锥度和角度公差
- 格式:doc
- 大小:99.00 KB
- 文档页数:2
第8章 圆锥和角度的公差与配合学习目的和要求1.了解圆锥配合的特点、基本参数、形成方法和基本要求。
2.熟悉圆锥公差项目和给定方法;了解圆锥的配合种类及形成;掌握圆锥公差的标注。
3.熟悉角度公差。
4.了解锥度和角度的检测方法。
圆锥结合是一种常用的典型配合,在机械、仪器和工具中应用广泛。
锥度与锥角的标准化,对保证圆锥配合的互换性具有重要意义。
国家于2001年颁布了GB /T157─200l 《圆锥的锥度与锥角系列》、GB /T11334─2005《圆锥公差》GB /T15754─1995《技术制图 圆锥的尺寸和公差标注》等标准,本章仅介绍这些标准的主要内容。
8.1 概 述8.1.l 圆锥配合的特点与圆柱配合相比较,圆锥配合具有如下特点:1.相配合的内、外两圆锥在轴向力的作用下,能自动对准中心,保证内、外圆锥体轴线具有较高的同轴度,且装拆方便。
2.圆锥配合的间隙和过盈,可随内、外圆锥体的轴向相互位置不同而得到调整,而且能补偿零件的磨损,延长配合的使用寿命。
3.圆锥的配合具有较好地自锁性和密封性。
圆锥配合虽然有以上优点,但它与圆柱体配合相比,影响互换性的参数比较复杂,加工和检验也较麻烦,故应用不如圆柱配合广泛。
8.1.2 圆锥配合的基本参数锥度与锥角的基本参数有圆锥表面、圆锥、圆锥长度、圆锥角、圆锥直径和锥度。
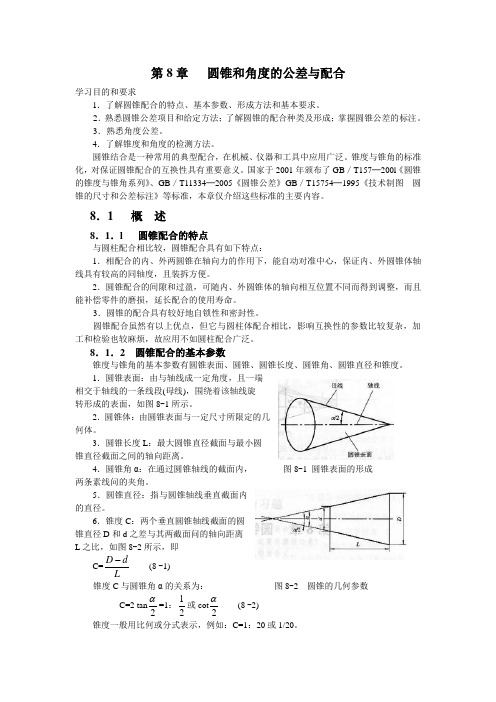
1.圆锥表面:由与轴线成一定角度,且一端 相交于轴线的一条线段(母线),围绕着该轴线旋 转形成的表面,如图8-1所示。
2.圆锥体:由圆锥表面与一定尺寸所限定的几 何体。
3.圆锥长度L :最大圆锥直径截面与最小圆 锥直径截面之间的轴向距离。
4.圆锥角α:在通过圆锥轴线的截面内, 图8-1 圆锥表面的形成 两条素线问的夹角。
5.圆锥直径:指与圆锥轴线垂直截面内的直径。
6.锥度C :两个垂直圆锥轴线截面的圆 锥直径D 和d 之差与其两截面问的轴向距离 L 之比,如图8-2所示,即 C=LdD - (8 -1) 锥度C 与圆锥角α的关系为: 图8-2 圆锥的几何参数C=2 tan2α=1:21或cot 2α(8 -2)锥度一般用比何或分式表示,例如:C=1:20或1/20。



圆锥零件的车削加工1.圆锥零件概述在车床上有多种方法可车削圆锥面。
采用不同方法车削圆锥面,对应加工的零件尺寸范围、结构形式、加工精度、使用性能和批量大小有所不同,无论哪一种方法,都是为了使刀具的运动轨迹与零件轴心线成一斜角,从而加工出所需要的圆锥面零件。
为了降低生产成本,使用方便,我们把常用的零件圆锥表面按标准尺寸制成标准圆锥表面,即圆锥表面的各部分尺寸,按照规定的几个号码来制造,使用时只要号码相同,就能紧密配合和互换。
一、常用的标准圆锥常用的标准圆锥有下列两种:1.莫氏圆锥莫氏圆锥在机器制造业中应用得最广泛的一种,如车床主轴锥孔、顶尖、钻头柄、铰刀柄等都用莫氏圆锥。
莫氏圆锥分成7个号码,即0、1、2、3、4、5和6号,最小的是0号,最大的是6号。
但它的号数不同,锥度也不相同。
由于锥度不同,所以斜角a也不同。
表7-1为莫氏圆锥参数。
注:l.锥角的偏差是根据锥厦的偏差折算列入的。
2.当用塞规检查内锥时,内锥大端端面必须位于塞规的两刻线之间,第一条刻线决定内锥大端直径的公称尺寸,第二条刻线决定内锥大端直径的最大极限尺寸。
3.套规必须与配对的塞规校正。
套规端面应与塞规上第一条线前面边缘相重合,允许套规端面超出塞规上第一条刻线,但不超过0.1mm距离。
2.公制圆锥公制圆锥有8个号码,即4、6、80、100、120、140、160和200号。
它的号码就是指大端直径,锥度固定不变,即K=1:20。
例如80号公制圆锥,它的大端直径是80mm,锥度K=1:20。
二、圆锥表面的精度和公差圆锥表面的精度主要是指锥度,在国家标准GBll334-89中,规定了各种圆锥角的公差数值(见表7-2)。
在锥度较大时,标准锥角规定有l20。
、90。
、75。
、60。
、45。
和30。
在锥度较小时,标准锥度规定有:1:3、1:5、1:7、1:8、1:10、1:12、1:15、1:20、1:30、1:50、1:100和1:200。
图7-1为圆锥角公差。

锥度的公差标注
锥度是指物体上两个相邻的面之间的倾斜角度,通常用于机械加工中的螺纹、齿轮等零件的加工和测量。
在机械加工中,锥度的公差标注是非常重要的,它直接影响到零件的精度和质量。
锥度的公差标注通常采用以下两种方式:
1.标注锥度值和公差值
这种标注方式直接标注锥度的值和公差的值,例如:锥度值为1:20,公差值为±0.03mm。
这种标注方式简单明了,易于理解和操作。
2.标注最大和最小锥度值
这种标注方式标注最大和最小锥度值,例如:最大锥度值为1:20,最小锥度值为1:22。
这种标注方式比较繁琐,需要进行计算和比较,但是可以更加准确地描述锥度的公差范围。
无论采用哪种标注方式,都需要根据实际情况和要求进行选择和确定,以确保零件的精度和质量。
同时,在进行锥度的公差标注时,还需要注意以下几点:
1.标注的公差值应该符合实际要求,不能过于苛刻或过于宽松。
2.标注的公差值应该具有可测量性和可检验性,以便进行检验和测量。
3.标注的公差值应该具有一定的安全余量,以避免因误差和变化而导致的质量问题。

xxxx有限公司企业标准角度及锥度的未注公差Q/XXX108-2006代替Q/XXX108-911范围本标准对零部件角度及锥度的未注公差作出规定,适用于不同工艺制造成零部件角度及锥度的未注公差,本标准不适用于零件倒角。
2引用标准下列文件中的条款通过在本标准中引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。
凡是不注日期的引用标准,其最新版本适用于本标准。
GB/T1804-2000 一般公差、未注公差的线性和角度尺寸的公差Q/XXX104 一般尺寸未注公差的使用说明规定3 一般规定3.1使用于角度时,m等级用于钳工或机械切削、冷冲裁、压铸、塑料注塑压制、粉末冶金制件。
3.2使用于角度时,c等级用于冲弯、红冲、热煨、砂模铸造制件及其它粗糙加工制件上。
3.3未注锥度公差均按c等级要求。
3.4本未注公差在图样上不明者均以第4.1、4.2、4. 3条说明作为加工与检查依据。
3.5凡直角未注90°者,不以角度公差考核,可按相应的形位公差规定。
3.6本标准未作规定处,均以Q/HSG104中的有关条款为准。
4角度及锥度未注公差的极限偏差数值规定如表1:表1角度及锥度未注公差的极限偏差数值20XX-07-28 实施20XX-07-08 发布(此页无正文)附加说明:本标准由XXX有限公司研发中心提出。
本标准主要起草人:XXXo本标准所代替标准的历次版本发布情况:——Q∕XXX108-9k Q/XXX108-88L。
见表1;铸件采用GB/T6414中的CT9级,见表2
3.2 锥度和角度的极限偏差
未注公差的锥度及角度的极限偏差按GB/T11335中的C级规定,见表3
3.3 形状和位置公差的未注公差规定
3.3.1直线度、平面度的未注公差按GB/T1184中K级规定,见表4
3.3.2 垂直度的未注公差值按GB/T1184中的K级规定,见表5
3.3.3 对称度的未注公差值按GB/T1148中K级规定
3.3.5 其它形位公差的未注公差值按GB/T1148-1996中的5.1.2、5.1.3、5.2.1、5.2.4条规定执行。
4 检测方法
4.1 未注尺寸公差的检测按GB/T3177的规定执行。
4.2 未注形状和位置公差的检测按GB/T1958的规定执行。
5 未注公差值的图样表示法
由标准号和公差等级代号组成:“GB/T1184—×”。
锥度和角度公差
(JB1–59)
公称尺寸
mm
标记示例:1:20#K6±5'(锥度为1:20、6级精度的锥度公差)
精度等级
12345678910
1~350²1¢15"2¢3¢5¢8¢13¢20¢32¢50¢>3~640²1²1¢30"2¢30"4¢6¢10¢16¢25¢40¢>6~1030²50²1¢50"2¢3¢5¢8¢13¢20¢32¢>10~1825²40²1¢1¢30"2¢30"4¢6¢10¢16¢25¢>18~3020²30²50²1¢15"2¢3¢5¢8¢13¢20¢>30~5015²25²40²1¢1¢30"2¢30"4¢6¢10¢16¢>50~8012²20²30²50²1¢15"2¢3¢5¢8¢13¢>80~12010²15²25²40²1¢1¢30"2¢30"4¢6¢10¢>120~1808²12²20²30²50²1¢15"2¢3¢5¢8¢>180~2606²10²15²25²40²1¢1¢30"2¢30"4¢6¢>260~3605²8²12²20²30²50²1¢15"2¢3¢5¢>360~5004²6²10²15²25²40²1¢1¢30"2¢30"4¢
适用范围高精度的锥度量规及角度
样板
工具锥度、锥销、传递大扭矩
的摩擦锥体
圆锥齿轮、锥套等
中等精度零件
低精度零件
注:1、本表适合于配合的锥体和角度零件。
2、表中公称尺寸对锥度公差按锥体母线长度决定,对角度公差按角度短边长度决定。
3、公差对于零线为对称分布,即公差数值为±。
4、不标注精度等级及公差的锥体零件,按10级精度制造。
ISO 2768-1-m角度公差不知道是怎么取的,想请教各位专家,如:假如我是要30度的角度公差是多少啊,是正负0.5吗?难道是角度越大公差越小吗?附图,望专家帮忙解决,谢谢
以下是回复内容:
不应该是上面所标明的那种角度公差吧?标准上面是这样说的,不怎么理解!附图
我們可以看到附圖,在一給定的兩平行之間的區域里,長度越長它的公差值越小,直線ab在兩平行的區域里公差是+-6度,當ac等於兩倍ab時,角度公差變成了+-3度了.
角度公差仅控制被测要素的理想要素之间的角度变动量,不控制被测要素的形状误差,且理想要素的位置应符合最小条件。
角度公差只控制线或素线的总方向,不控制其形状误差。
总方向是指接触线的方向,接触线是与实际线相接触的最大距离为最小的理想直线(見圖一).实际线的形状误差应由单独标注的形状公差或未注形状公差控制。
标注说明:A、B两被测实际要素分别按最小条件确定其理想要素,该两理想要素间的夹角应在给定的两极限角度之间,角度公差不控制实际要素的形状误差(見圖二)
谢谢,长见识了,上面的表3好理解,但我对ISO2768-1的表还是不太懂,可否仔细解释一下?谢谢
角度公差控制形状,线型公差控制大小,两个参数虽有相关性但没有必然的联系.
举个例子:非密封管螺纹的中径公差为密封管螺纹中径公差的一半,不能就此认为非密封管螺纹的精度高于密封管螺纹(线型公差).密封管螺纹对牙型精度有要求(角度公差).目前,尚没有把密封管螺纹与非密封管螺纹区分高低的说法.显然,它们只是两类要求不同的螺纹(一类主要要求线型公差,另一类主要要求角度公差).
应该是长度越大测量越准吧,同样精度的量具,测量三角形越大,误差放大也越大。
加工也是。