度、温度、压力和噪声等指标,从而确保每公斤材料的质量和加工准确性。
综上所述,为钢板坯连铸机零号扇形段设计采用静态平衡外螺纹推进装置、机床主轴
系统和导轨系统、气体液压液机组系统、以及自动检测系统,为钢板坯的推进及加工提供
准确可靠的保证,确保生产的高效率和高质量。
方坯连铸工艺培训课件一、方坯连铸工艺流程简图二、方坯连铸基本参数铸坯断面:150×150mm定尺长度:6~12m(实际最短生产过9.25的,拉速2.1m/min)连铸机主要设备性能4.1钢包汇总台4.1钢包回转台功能支承钢包并将满包从受包位旋转到中间罐上方的浇铸位。
4.2中间罐功能保证连浇;均匀分配钢流到结晶器;促使夹杂物上浮。
结构型式中间罐为梯形带盖式,主要技术参数中间罐最大容量20t钢水液面高度工作液面:800mm主要技术参数烘烤时间180min烘烤温度~1000℃4.5结晶器功能将钢水凝结成型,使浇入其中的钢水快速冷却。
在引锭头拉出结晶器铜管后,凝结的钢水坯壳能承受内部还未凝固的钢水静压力。
结构型式结晶器为套管式,主要由内壁镀铬的三维立体锥度铜管、精密加工成型的整体铜水套、钢结构外壳、上下法兰、卡板及密封件等部分组成。
铜管材质为磷脱氧铜。
主要技术参数铜管长度900mm防止结构型式主要由不锈钢喷淋管、活接头、不锈钢喷嘴及托架等组成,喷淋管沿弧线纵向布置。
主要技术参数冷却段数3(含喷淋环)喷淋管长度~4.5m喷嘴型号3/8PZ17080QZ5*12PZ8065QZ5*28PZ8047QZ5*284.8导向段功能开浇时引导引锭杆进入结晶器并在浇铸时支承铸坯。
结构型式导向段位于喷淋集管组与拉矫机之间,主要由导向辊、支座、侧导辊、压辊及侧导板等组成。
功能开浇时引锭头堵住结晶器下口,把初步凝固的铸坯拉出结晶器,引入拉矫机。
结构型式主要由自适应型引锭头、刚性杆身、链条及联接件、传动系统、导向轮及安全装置所组成。
铸机开浇前,启动存放装置电动机使引锭杆下降至拉矫机内。
引锭结束后,引锭杆运行至存放位置。
主要技术参数引锭杆外弧半径R8m引锭杆长度(弧度)~87°送引锭杆速度1~4.0m/min4.11切前/输送/出坯辊道)。
坯。
主要技术参数行程~20000mm(工作行程)轨距~13000mm轮距/轮径~2100mm/D300mm4.13翻转冷床功能翻转冷却铸坯,防止铸坯变形结构型式冷床为液压传动、步进翻转式。
《板坯连铸机改造设计》篇一一、引言板坯连铸机是钢铁生产中的重要设备,对钢铁生产的效率和品质具有重大影响。
然而,随着生产技术的不断进步和市场需求的不断变化,原有的板坯连铸机在生产过程中逐渐暴露出一些问题和不足。
为了适应市场需求,提高生产效率和产品质量,对板坯连铸机进行改造设计显得尤为重要。
本文将详细介绍板坯连铸机改造设计的背景、目的和意义。
二、板坯连铸机现状分析在目前的生产过程中,板坯连铸机主要存在以下问题:1. 设备老化:部分设备已经使用多年,设备性能逐渐下降,影响了生产效率和产品质量。
2. 技术落后:现有的连铸技术已经无法满足当前的生产需求和环保要求。
3. 操作复杂:操作流程繁琐,需要大量的人力投入,增加了生产成本。
针对《板坯连铸机改造设计》篇二合同内容一、当事人甲方(改造方):__________________________乙方(委托方):__________________________二、项目概述鉴于乙方对板坯连铸机的改造需求,甲方同意为乙方提供板坯连铸机改造设计服务。
三、项目内容及要求1. 改造设计范围:本合同所涉及的改造设计范围包括但不限于对板坯连铸机的结构、工艺、控制系统等方面的改造。
2. 设计要求:甲方应根据乙方的实际需求和现场条件,进行详细的设计规划,确保改造后的板坯连铸机能够满足生产需求,并具备高效、稳定、安全的特点。
3. 技术标准:改造设计应符合国家相关技术标准及行业规范,确保改造后的设备能够正常运行。
4. 设计交付物:甲方应向乙方提供改造设计的详细图纸、技术文档及相关资料。
四、合同价款及支付方式1. 合同价款:经双方商定,本合同的总价款为人民币__________元(大写:__________元整)。
2. 支付方式:乙方应按照以下约定向甲方支付合同价款:(1)合同签订后,乙方支付甲方合同总价款的______%;(2)设计完成并经乙方确认后,乙方支付甲方剩余的合同总价款。