第十四章 橡胶的挤出
- 格式:doc
- 大小:134.00 KB
- 文档页数:13
橡胶加工的实验报告《橡胶加工的实验报告》橡胶是一种常见的材料,广泛应用于制作轮胎、密封件、管道和其他工业产品中。
橡胶的加工过程对其性能和质量有着重要影响。
为了了解橡胶加工的过程和影响因素,我们进行了一系列实验,并撰写了以下实验报告。
实验一:橡胶的挤出加工我们首先进行了橡胶的挤出加工实验。
在实验中,我们使用了一台挤出机,将橡胶料通过模具挤出成型。
在实验过程中,我们发现橡胶料的温度、挤出速度和模具形状都对成型品的质量有着重要影响。
温度过高会导致橡胶烧焦,而温度过低则会使橡胶难以流动。
挤出速度过快会导致成型品表面粗糙,而速度过慢则会使成型品尺寸不准确。
模具形状的设计也对成型品的形状和尺寸有着重要影响。
实验二:橡胶的压延加工接着,我们进行了橡胶的压延加工实验。
在实验中,我们使用了一台压延机,将橡胶料通过辊压成型。
我们发现橡胶料的温度、辊压力和辊速度对成型品的质量同样有着重要影响。
温度过高会导致橡胶烧焦,而温度过低则会使橡胶难以流动。
辊压力过大会导致成型品表面粗糙,而压力过小则会使成型品尺寸不准确。
辊速度的快慢也会影响成型品的质量和尺寸。
实验三:橡胶的硫化加工最后,我们进行了橡胶的硫化加工实验。
在实验中,我们使用了硫化机,将橡胶料与硫化剂一起加热处理。
我们发现硫化温度、硫化时间和硫化剂用量对成型品的硬度、弹性和耐磨性有着重要影响。
硫化温度过高会导致橡胶烧焦,而温度过低则会使硫化效果不佳。
硫化时间过长会导致橡胶变硬,而时间过短则会使硫化效果不够。
硫化剂用量的多少也会影响成型品的硬度和弹性。
通过以上实验,我们了解了橡胶加工的过程和影响因素,为今后的橡胶加工工艺提供了重要参考。
希望我们的实验报告能对橡胶加工领域的研究和应用有所帮助。
骨架类密封条加工思维导图1生胶1.1生三元乙丙胶耐老化性能极佳,在阳光下曝晒3年不见裂纹,弹性,而且还防滑,耐磨,寿命长,具备低密度和高填充性耐晒耐腐蚀,耐磨。
2配合剂2.1补强剂补强剂可以改善胶料的物理机械性能和耐老化性能等。
增加强度分子间结合强度,耐磨性,硬度提高,拉伸性能,抗撕裂性能橡胶制品行业最常见的补强剂是炭黑,炭黑可以显著提高橡胶制品的耐磨性、回弹性和补强性,是橡胶行业中用量最大的补强剂;2.1.1炭黑2.2填充剂填充剂的作用: 增加片剂的重量或体积,有利于成型和分剂量填充剂只能提高橡胶体积、降低原料成本轻质碳酸钙也就是我们常说的轻钙,它与陶土都是橡胶工业中常用的填充剂,可以增加胶料体积、减少胶料用量、降低生产成本。
2.2.1轻质碳酸钙2.3促进剂凡能加快硫化反应速度缩短硫化时间降低硫化反应温度减少硫化剂用量并能够提高或改善硫化胶的物理机械性能的配合剂称为硫化促进剂。
常用促进剂有促D、促M、促DM、促TT、促CBS、促BZ、促PZ、促DTDM、促Na-22等等。
它们用量虽少但对硫化速度具有重要作用。
2.4软化剂凡能增加胶料的塑性有利于配合剂在胶料中的分散便于加工并能适当改善橡胶制品耐寒性能的物质叫做软化剂。
常用软化剂有松焦油、二丁脂(DBP)、二辛脂(DOP)、石蜡、凡土林机油古马隆等。
第二章半成品胶料的生产2.5防老剂增防老剂是指具有延缓或抑制老化过程从而延长橡胶及其制品的贮存期和使用寿命的物质。
常用防老剂有防RD、防4010NA、防MB、防BLE-W等。
2.6硫化剂2.6.1硫化剂有2.6.2硫磺(S)、过氧化二异丙苯(DCP)、二硫化四甲基秋兰姆(TMTD)、3#硫化剂、TCY2.7促进剂活性剂硫化活性剂又称助促进剂提高促进剂的活性使促进剂进一步充分发挥其最大的促进作用。
常用活性剂有氧化锌(ZnO)、硬脂酸(SA)等。
2.8防焦剂防焦剂也叫硫化迟缓剂。
使胶料在加工过程中不发生早期硫化现象但又不妨碍在硫化温度下充分发挥促进剂的作用从而提高了胶料加工操作的安全性。
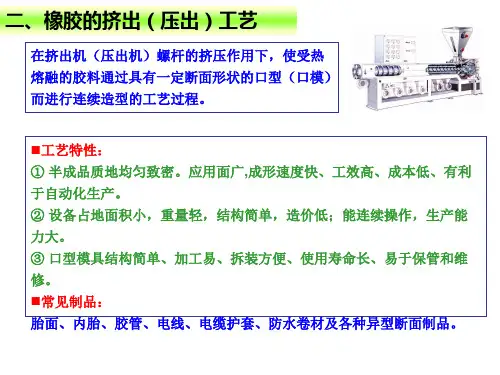
橡胶的成型方法
橡胶的成型方法有多种,具体选择的方法取决于橡胶制品的形状、尺寸、用途和生产要求。
以下是几种常见的橡胶成型方法:
1.压缩成型:压缩成型是最常见的橡胶成型方法之一。
将橡
胶原料放入加热的模具中,然后使用压缩机将模具封闭并
施加压力。
在加热和压力的作用下,橡胶原料会充分填充
模具,并在冷却后形成所需形状的橡胶制品。
2.注塑成型:注塑成型是通过将预热的橡胶原料注入到预先
设计好的模具中,然后使其冷却和固化形成所需的橡胶制
品。
注塑成型通常适用于生产大批量且相对简单的橡胶制
品,如密封件、垫圈等。
3.挤出成型:挤出成型适用于生产长条状、管状或其他截面
形状规则的橡胶制品。
通过加热和软化橡胶原料,将其推
入挤出机中的螺杆,并经过模具挤出,从而形成所需形状
的橡胶制品。
4.发泡成型:发泡成型是在橡胶中加入发泡剂,使其在成型
后产生气泡和孔隙,从而形成轻盈、柔软的橡胶发泡制品。
这种成型方式通常用于制作汽车座椅垫、鞋垫等。
除了上述成型方法,还有一些其他的橡胶成型方法,如真空成型、涂料成型等。
不同的成型方法在生产效率、成品质量、复杂度和适用范围等方面会有所差异。
在选择具体的成型方法时,需要综合考虑产品的要求、生产设备和生产环境等因素来确定
最合适的方法。
三元乙丙橡胶挤出工艺
三元乙丙橡胶是一种广泛应用于汽车、电气、建筑等领域的高性能橡胶材料。
其挤出工艺是指将原料加热、混合后塑化,然后通过挤出机将其挤出成型。
三元乙丙橡胶挤出工艺的主要步骤包括原料预处理、混炼、挤出、冷却、切断和成品包装等环节。
其中,原料预处理是指将橡胶、填料、助剂等原材料进行筛选、称量等处理,以确保挤出工艺的稳定性和产品品质的稳定性。
混炼是将预处理后的原料加入到混炼机中进行混合,以使各种原材料充分混合,并达到理想的流动性和可加工性。
挤出是将混合好的原材料加入到挤出机中,通过压力和温度控制,将其挤出成型,形成所需的产品形状。
冷却是将挤出成型的产品在冷却机中进行冷却,以使其达到所需硬度和强度。
切断是将冷却后的产品按照所需长度进行切割,成品包装是将切断好的产品进行包装,以便存储和运输。
三元乙丙橡胶的挤出工艺需要严格控制原料配比、温度和压力等因素,以确保产品的稳定性和品质。
此外,挤出机的选择和调试也是影响挤出工艺效果的关键因素。
- 1 -。

胶的挤出温度
胶的挤出温度取决于其种类和特性。
对于不同的胶种,挤出温度的范围也会有所不同。
例如,天然橡胶、丁苯橡胶、丁腈橡胶的机筒温度通常在150℃~300℃之间,机头温度在200℃~230℃之间,而口型温度在180℃~220℃之间。
氯丁橡胶预成型挤出温度要求在150℃~180℃左右。
对于加料段,温度一般控制在40-60摄氏度之间,这有利于加料和改善压出均匀性。
机筒温度的设置也会根据再生胶的硬度来调整,硬度越高,挤出机机筒温度越高。
较低的机筒温度可以增加胶料的黏度。
而挤出机机头和口型温度高可以在降低挤出半成品的膨胀率的同时降低机头压力,提高再生胶挤出型橡胶制品挤出产量。
此外,丙烯酸酯橡胶由饱和烃组成,具有羚基,比主链上带有双键的二烯丙橡胶稳定耐热,氧老化性能好。
它的挤出温度是218度,以避免温度再升高造成焦烧。
橡胶挤出膨胀率-概述说明以及解释1.引言1.1 概述橡胶挤出是一种常见的加工工艺,在制造行业中被广泛应用。
在橡胶挤出过程中,膨胀率是一个重要的参数,它直接影响着橡胶制品的质量和性能。
本文将从橡胶挤出过程简介、膨胀率的定义与重要性以及影响橡胶挤出膨胀率的因素等方面进行探讨,旨在深入了解橡胶挤出过程中膨胀率的特点和影响因素,为优化生产工艺提供参考。
1.2 文章结构本文将分为引言、正文和结论三个部分来探讨橡胶挤出膨胀率的问题。
在引言部分中,将对橡胶挤出膨胀率进行概述,介绍文章的结构以及阐明文章的目的。
在正文部分中,将首先简要介绍橡胶挤出过程,然后详细探讨膨胀率的定义与重要性,最后分析影响橡胶挤出膨胀率的因素。
在结论部分中,将总结挤出膨胀率的影响因素,探讨应用挤出膨胀率的意义,并展望未来橡胶挤出技术的发展。
通过这样的结构安排,希望能够全面深入地探讨橡胶挤出膨胀率相关问题,为相关领域的研究和实践提供有益的参考。
1.3 目的橡胶挤出膨胀率作为橡胶挤出工艺中重要的一个参数,对于橡胶制品的质量和性能起着至关重要的作用。
本文旨在通过深入探讨挤出膨胀率的定义、影响因素以及应用意义,希望可以帮助读者更加全面地了解橡胶挤出工艺中膨胀率的重要性,提高对橡胶挤出工艺的认识和掌握,从而促进该领域的发展与进步。
同时,本文还将展望未来橡胶挤出技术的发展方向,为橡胶制品的生产和应用提供更好的技术支持和指导。
2.正文2.1 橡胶挤出过程简介橡胶挤出是一种常用的橡胶加工方法,通过将橡胶加热至一定温度后,通过挤出机将其挤压成所需形状的工艺。
在挤出过程中,橡胶被加热至可塑状态,并经过模具的形成,最终成型为各种橡胶制品,如密封件、管道等。
橡胶挤出的过程可分为以下几个步骤:首先是橡胶混炼,将原料橡胶与各种添加剂混合均匀;接着是预加热,将混合好的橡胶放入挤出机中进行升温预热;然后是挤出成型,将预热好的橡胶放入挤出机中,在一定的压力和温度下,通过挤出头模具将橡胶挤压出形成所需的形状;最后是冷却固化,将挤出的成型件冷却定型,使其保持所需的形状和性能。
橡胶挤出流程
橡胶挤出是一种将橡胶原料挤压成型的加工方法。
橡胶挤出流程主要包括以下几个步骤:
1. 配料- 根据橡胶制品的要求,称取不同配方的天然橡胶、合成橡胶、填料、硫化剂等原料,进行混炼,使其distribute均匀。
2. 进料 - 将混炼好的橡胶料送入挤出机的进料口。
3. 加热软化- 橡胶料在挤出机的传动带带动下,进入加热柱区,在一定温度下进行加热软化。
4. 挤出成型- 软化的橡胶料进入螺杆区,在螺杆的挤压与切削下压实均匀,并挤出口模孔,成型为各种形状的条、管、片等。
5. 定型冷却- 从模具口挤出的橡胶坯料通过导流装置进行定型冷却。
6. 切断 - 将冷却后的橡胶坯切断至规定的尺寸。
7. 后处理- 对挤出的橡胶制品进行表面处理或其它后续加工,制成成品。
通过橡胶挤出成型,可以生产出各种形状规格的橡胶制品。
调节挤出参数,可以获得不同性能的橡胶挤出制品。
橡胶管挤出工艺流程Rubber hose extrusion is an important process in the manufacturing of various rubber products. It allows for the creation of hoses of different shapes, sizes, and properties, which are used in a wide range of applications in industries such as automotive, construction, and agriculture.橡胶管挤出是各种橡胶制品制造中的重要工艺流程。
它能够制造不同形状、大小和性能的管子,广泛应用于汽车、建筑和农业等领域。
The process involves forcing raw rubber materials through a die to create the desired shape and size of the hose. This is achieved by heating the rubber material and then using pressure to push it through the die. The extruded rubber hose is then cooled and cured to achieve its final form and properties.这个过程涉及通过模具将原橡胶材料挤出,以创建所需的管子形状和大小。
这是通过加热橡胶材料,然后利用压力将其通过模具来实现的。
挤出的橡胶管然后经冷却和固化,以达到其最终形状和性能。
One of the main challenges in rubber hose extrusion is maintaining consistent product quality and dimensions. Variations in the extrusion process can result in hoses with uneven wall thickness, air bubbles, or other defects, which can affect their performance and durability. Therefore, strict quality control measures need to be implemented throughout the extrusion process to ensure that the final products meet the required specifications.橡胶管挤出中的一个主要挑战是保持产品质量和尺寸的一致性。
橡胶密封条挤出操作步骤英文回答:Step 1: Prepare the Extrusion Machine.Mount the appropriate extrusion die onto the machine.Set the extrusion temperature, pressure, and speed according to the specifications of the rubber compound being used.Step 2: Prepare the Rubber Compound.Mix the rubber compound thoroughly according to the manufacturer's instructions.If necessary, conduct a rheological test to determine the flow properties of the compound.Condition the compound to the desired temperature andhumidity.Step 3: Load the Rubber Compound into the Machine.Place the rubber compound into the feed hopper of the extrusion machine.Ensure that the compound is evenly distributed within the hopper.Step 4: Start the Extrusion Process.Start the extrusion machine and monitor the output to ensure that the rubber compound is flowing smoothly through the die.Make adjustments to the extrusion parameters as necessary to optimize the process.Step 5: Control the Extrusion Rate.The extrusion rate is determined by the speed of thescrew and the pressure applied to the rubber compound.Monitor the extrusion rate to ensure that it produces the desired cross-section and dimensions of the rubber seal.Step 6: Cure the Rubber Seal.After extrusion, the rubber seal must be cured to develop its final properties.The curing process can involve heating, cooling, or exposure to chemical agents.Step 7: Inspect the Rubber Seal.Once cured, the rubber seal should be inspected for defects, such as cracks, voids, or imperfections.Any defects should be corrected before the seal is put into service.中文回答:步骤 1,准备挤出机。
橡胶挤出成粉末的原因
1. 温度过高,橡胶在挤出过程中遭受过高的温度可能导致其部分或全部变成粉末。
高温可能会导致橡胶分子链的断裂,从而使其失去弹性并最终成为粉末状。
2. 挤出机不适当,挤出机的操作参数不正确,如挤出速度、压力等设置不当,可能导致橡胶在挤出过程中受到不必要的压力和拉伸,从而破坏橡胶的结构,使其成为粉末。
3. 橡胶老化,如果橡胶材料本身已经老化,失去了原有的弹性和韧性,那么在挤出过程中就更容易发生成粉末的情况。
4. 橡胶配方不当,橡胶配方中的各种添加剂比例不当,或者添加了不适合的材料,都可能导致橡胶在挤出时失去原有的性能,最终成为粉末状。
5. 挤出过程中的摩擦磨损,挤出机或模具内壁的摩擦磨损也可能导致橡胶在挤出过程中受到不必要的损伤,最终成为粉末。
以上是一些可能导致橡胶挤出成粉末的原因,需要在生产过程中仔细检查和调整相关参数,以避免这种情况的发生。
第十四章压出工艺 (1)§14.1 橡胶挤出机 (1)一.挤出机结构 (1)二.挤出机的选用 (3)§14.2 挤出过程原理 (4)一.工作原理 (4)二.胶料在挤出段中的流动状态 (4)三.胶料在机头内的流动状态 (5)四.胶料在口型中的流动和压出膨胀 (5)五.挤出机的生产能力 (6)§14.3 口型设计 (7)一.口型设计的一般原则 (7)二.口型的具体设计 (7)§14.4 橡胶制品的压出工艺 (8)一.热喂料压出工艺 (8)二.冷喂料挤出 (10)三.其它类型挤出机挤出 (10)§14.5 压出半成品的收缩及质量问题 (11)一.影响压出工艺的因素 (11)二.压出半成品质量问题及原因 (11)思考题: (12)第十四章压出工艺压出(挤出)是使高弹态的橡胶在挤出机机筒及转动的螺杆的相互作用下,连续地制成各种不同形状半成品的工艺过程。
应用:制造轮胎胎面、内胎胎筒、纯胶管、胶管内外层胶和电线电缆等半成品;也可用于胶料的过滤、造粒、生胶的塑炼、金属丝覆胶及上下工序的联动。
挤出成型的特点:(1)操作简单、工艺控制较容易,可连续化、自动化生产,生产效率高,产品质量稳定。
(2)应用范围广。
通过挤出机螺杆和机筒的结构变化,可突出塑化、混合、剪切等作用中的一种,与不同的辅机结合,可完成不同工艺过程的综合加工。
(3)可根据产品的不同要求,通过改变机头口型成型出各种断面形状的半成品。
也可通过两机(或三机)复合压出不同成分胶料或多色的复合胎面胶。
(4)设备占地面积小、质量轻、机器结构简单、造价低、灵活机动性大。
挤出机的分类:根据加工物料的不同可分为:橡胶挤出机和塑料挤出机;根据结构特征可分为:热喂料挤出机、冷喂料挤出机和排气冷喂料挤出机;根据螺杆数量可分为:单螺杆挤出机、双螺杆挤出机和多螺杆挤出机;根据工艺用途不同分为:压出挤出机、滤胶挤出机、塑炼挤出机、混炼挤出机、压片挤出机及脱硫挤出机等。
§14.1 橡胶挤出机挤出机的规格用螺杆的外径表示,并在前面冠以“SJ”或“XJ”,S表示塑料;X表示橡胶;J 表示挤出机。
如SJ-90表示螺杆外径为90mm的塑料挤出机;而XJ-200表示螺杆外径为200mm的橡胶挤出机。
一.挤出机结构挤出机结构通常由机筒、螺杆、加料装置、机头(口型)、加热冷却装置、传动系统等部分组成。
挤出机的主要技术参数有:螺杆直径、长径比、压缩比、转速范围、螺杆结构、生产能力、功率等。
1.机筒机筒在工作中与螺杆相配合,使胶料受到机筒内壁和转动螺杆的相互作用,以保证胶料在压力下移动和混合,通常它还起热交换的作用。
为了使胶料沿螺槽推进,必须使胶料与螺杆和胶料与机筒间的摩擦系数尽可能悬殊,机筒壁表面应尽可能粗糙,以增大摩擦力,而螺杆表面则力求光滑,以减小摩擦系数和摩擦力。
否则,胶料将紧包螺杆,而无法推向前进。
(1)机筒的结构形式按结构可分为整体式和组合式两种。
(2)喂料口与旁压辊喂料口的结构与尺寸对喂料影响很大,而喂料情况往往影响挤出产量。
在喂料口侧壁螺杆的一旁加一压辊构成旁压辊喂料,此种结构供胶均匀,无堆料现象,半成品质地致密,能提高生产能力,但功率消耗增加。
2.螺杆螺杆是挤出机的主要工作部件。
它在工作中产生足够的压力使胶料克服流动阻力而被挤出,同时使胶料塑化、混合、压缩,从而获得致密均匀的半成品。
螺杆的分类:按螺纹头数分:单头、双头、三头和复合螺纹螺杆。
双头螺纹螺杆用于压型挤出;单头螺纹螺杆多用于滤胶;复合螺纹螺杆多用于塑炼等。
按螺纹方向分:有左旋和右旋两种,橡胶挤出机多用右旋螺纹螺杆。
按螺杆外型分:有圆柱形、圆锥形、圆柱圆锥复合形螺杆。
圆柱形螺杆多用于压型和滤胶;圆锥形螺杆多用于压片和造粒;复合形螺杆多用于塑炼。
按螺纹的结构形式分:普通型(如等深变距型或等距变深型),分流型(如销钉型),分离型(如副螺纹型)和复合型螺杆等。
螺杆的结构:螺杆的结构分工作部分(指螺纹部和头部)和连接部分(指尾部),工作部分直接完成挤出作业,尾部起支持和传动作用。
螺杆工作部分的主要参数有:螺纹头数、压缩比、导程、槽深及螺纹升角等。
(1)长径比螺杆螺纹部分长度L与外直径D之比为长径比(L/D),是挤出机的重要参数之一。
长径比大,胶料在挤出机内走的路程长,受到的剪切、挤压和混合作用就大。
热喂料挤出机的长径比一般在3~8之间,而冷喂料挤出机的长径比一般为8~17,甚至达到20。
(2)压缩比螺杆加料端的螺槽容积与出料端的螺槽容积之比为压缩比,它表示胶料在挤出机中可能受到的压缩程度。
比值越大,半成品致密性越好。
压缩比的大小视挤出机的用途而异。
压缩比过大,虽然可保证半成品质地致密,但挤出过程的阻力增大,胶料升温高易产生焦烧,且影响产量;压缩比过小影响半成品致密程度。
热喂料挤出机常用压缩比为1.3~1.4,有时可达1.6~1.7;冷喂料挤出机常用压缩比为1.7~1.8,有时可达1.9~2.0。
(3)螺纹导程S与升角α同一螺纹连续转一圈相应点间的距离称螺纹导程。
当螺纹直径确定后,螺纹导程不但决定了升角,而且影响螺纹槽的容积,它们的关系为:πDtgαS=(3-1)π(3-2)=F-S(h=α-tg)ieie)(h式中F—螺纹槽纵截面积;i—螺纹头数。
当S增大时,α也增大,此时吃料方便,产量高,但过大可能造成塑化不均,影响半成品质量,且螺杆加工也困难;当S减小时,α也减小,此时轴向压力大,胶料在机筒内停留时间延长,塑化均匀,半成品质量好,但螺纹容积小,产量下降。
螺纹升角α一般为12~35º,螺纹导程S为(0.5~1)D。
(4)螺纹槽深度h螺纹槽深度减小时,胶料速度梯度增大,有利于胶料的剪切塑化,但胶料升温高、产量小,增大h可提高产量,但过大时产量增加并不显著,且影响螺杆的强度。
一般h=(0.18~0.25)D,螺杆直径大时系数取大值。
(5)螺杆头部形状螺杆头部形状选择应有利于胶料流动,防止产生死角而引起胶料焦烧。
螺杆头部形状有四种:平头螺杆头、弹头型螺杆头、锥型螺杆头和球型螺杆头。
平头螺杆头其顶端有死角,多用于滤胶机上;锥型螺杆头无死角,有利于胶料流动,且不易焦烧。
3.机头机头对不同的挤出工艺(如压型、滤胶、混炼、造粒等),其作用与结构也不相同。
对压型挤出机的机头来说,其主要作用是:使胶料由螺旋运动变为直线运动;使机筒内的胶料在挤出前产生必要的挤出压力,以保证挤出半成品密实;使胶料进一步塑化均匀;使挤出半成品成型。
(1)机头的类型按机头的结构分:有芯型机头和无芯型机头。
按与螺杆的相对位置分:直向机头、直角机头和斜角机头。
按机头用途不同分:内胎机头、胎面机头、电缆机头等。
按机头内胶料压力大小分:低压机头、中压机头、高压机头。
(2)机头的结构橡胶挤出机的机头结构主要分为圆筒形、扁平形、T型和Y型。
a.内胎挤出机头(圆筒形)用以制造各种空心制品,如胶管、内胎、密封条等等。
这种结构的机头又分为可调整口型和可调节芯型。
b.胎面挤出机头(扁平形)用以制造轮胎胎面。
这种机头又分为整体式和复合式两种。
c.电线、电缆挤出机头(T型和Y型)用以制造电线电缆绝缘层,轮胎钢丝圈及胶管包胶等。
其结构一般有两种形式:直角机头和斜角机头。
二.挤出机的选用橡胶挤出机的选用,由所需半成品的断面大小和厚薄来决定。
对于压出实心或圆形中空半成品,一般口型尺寸约为螺杆直径的0.3~0.75左右。
口型过大,螺杆推力小,机头内压力不足,排胶不均匀,半成品形状不规整;口型过小,压力太大,速度虽快些,但剪切作用增加,引起胶料生热,增加胶料焦烧的危险。
§14.2 挤出过程原理一.工作原理挤出成型是在一定条件下将具有一定塑性的胶料通过一个口型连续压送出来,使它成为具有一定断面形状的产品的工艺过程。
胶料沿螺杆前移过程中,由于机械作用及热作用的结果,胶料的粘度和塑性等均发生了一定的变化,成为一种粘性流体。
根据胶料在挤出过程中的变化,一般将螺杆工作部分按其作用不同大体上分为喂料段、压缩段和挤出段三部分。
各段工作特点如下:1.喂料段:又称为固体输送段,此段从喂料口起至胶料熔融开始。
胶料进入加料口后,在旋转螺杆的推挤作用下,在螺纹槽和机筒内壁之间作相对运动,并形成一定大小的胶团。
2.压缩段:又称为塑化段,此段从胶料开始熔融起至全部胶料产生流动止。
压缩段接受由喂料段送来的胶团,将其压实、进一步软化,并将胶料中夹带的空气向喂料段排出。
3.压出段:又称为计量段,把压缩段输送来的胶料进一步加压搅拌,此时螺纹槽中已形成完全流动状态的胶料。
由于螺杆的转动促使胶料流动,并以一定的容量和压力从机头流道均匀挤出。
二.胶料在挤出段中的流动状态一般把胶料在挤出段中的流动看成是顺流、倒流、漏流和环流的综合流动。
顺流:由于螺杆转动促使胶料沿着螺纹槽向机头方向的流动,它促使胶料挤出,又称为挤流。
它的速度分布近似直线,在螺杆表面速度最大,在机筒内壁速度近似为零。
顺流对挤出产量有利。
倒流:由于机头对胶料的阻力引起的,也称压力倒流或逆流。
胶料顺着压力梯度沿螺杆通道而产生倒流。
倒流引起挤出产量减少。
漏流:在螺杆螺峰与机筒内壁间缝隙,由于机头阻力而引起的,它与顺流方向相反,它引起挤出产量减少,见图3-1。
环流:又称为横流,由于螺杆旋转时产生的推挤作用引起的流动,它与顺流成垂直方向,促使胶料混合,对产量无影响,见图3-2。
环流对胶料起着搅拌混炼、热交换和塑化的作用。
图3-1 漏流流动示意图1—机筒;2—螺杆图3-2 环流流动示意图1—机筒;2—螺杆图3-3 顺流和逆流的综合速度分布(a)顺流;(b)逆流;(c)顺流和逆流的综合速度分布;1—机筒内壁;2—螺杆;h—螺槽深度三.胶料在机头内的流动状态胶料在机头内的流动,是指胶料在离开螺纹槽后,到达口型板之前的流动。
胶料在螺杆螺纹槽中的流动是呈螺旋状前进的,但从螺杆头端出来进入机头流道时,料流形状发生了急骤的变化,即由旋转运动变为直线运动,而且由于胶料具有一定的粘性,其流动速度在流道中心要比靠近机头内壁处快得多,其速度分布呈抛物线状。
机头压力:在机头流道所形成的对物料的压力,该压力在通过机头时,逐渐下降。
当物料挤出口模时,下降为零。
机头压力的成因:(1)由过滤网和过滤板的阻力形成;(2)由机头口模流道内壁摩擦及流道收缩而形成。
机头的结构要使胶料在由螺杆到口型的整个流动方向上受到的推力和流动速度尽可能保持一致。
为此,机头内的饿流道应呈流线型,无死角或停滞区,不存在任何湍流。
四.胶料在口型中的流动和压出膨胀1.胶料在口型中的流动胶料经机头流道进入口型后,通过口型时受到更强烈的剪切塑化后挤出口型外。
因此,口型内的流动状态及口型结构尺寸决定了制品的最终形状和质量。