手糊成型工艺课堂讲义教学简易篇
- 格式:ppt
- 大小:2.84 MB
- 文档页数:50
绪论第一节概述在玻璃钢的诸成型工艺发中,手糊工艺是玻璃钢工业生产中最早使用,也是我国目前使用最广泛的成型方法。
在我国手糊制品占整个玻璃钢产品的80%左右。
顾名思义,手糊成型工艺以手工操作为主,不用或少用机械设备。
手糊成型法又称接触成型法,固化时无反应副产物放出,因而不需要高压以去除反应副产物,在常温,高压下即可成型。
因此,无论小型制品或大型制品都可用手糊成型。
随着玻璃钢工业的发展,尽管新的成型工艺不断涌现,由于手糊工艺具有其独特的优点,特别是在手糊过程中可以对壁厚任意改变,纤维增强材料可以任意组合,可以根据与制品需要的载荷相对应的应力进行材料设计,选用。
因此该工艺在各国的玻璃钢生产中,仍占有较大比重。
对某些大型,批量较少或形状特殊的制品,采用手糊成型工艺是最适宜不过的了。
手糊工艺由于操作者用手及用工具,以模具为依托制成玻璃钢制品,因此,产品的质量在很大程度上依赖操作者的操作技能及责任心,它要求操作者有熟练的操作技巧,丰富的操作经验,对产品的结构,材料性能,模具的表面处理,表面胶衣层质量。
含胶量的控制,增强材料的铺放,产品厚度的均匀性,以及对影响质量、强度等的各种因素都应有所了解,尤其对操作中出现问题的判断和处理,不但需要有丰富的实践经验,而且要有一定的化学基础知识,还应具备一定的识图能力,所以决不能错误的认为什么人都能胜任手糊成型操作。
在国外,手糊工被视作为有较高技术的工种。
糊制操作虽然较简单,但产品质量同操作工人糊制技术的熟练程度和对待工作的态度关系极大,操作人员的经验和技术高低的差异,给产品带来性能上的差异是不可避免的,但为了确保玻璃钢制品的最终性能,从而对操作人员进行生产前的培训,并定期进行考核是很必要的。
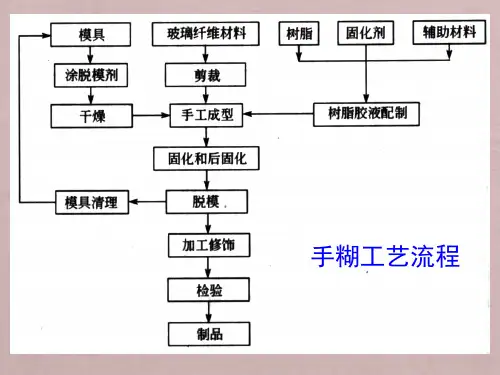
第二节手糊工艺流程手糊成型的工艺过程是:先清理好(或经表面处理好)的模具成型面上涂抹脱模剂,待充分干燥后,将加有引发剂(或固化剂),促进剂,颜料等添加剂的树脂混合料涂刷在模具成型面上,随之在其上铺放剪裁好的玻璃布(毡)等增强材料,并注意浸透树脂,驱逐气泡;如此重复上述铺层操作,直至达到设计厚度,然后进行固化,脱模,加工修饰及检验等。
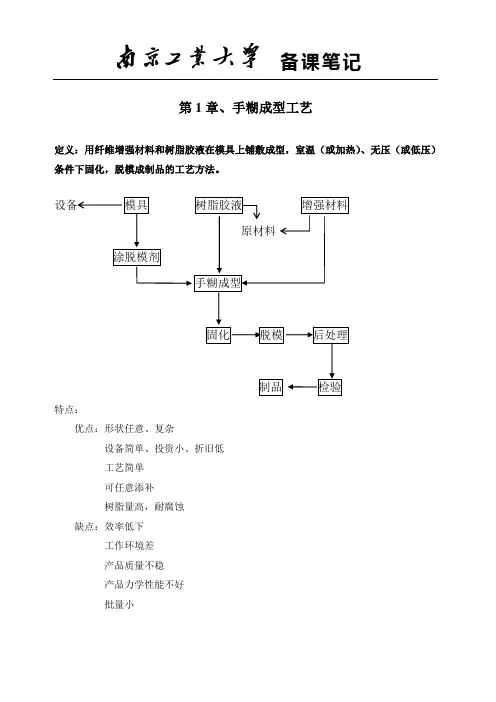
第1章、手糊成型工艺定义:用纤维增强材料和树脂胶液在模具上铺敷成型,室温(或加热)、无压(或低压)条件下固化,脱模成制品的工艺方法。
特点:优点:形状任意、复杂设备简单、投资小、折旧低工艺简单可任意添补树脂量高,耐腐蚀缺点:效率低下工作环境差产品质量不稳产品力学性能不好批量小§1、原材料要求:满足设计要求手糊工艺要求价低易得§1-1、聚合物基体要求:1、室温下固化、胶凝,生成高分子物2、胶液粘度:0.2~0.5Pa•S(适合手糊)3、无毒或低毒4、价低种类:不饱和聚酯树脂环氧树脂双马来酰亚胺树脂聚酰亚胺树脂§1-1-1、不饱和聚酯树脂品种:通用型耐腐阻燃专用型低收缩耐候§1-1-2、环氧树脂价格相对较高,但性能好。
受力结构或耐碱、电性能等制品多用环氧树脂。
自熄型环氧树脂,简称溴化环氧,有较好自熄效果,但粘度大,不适合手糊工艺。
§1-1-3、辅助材料1、稀释剂2、填料无机:粘土、CaCO3、白云石、滑石粉、石英粉、石墨有机:聚氯乙烯粉3、色料使用无机颜料。
一般不用有机颜料,易与有机树脂反应。
§1-2、增强纤维玻璃纤维、碳纤维、芳伦纤维、其它纤维。
E-玻纤: 无碱纤维 成本高 C-玻纤: 耐酸性 成本低 A-玻纤: 有碱纤维 成本低S-玻纤: 高强纤维 M-玻纤: 高弹纤维 L-玻纤: 防辐射纤维中国的中碱玻纤§1-2-1、玻纤制品※玻纤无捻粗纱:由无捻络纱机将拉丝得到的原纱平行并股卷成圆筒形。
命名法:无碱无捻纱8 •24 /5玻纤种类※短切纤维毡将连续玻纤经浸润剂集束后,按一定长度切断,无序分散成一定厚度,再用粘结剂合成毡状。
特点:成本低,使用方便,各向同性。
缺点:强度低。
衬里毡、表面毡。
※无捻粗纱布方格布特点:经纬强度均衡,冲击强度高,成型容易,与短切毡合用。
缺点:45°方向强度低。
※玻纤细布平纹布特点:变形量小,铺覆性好,曲率复杂制品。