数铣极坐标编程
- 格式:ppt
- 大小:1.38 MB
- 文档页数:23

铣削零件如下图所示
毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图所示的外轮廓及φ20㎜的孔。工件材料为铝。
根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上
2)工步顺序
① 钻孔φ20㎜。
② 按O’ABCDEFG线路铣削轮廓。
选择机床设备
选择刀具
现采用φ20㎜的钻头,定义为T02,φ5㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
手动换刀。
确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
确定工件坐标系和对刀点
在XOY平面内确定以0点为工件原点,Z方向以工件表面为工件原点,建立工件坐标系。
采用手动对刀方法把0点作为对刀点。
编写程序
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:
1)加工φ20㎜孔程序(手工安装好φ20㎜钻头)
%1337
N0010 G92 X5 Y5 Z5 ;设置对刀点
N0020 G91 ;相对坐标编程
N0030 G17 G00 X40 Y30 ;在XOY平面内加工
N0040 G98 G81 X40 Y30 Z-5 R15 F150 ;钻孔循环
N0050 G00 X5 Y5 Z50
N0060 M05
N0070 M02
2)铣轮廓程序(手工安装好ф5㎜立铣刀,不考虑刀具长度补偿)
%1338
N0010 G92 X5 Y5 Z50
N0020 G90 G41 G00 X-20 Y-10 Z-5 D01

数控铣床编程指令
Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
数控铣床编程指令
4.2.2子程序
1、坐标轴运动(插补)功能指令
(1)点定位指令G00
点定位指令(G00)为刀具以快速移动速度移动到用绝对值指令或增量值指令指定的工件坐标系中的位置。
指令格式:G00X—Y—Z一;
式中X—Y—Z一为目标点坐标。以绝对值指令编程时,刀具移动到终点的坐标值;以增量值指令编程时,指刀具移动的距离,用符号表示方向。
例:
使用G00指令用法如下。如上图所示,刀具由A点快速定位到B点其程序为:
G00G90X120.Y60.;(绝对坐标编程)
(2)直线插补指令G01
用G01指定直线进给,其作用是指令两个坐标或三个坐标以联动的方式,按指定的进给速度F,从当前所在位置沿直线移动到指令给出的目标位置,插补加工出任意斜率的平面或空间直线。
指令格式:G0lX—Y—Z—F一; 图
式中X—Y—Z一为目标点坐标。可以用绝对值坐标,也可以用增量坐标。F(mm/min)为刀具移动的速度。加工时进给速度F可以通过CNC的控制面板上的旋钮在(0—120%)之间变化。
程序段G01X10.Y20.Z20.F80.使刀具从当前位置以80mm/min的进给速度沿直线运动到(10,20,20)的位置。
例3:假设当前刀具所在点为.,则如下程序段
N1G;
.;
将使刀具走出如图所示轨迹。
(3)圆弧插补指令G02和G03
G02表示按指定速度进给的顺时针圆弧插补指令,G03表示按指定速度进给的逆时针圆弧插补指令。顺圆、逆圆的判别方法是:沿着不在圆弧平面内的坐标轴由正方向向负方向看去,顺时针方向为G02,逆时针方向为G03,
程序格式:
XY平面:
G17G02X~Y~I~J~(R~)F~
G17G03X~Y~I~J~(R~)F~
第11卷第2期 2 01 5年4月 沈阳工程学院学报(自然科学版) Journal of Shenyang Institute of Engineering(Natural Science) V01.11 NO.2 Apr.2015
DOI:10.13888/j.cnki.jsie(rl¥).2015.02.021
极坐标在手动编程中的应用
毛云秀
(沈阳工程学院机械学院,辽宁沈阳110136)
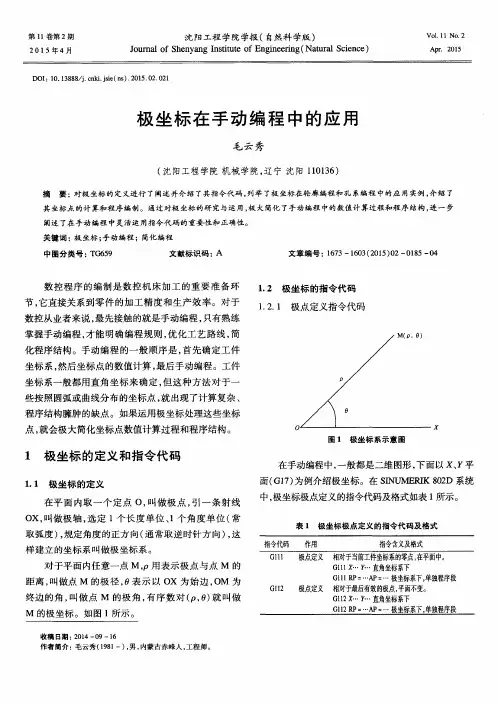
摘要:对极坐标的定义进行了阐述并介绍了其指令代码,列举了极坐标在轮廓编程和孔系编程中的应用实例,介绍了 其坐标点的计算和程序编制。通过对极坐标的研究与运用,极大简化了手动编程中的数值计算过程和程序结构,进一步 阐述了在手动编程中灵活运用指令代码的重要性和正确性。 关键词:极坐标;手动编程;简化编程 中图分类号:TG659 文献标识码:A 文章编号:1673—1603(2015)02—0185—04
数控程序的编制是数控机床加工的重要准备环
节,它直接关系到零件的加工精度和生产效率。对于
数控从业者来说,最先接触的就是手动编程,只有熟练
掌握手动编程,才能明确编程规则,优化工艺路线,简
化程序结构。手动编程的一般顺序是,首先确定工件
坐标系,然后坐标点的数值计算,最后手动编程。工件
坐标系一般都用直角坐标来确定,但这种方法对于一 些按照圆弧或曲线分布的坐标点,就出现了计算复杂、
程序结构臃肿的缺点。如果运用极坐标处理这些坐标 点,就会极大简化坐标点数值计算过程和程序结构。
1极坐标的定义和指令代码
1.1极坐标的定义
在平面内取一个定点0,叫做极点,引一条射线
OX,叫做极轴,选定1个长度单位、1个角度单位(常
取弧度),规定角度的正方向(通常取逆时针方向),这 样建立的坐标系叫做极坐标系。
对于平面内任意一点M,P用表示极点与点M的 距离,叫做点M的极径, 表示以OX为始边,OM为
终边的角,叫做点M的极角,有序数对(P,0)就叫做

CHNOL0GY INFORMATlON
极坐标编程的应用
周赵缨 (上海电机学院 上海 200093) 学术论坛
摘要:本课题通过对数控机床极坐标指令和局部坐标系指令的运用与研究,进一步阐述手动鳊程有别与自动鳊程及其重要性和不可替 代性。灵活运用G代码特殊指令有助于数控机床程序的简单化和正确性。 关键词:手动鳊程 极坐标指令 局部坐标系 中图分类号:TG659 文献标识码:A 文章编号:1672-3791(201 0)0l(b)一01 78—01
数控编程是数控加工准备阶段的重要环
节,数控程序编制的品质高低直接影响零件的 加工精度和生产效率。编程方法包括手动编程
和自动编程。随着自动编程软件的发展,自动编
程难度越来越低,手动编程被人们忽视,但自动 编程存在着程序冗长,难于检查,轨迹非理想轨
迹等许多不足之处,手动编程却能弥补这些缺
点。作为一个数控从业人员手工编程是基础。只
有熟练掌握数控编程规则才能编制程序,修改, 优化得到较高品质的数控程序。它既能锻炼从
业人员的编程能力,又能弥补自动编程的不足。
在数控机床的加工中,手工编程加工形
状比较复杂和图形具备一定规则的工件时,必
须使用一定的技巧。如宏程序的编制,镜像、比 例缩放、极坐标等。G15、G16是目前使用较广
泛的FANU C系统使用的极坐标指令,一般适 用于圆周分布的孔类零件、图样尺寸以角度与
距离(半径)形式表示的零件进行比较简单的手
工编程。
1极坐标指令格式
建立极坐标系,终点的坐标值用极坐标
(极径,极角)表示,指令格式如下:
G17(Gl8/Gl9) G90(G91) Gl6(指 定极坐标编程方式)
G1 5(取消极坐标方式)
其中G17(G1 8一Gl9)设定平面选择,
例如G l 7的第一轴X表示极径,第二轴Y表示 极角。G1 8 ̄,lJ以Z/X,分别表示极径/极角。
G90(G91)设定极点。G90指定工件坐
标系的零点为极坐标系的原点,从该点确定 极径。G91指定当前位置为极坐标系的原点, 从该点确定极径。极角用G90指定时,表示极