圆锥配合的精度设计与标注
- 格式:ppt
- 大小:1.50 MB
- 文档页数:33
第8章 圆锥和角度的公差与配合学习目的和要求1.了解圆锥配合的特点、基本参数、形成方法和基本要求。
2.熟悉圆锥公差项目和给定方法;了解圆锥的配合种类及形成;掌握圆锥公差的标注。
3.熟悉角度公差。
4.了解锥度和角度的检测方法。
圆锥结合是一种常用的典型配合,在机械、仪器和工具中应用广泛。
锥度与锥角的标准化,对保证圆锥配合的互换性具有重要意义。
国家于2001年颁布了GB /T157─200l 《圆锥的锥度与锥角系列》、GB /T11334─2005《圆锥公差》GB /T15754─1995《技术制图 圆锥的尺寸和公差标注》等标准,本章仅介绍这些标准的主要内容。
8.1 概 述8.1.l 圆锥配合的特点与圆柱配合相比较,圆锥配合具有如下特点:1.相配合的内、外两圆锥在轴向力的作用下,能自动对准中心,保证内、外圆锥体轴线具有较高的同轴度,且装拆方便。
2.圆锥配合的间隙和过盈,可随内、外圆锥体的轴向相互位置不同而得到调整,而且能补偿零件的磨损,延长配合的使用寿命。
3.圆锥的配合具有较好地自锁性和密封性。
圆锥配合虽然有以上优点,但它与圆柱体配合相比,影响互换性的参数比较复杂,加工和检验也较麻烦,故应用不如圆柱配合广泛。
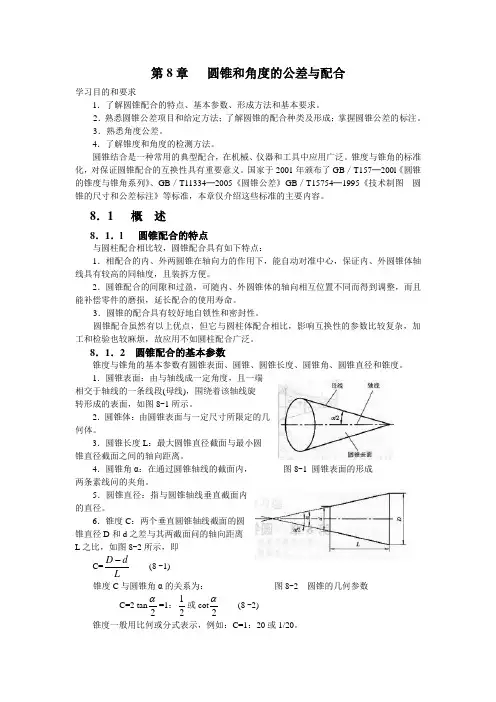
8.1.2 圆锥配合的基本参数锥度与锥角的基本参数有圆锥表面、圆锥、圆锥长度、圆锥角、圆锥直径和锥度。
1.圆锥表面:由与轴线成一定角度,且一端 相交于轴线的一条线段(母线),围绕着该轴线旋 转形成的表面,如图8-1所示。
2.圆锥体:由圆锥表面与一定尺寸所限定的几 何体。
3.圆锥长度L :最大圆锥直径截面与最小圆 锥直径截面之间的轴向距离。
4.圆锥角α:在通过圆锥轴线的截面内, 图8-1 圆锥表面的形成 两条素线问的夹角。
5.圆锥直径:指与圆锥轴线垂直截面内的直径。
6.锥度C :两个垂直圆锥轴线截面的圆 锥直径D 和d 之差与其两截面问的轴向距离 L 之比,如图8-2所示,即 C=LdD - (8 -1) 锥度C 与圆锥角α的关系为: 图8-2 圆锥的几何参数C=2 tan2α=1:21或cot 2α(8 -2)锥度一般用比何或分式表示,例如:C=1:20或1/20。

文章题目:深入理解锥度及其在CAXA软件中的标注方法1. 锥度的定义锥度作为一个常见的工程术语,在机械设计、制造和加工过程中扮演着重要的角色。
它指的是两个圆锥体或锥形零件在长度方向上逐渐变细或变粗的程度。
由于在设计和制造过程中需要考虑到零件的相互配合和运动,因此对锥度的准确描述和标注显得尤为重要。
2. 锥度的分类通常情况下,锥度可以分为内锥度和外锥度两种类型。
内锥度是指内孔或凹槽的逐渐变细或变粗的程度,而外锥度则是指外圆柱表面的逐渐变细或变粗的程度。
锥度的大小通常以角度或百分比来表示,具体的计算和表示方法会因具体情况而异。
3. 锥度的重要性在工程设计和制造中,锥度的合理设计和准确标注对于保证零件的装配质量、机械性能和使用寿命具有至关重要的作用。
通过合理的锥度设计,可以减少零件之间的摩擦与磨损,提高部件的传动效率和精度。
而准确的锥度标注则可以为加工和检验提供有力的依据。
4. CAXA软件中的锥度标注方法CAXA软件作为一款常用的机械设计与制造软件,为用户提供了方便、快捷的锥度标注功能。
在使用CAXA软件进行锥度标注时,用户可以通过选择相应的零件或图纸元素,然后通过指定的操作步骤来实现锥度的准确标注。
在标注过程中,还可以根据实际需要对锥度的大小、位置和形式进行灵活的调整,以满足不同工程需求。
5. 个人观点与理解作为一名工程技术人员,我深知锥度在机械设计与制造中的重要性。
合理的锥度设计可以有效地改善零件之间的配合关系,同时也有利于提高产品的性能和品质。
在实际的工程项目中,通过CAXA软件进行锥度标注能够帮助工程师快速、准确地完成设计任务,提高工作效率和质量。
6. 总结锥度作为一个重要的工程术语,在机械设计与制造中具有广泛的应用。
准确理解和标注锥度对于保证零件的装配质量和工作性能具有重要意义。
CAXA软件提供了便捷的锥度标注功能,为工程师在实际工作中提供了有力的支持。
深入理解锥度及其在CAXA软件中的标注方法对于工程技术人员具有重要的意义。
圆锥配合的特点圆锥配合是指在机械设计中,通过一个锥面和另一个旋转体(通常是一个圆柱体)的表面接触以实现传递力和运动的一种配合形式。
圆锥配合具有以下特点:1.空间利用率高:圆锥配合能够更好地利用空间,尤其适用于紧凑的设计场景。
锥面可以覆盖更大的面积,相对于其他配合形式,圆锥配合能够实现更高的功效。
2.切向力分布均匀:在圆锥配合中,切向力分布均匀,能够有效地抵抗物体间的相对滑动。
这是因为圆锥配合的切向力是沿着锥面平面传递的,基本上不会引起剪切力。
3.轴向位置精度高:圆锥配合能够提供较高的轴向位置精度。
通过调整锥面的几何参数,可以实现对轴向位置的微小调整,从而精确控制旋转体的位置。
4.维修和更换方便:相对于其他配合形式,圆锥配合在维修和更换上更为方便。
由于接触面积大,摩擦力也大,圆锥配合的耐磨性也较高。
因此,在需要更换或者更换精度不高的场景下,圆锥配合是一种理想的选择。
5.实现相对联接:圆锥配合在多个旋转体间进行传递力和运动时非常有用。
通过调整两个锥体的几何参数,可以实现不同朝向的传递力,并且锥形配合能够提供充分的接触面积,使得力能够得到很好地传递。
圆锥配合的特点使得它广泛应用于机械设计中的各个领域,如汽车、航空航天、船舶、机械工具等。
同时,圆锥配合也存在一些缺点,例如需要进行精确的加工和安装,成本相对较高。
此外,由于圆锥配合通常涉及到摩擦,可能会引起一些能量损失和热增长的问题,需要进行适当的润滑和散热处理。
在实际应用中,需要根据具体的工作要求和设计场景选择合适的配合形式。
圆锥配合通常是一种可靠、紧凑、空间利用率较高的配合形式,可以满足多种机械设计需求。
圆锥配合的特点范文圆锥配合是指由两个零件以特定的方式连接、传递力和运动的机械连接方式。
圆锥配合具有以下特点:1.高精度:圆锥配合的加工要求较高,需要精确的设计和制造,以确保零件的互换性和平衡性。
特别是在需要传递精确位置和运动的场合,如工具机床、汽车发动机等,圆锥配合具有非常重要的作用。
2.紧固牢固:由于圆锥配合的锥度设计,零件在配合时有较大的接触面积,可以实现牢固的连接和传递较大的力矩。
因此,圆锥配合广泛应用于需要承受较大力矩和压力的连接处,如机械传动系统的轴承和杆件连接处。
3.易于拆卸:由于圆锥配合的零件在配合时存在一定的斜度,因此,当需要拆卸时,只需用一定的力即可实现拆卸,不需要使用额外的工具。
这在需要反复拆卸和安装的场合非常方便,如汽车发动机的维修、维护等。
4.运动稳定:圆锥配合的零件通过接触和摩擦力传递力和运动,具有较好的稳定性。
当零件在运动中受到外力或载荷时,通过锥度配合的互相协作,可以将力和运动平稳传递。
这为机械设备的运行提供了良好的基础。
5.自动定心:在圆锥配合中,由于零件的斜度设计,可以实现零件的自动定心作用。
即使在装配时,零件有一定的偏差,也可以自动调整,保证零件的合理配合和运动。
这对于一些需要高精度定位的场合非常重要,如飞机和船舶的控制系统。
6.独特的密封性:由于圆锥配合的斜度设计,使得零件能够紧密配合,并具有较好的密封性。
这在液体传递和气体传递等需要密封的场合非常重要,如管道连接、液压系统等。
总之,圆锥配合具有高精度、紧固牢固、易拆卸、运动稳定、自动定心和独特的密封性等特点,广泛应用于各种机械设备和系统中。
在现代工业生产和日常生活中都有着重要的作用。
圆锥销钉孔的配合公差1. 引言圆锥销钉孔的配合公差是机械工程中的一个重要概念,它涉及到零件的尺寸和形状的控制,对于确保零件的装配和工作性能具有重要意义。
本文将对圆锥销钉孔的配合公差进行详细介绍,包括定义、分类、计算方法、应用等方面的内容。
2. 圆锥销钉孔的定义和分类圆锥销钉孔是指用于安装和定位圆锥销钉的孔。
圆锥销钉是一种常用的机械连接元件,它通过锥形的形状和配合孔的配合公差,实现了零件的连接和定位。
根据零件的要求和使用环境的不同,圆锥销钉孔可以分为以下几种类型:1.H7/g6型配合:圆锥销钉孔的公差为H7,圆锥销钉的公差为g6。
这种配合适用于要求较高的连接和定位精度的场合,如精密仪器、精密机械等。
2.H8/h7型配合:圆锥销钉孔的公差为H8,圆锥销钉的公差为h7。
这种配合适用于一般要求的连接和定位,如普通机械设备、汽车零部件等。
3.H9/h8型配合:圆锥销钉孔的公差为H9,圆锥销钉的公差为h8。
这种配合适用于要求较宽松的连接和定位,如一些低精度的机械设备、家电产品等。
3. 圆锥销钉孔配合公差的计算方法圆锥销钉孔的配合公差可以通过以下方法进行计算:1.基本偏差法:基本偏差法是根据零件的尺寸和公差等级,通过查表或计算得出配合公差的方法。
具体步骤如下:–确定零件的基本尺寸和公差等级。
–查表或计算得到基本偏差。
–根据基本偏差和公差等级,得到配合公差。
2.限制公差法:限制公差法是根据零件的功能和使用要求,通过确定最大和最小公差限制来确定配合公差的方法。
具体步骤如下:–确定零件的功能和使用要求。
–根据要求确定最大和最小公差限制。
–根据最大和最小公差限制,得到配合公差。
3.经验公差法:经验公差法是根据实际经验和类似零件的配合公差,通过类比和调整得出配合公差的方法。
这种方法适用于没有明确规定的情况,但需要注意不同材料和工艺的差异。
4. 圆锥销钉孔配合公差的应用圆锥销钉孔的配合公差在机械工程中有广泛的应用,主要包括以下几个方面:1.连接和定位:圆锥销钉孔的配合公差可以确保圆锥销钉与零件的连接和定位精度,保证零件的装配和工作性能。
目录绪论 (1)1概述 (2)2数控加工工艺分析 (2)2.1毛坯的选择 (2)2.2加工余量的分析 (2)2.3加工精度分析 (2)2.4定位基准的选择 (3)3设备的选择 (3)3.1机床的选择 (3)3.2设备的介绍 (3)3.3夹具的选择 (3)4量具与冷却液的的选择 (4)4.1量具的选择 (4)4.2冷却液的选择 (4)5圆锥螺纹配合件一的工艺方案 (5)5.1零件图分析 (5)5.2工艺分析 (6)5.3确定装夹方案 (6)5.4确定加工方案 (6)5.5确定工步顺序、进刀路线和所用刀具 (6)5.5.1粗车外表面 (6)5.5.2精车外表面 (7)5.5.3调头装夹,加工另一端 (7)5.5.4切槽 (7)5.5.5加工外螺纹 (8)5.5.6切断 (9)5.6切削用量的选择 (9)5.6.1主轴转速的确定 (9)5.6.2切削速度Vc (9)5.6.3进给速度的确定 (9)5.6.4背吃刀量的确定 (10)5.6.5确定切削用量 (10)5.7填写工艺文件 (10)6圆锥螺纹配合件二的工艺方案 (13)6.1零件图工艺分析 (13)6.2确定装夹方案 (13)6.3确定工步顺序,进刀路线和所用刀具 (13)6.3.1钻孔 (13)6.3.2粗车内轮廓 (14)6.3.3精车内轮廓 (14)6.3.4粗车外轮廓 (14)6.3.5精车外轮廓 (15)6.3.6切断 (15)6.4确定切削用量 (15)6.5填写工艺文件 (16)7圆锥螺纹配合件三的工艺方案 (18)7.1工艺分析 (18)7.2确定装夹方式 (19)7.3确定工步顺序,进给路线和所用刀具 (19)7.3.1钻孔 (19)7.3.2粗车内孔 (19)7.3.3精车内孔 (19)7.3.4切内螺纹退刀槽 (19)7.3.5车内螺纹 (20)7.3.6粗车外轮廓 (20)7.3.7精车外轮廓 (21)7.3.8切断 (21)7.4确定切削用量 (21)7.5填写工艺文件 (22)8程序编写 (24)结论 (31)致谢 (32)参考文献 (33)圆锥螺纹配合件工艺设计与加工摘要本次设计和加工的圆锥螺纹配合零件是一种集合各种工艺设计在内的综合型零件。