德士古气化炉工艺烧嘴损坏原因分析
- 格式:pdf
- 大小:502.32 KB
- 文档页数:5

气化炉烧嘴失效分析陈斌,侯洪文钟彦平,张玉福。
郭志军(中石油宁夏分公司,银川750026)(兰州石油机械研究所,兰州730050)摘要:随着能源结构的变化,大化肥装置的气化炉普遍进行了油改气,但随着气化炉负荷的提高,炉膛温度上升,烧嘴的失效问题日益突出,主要表现有烧嘴的烧损和冷却水夹套焊缝泄漏。
从材料的选择、制造、使用等方面着重分析和讨论了高温、腐蚀、应力等因素对其失效行为的影响,并提出了解决措施。
关键词:气化炉;烧嘴;高温腐蚀;焊接缺陷;腐蚀疲劳;失效分析;中国分类号:TGl42.33文献标识码:A文章编号:1001--4012(2005)增刊1概述气化炉是合成氨生产的龙头设备,以前是将经预热的渣油和氧气适当配比混合燃烧生成工艺气体。
为适应新的能源结构的变化,现在是将天然气和氧气以适当配比混合,经不完全燃烧生成所需工艺气。
经过预热的高压氧气(80℃、10.oMPa)和天然气(304℃、10.0MPa)分别通过烧嘴的中心管和环隙喷入气化炉燃烧室,混合燃烧,燃烧后炉内气氛H。
为61~62%、CO约32%、CO:为5.8%~6%、水蒸气<2%。
目前我国进口的多套520×i03t尿素装置的合成氨生产的气化炉是采用美国德士古公司的专利,烧嘴加装在燃烧室顶部,烧嘴各部材料均采用镍基变形超耐热合金Inconel600制造。
该烧嘴由物料输送部分、物料混合部分和冷却部分水冷盘管和水夹套组成。
冷却水为去离子水,进水温度28—32℃,出水温度38"--42℃、压力1.6MPa。
由于原料含有一定量的杂质,同时,有效气即具有氧化性,又具有还原性,其腐蚀行为相当复杂。
实际操作中炉膛温度1400~1450℃,尽管有循环水冷却,正常工作时烧嘴表面温度仍然到达900℃左右。
从历次对气化炉烧嘴检验的结果分析可知,其头部的外表面呈现严重的疲劳腐蚀开裂特征,同时,伴有晶间、沿晶、穿晶特性,而且,裂纹主要集中在冷却水夹套端面部位。

冷却水系统,气化炉联锁跳车。
德士古气化炉预混式烧嘴在满负荷工况下,由以上两种原因,一般使用寿命在60 d 左右,很难超过90 d 。
3 德士古气化炉烧嘴延长寿命的措施3.1 烧嘴冷水盘管增加防护措施针对烧嘴冷却水盘管容易烧穿处增加保护措施。
冷却水盘管材质为INCONEL625,烧嘴冷却水夹套与烧嘴头部连接处容易烧穿,在原有设计基础上,在连接处安装一层耐火网,在下方再焊接安装一段保护套,对该薄弱点双重保护,避免热辐射直接作用到冷却水盘管与烧嘴焊接连接段[1]。
3.2 烧嘴煤浆喷头材质改进烧嘴磨损后,特别是煤浆喷头磨损后烧嘴压差会变小,这会影响煤浆雾化效果,碳转化率也会降低。
德士古气化炉烧嘴一般设计材质是与氧气接触的部分是INCONEL625材料,煤浆喷头材质是UMCo50。
为减缓煤浆喷头磨损,选用高硬度和耐磨性的材料制作煤浆喷头,改成复合陶瓷材质。
复合陶瓷具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能。
改进材质后,烧嘴运行时间明显增加。
实践证明,硬质合金材质的煤浆喷头有更好的耐磨性,这为德士古气化炉长周期运行创造了条件。
3.3 工艺烧嘴设计参数与操作参数相匹配控制在工艺烧嘴的规格不改变的情况下,操作人员的操作思维、工艺操作条件和气化炉运行状态促使烧嘴所工作环境变化也是决定气化炉烧嘴能否长周期稳定运行的关键因素。
1 德士古气化炉烧嘴简介德士古气化炉是用在水煤浆加压气化技术的气化炉种类之一,而气化炉是煤气化装置最核心的设备,工艺烧嘴是决定气化炉长周期运行的重要条件之一。
德士古气化炉烧嘴安装在气化炉顶部,是水煤浆、氧气进入气化炉的入口点。
其主要作用是将进入气化炉的水煤浆和氧气混合、雾化,结构为预混式三流道设计,中心管走中心氧气,内环隙走水煤浆,外环隙走环隙氧气,烧嘴头部有冷却水夹套及冷却水盘管,运行时通冷却水以保护烧嘴不被烧坏。
2 德士古气化炉烧嘴运行现状气化炉烧嘴是决定气化炉长周期运行的重要条件,常见的损坏形式有烧嘴冷却水盘管烧嘴和烧嘴喷头磨损,只要出现其中一条,就需要停炉更换烧嘴。

图1四喷嘴水煤浆烧嘴结构示意图气化炉烧嘴烧损的失效分析及延长使用寿命建议苏毅1,姚敏2,赵子通1,井云环2,曾磊斌贝1,罗春桃2,张世程1(1.中国船舶重工集团公司第七一一研究所,上海201108;2.神华宁夏煤业集团,宁夏银川750000)收稿日期:2017-11-01基金项目:上海市青年科技启明星计划(B 类)(16QB1404800)作者简介:苏毅(1983—),男,陕西西安,高级工程师,博士,2006年本科毕业于上海交通大学热能工程专业,现从事煤气化技术研究工作,E-mail :colinsuyi@ 。
1概述近年来,煤气化技术迅速发展,各种气化炉型在工业化装置中不断得到改进和完善[1-3]。
气化烧嘴作为煤气化炉的核心设备,其使用寿命和性能是制约气化炉安全稳定长周期运行的关键。
这是由于气化烧嘴长时间处于高温、高压、纯氧以及酸性腐蚀的环境下,通常气化烧嘴的工作压力在4MPa ~6MPa ,气化炉炉膛平均温度1400℃左右,烧嘴头部受到超过2000℃火焰的强烈辐射。
此外,烧嘴还受到氧气、煤粉或煤浆的高速冲刷磨损。
因此,气化炉工艺烧嘴的平均使用寿命仅为40天~150天。
为此,一些研究者针对气化烧嘴的失效开展了分析研究工作。
李聿营等[4-7]分析了Texaco 工艺烧嘴烧损的主要原因,从热应力导致金属开裂以及高温腐蚀等方面做了详细探讨。
宋兵[8]对水煤浆电站锅炉中的煤浆喷嘴烧损原因进行了研究,着重对煤浆磨损导致的金属破坏提出了解决方案及试验验证。
中船重工七一一所针对神华宁煤一台典型烧损的四喷嘴对置水煤浆气化烧嘴开展了深入的分析工作,采用计算机仿真计算、金属失效分析等技术手段,对烧损原因进行了剖析。
从金属材料等级、耐热涂层和冷却水通道设计等方面给出了合理的建议。
2烧嘴结构及烧损形式四喷嘴水煤浆烧嘴的头部结构如图1所示。
烧嘴共有3个工艺通道,由内向外分别为中心氧气、煤浆和外环氧气的通道。
在外环氧的外侧,即烧嘴向火面设有冷却水夹套。
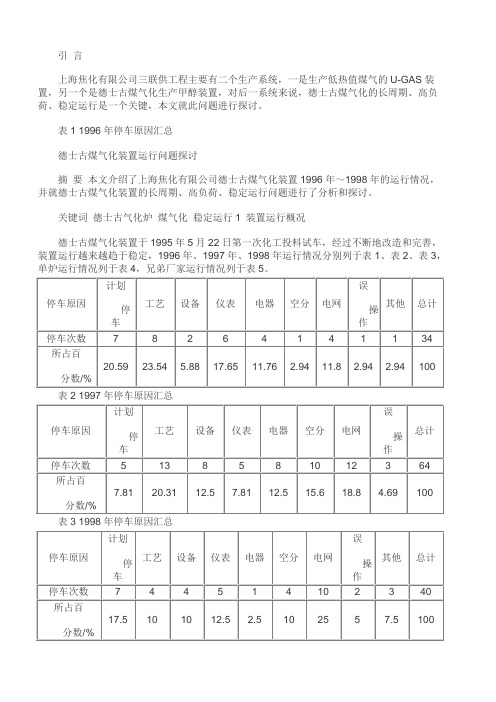
引言上海焦化有限公司三联供工程主要有二个生产系统,一是生产低热值煤气的U-GAS装置,另一个是德士古煤气化生产甲醇装置,对后一系统来说,德士古煤气化的长周期、高负荷、稳定运行是一个关键,本文就此问题进行探讨。
表1 1996年停车原因汇总德士古煤气化装置运行问题探讨摘要本文介绍了上海焦化有限公司德士古煤气化装置1996年~1998年的运行情况,并就德士古煤气化装置的长周期、高负荷、稳定运行问题进行了分析和探讨。
关键词德士古气化炉煤气化稳定运行1 装置运行概况德士古煤气化装置于1995年5月22日第一次化工投料试车,经过不断地改造和完善,装置运行越来越趋于稳定,1996年、1997年、1998年运行情况分别列于表1、表2、表3,单炉运行情况列于表4,兄弟厂家运行情况列于表5。
表2 1997年停车原因汇总表3 1998年停车原因汇总表4 单炉运行情况表5 兄弟厂家运行情况1)注:1)德士古气化炉数量情况如下:上海焦化有限公司二开二备,山东鲁南化肥厂一开一备,陕西渭河化肥厂二开一备;山东鲁南单炉连续运行最高纪录为77天,上海焦化为67天,陕西渭河为49天。
2 运行情况的分析2.1 长周期运行的情况在1996年~1998年三年中,工艺造成停车的原因主要是煤浆泵进口堵塞、大颗粒卡住高压煤浆泵活门造成高压煤浆泵不打量、渣排不出、黑水管线堵等;仪表造成停车的原因主要是PLC及阀门问题;电器造成停车的主要原因是高压煤浆泵变频器故障;电网造成停车的原因是外电网影响;空分造成停车的原因主要是4#空分处于试生产阶段,4#空分分子筛阀门故障及4#空分空透吸风口大气中CO2超标等。
美国伊斯曼金石堡化工厂德士古煤气化炉开停一次平均寿命在25天左右,虽然我厂单炉连续运行时间已达到了67天,达到了较好水平,但开停一次平均运行时间还不够长。
经过这几年的实践,我们已经认识到不必追求单炉连续运行纪录,运行一个月至45天左右就应计划停车,主动切换炉子,做好检修工作。

德士古气化炉论操作温度对工艺过程的影响德士古气化炉论操作温度主要依据煤的灰熔点温度制定,德士古气化炉操作温度是影响产品质量和气化炉安全稳定运行的关键因素。
本文重点探讨德士古气化炉论操作温度对工艺过程的影响。
我国煤炭资源丰富,而石油和天然气相对缺乏,在今后相当长时期内煤炭仍将是我国最主要能源。
大力发展煤化工和煤化工产品的延伸是必是我国化工企业发展的必然选择,而发展煤化工选择什么样的煤气化技术成为发展煤化工关键所在。
山东鲁南化肥厂首次引进美国先进的德士古水煤浆加 压气化技术,如今德士古水煤浆加压气化技术以成为我国煤化工行业采取的主要煤气化技术。
德士古水煤浆加压气化技术采用的是气流床连续气化工艺,对于气化炉温度的选择控制是整个气化系统操作关键所在。
对于德士古气化炉温度的选择,首先要对气化用煤进行分析,德士古水煤浆加压气化技术采用的是煤渣熔融态排渣技术,要求气化炉操作温度要在煤的灰熔点温度以上操作。
一般德士古气化炉操作温度控制在煤的灰熔点50-100℃操作,煤的灰熔点分析测定成为德士古气化炉操作温度的重要依据。
所以我们每天都要分析测定煤的灰熔点,根据煤的灰熔点制定气化炉操作温度,特别是煤种变化了要及时分析测定煤的灰熔点,根据煤的灰熔点的高低变化及时调整气化炉操作温度。
对于德士古气化炉操作温度的选择我们不仅要考虑到煤的灰熔点温度,还要考虑其它各方面因素的影响,以达到德士古气化炉安全稳定经济长周期运行。
1、德士古气化炉操作温度对气化炉工艺烧嘴的影响德士古气化炉工艺烧嘴工作气化炉燃烧室内,是整个气化系统最为关键的设备,德士古气化炉燃烧室内高温高压,温度高达1350℃、压力达6. 5MPa。
虽然在气化炉工艺烧嘴头部有冷却盘管和水夹套的保护,但不能消除高温气体对气化炉工艺烧嘴的灼烧和侵蚀。
德士古气化炉燃烧室温度越高对气化炉工艺烧嘴的灼烧侵蚀越强烈,由其是在气化炉燃烧室温度大幅度波动时对气化炉工艺烧嘴的灼烧侵蚀更为严重,所以我们在操作时尽量不要让气化炉燃烧室温度有较大的波动。

德士古煤气化炉耐火砖问题探讨根据耐火砖的蚀损机理,煤熔渣对耐火砖的侵蚀主要包括三个过程,即溶解、渗透和冲刷磨损。
对一定的炉衬材料而言,溶解过程受耐火材料上的渣边界层扩散过程所控制,溶解速率取决于温度的高低,因此,操作温度是影响耐火砖寿命的主要因素。
从上焦使用过的三炉砖看,由于受煤质影响均不同程度在大于1 400 ℃高温运行一段周期,特别是2号炉,在大于1 400 ℃运行近1 000 h,最高操作温度达1 480 ℃,因此对砖的使用寿命造成了不同程度的影响。
对于鲁南化肥厂以及渭河化肥厂的第一炉砖,由于均使用高灰熔点煤,其操作温度均在1 400 ℃以上,特别是渭河化肥厂,当测温热电偶损坏后,较长时间以CH4含量达70×10-6为参考运行,此值估算在1 500 ℃左右,因此造成了对耐火砖的严重损伤。
根据经验,在适宜的操作温度以上,每增长100 ℃,耐火砖的蚀损率将增长近四倍,因此,选择高活性与低灰熔点的煤种,使气化炉在较低的操作温度下运行,是延长耐火砖寿命的重要途径。
由于熔渣的渗透将导致砖的变质带与原砖带间不同的热膨胀系数,当温度与压力急剧变化时,如开停车及发生操作故障时,变质带与原砖带间就将产生热应力裂纹,这种裂纹在多次的温度压力波动中,不断扩展加深直至砖层剥落。
因此,在一定的操作温度条件下,开停炉次数的增加将会加剧耐火砖的蚀损。
从1号炉与3号炉的使用情况看,其运行条件相近,但3号炉的开停炉次数相对少(每次开炉平均运行周期:1号炉为225 h,3号炉为305 h,而国外装置在700 h)。
所以这也是3号炉的耐火砖平均蚀损率比1号炉低的原因之一。
煤灰性质的差异同样会对耐火砖的使用寿命产生影响。
煤灰渣中最易渗透的成分是SiO2和CaO, 其次是FeO、Al2O3, 因此,渣中含有较高SiO2和CaO时,对Cr砖的腐蚀也就越大。
煤灰的组成确定了渣的粘度与温度的关系,在适宜的粘度和操作温度下,耐火砖表面将保持一层固态的煤渣层,这层挂渣将有助于防止进一步的渣冲蚀,起到以渣抗渣的效果。
某厂德士古水煤浆气化装置烧嘴冷却水管破裂导致煤气外泄事故原因分析某厂煤气外泄事故事故经过:2005年2月11日1点40分,某厂德士古水煤浆气化装置气化炉A的A1烧嘴口喷火,气化岗位现场及中控人员发现后,马上停车处理,停车后经检查发现气化炉A的烧嘴A1烧坏,冷却水盘管头部烧毁,盘管烧断;四个烧嘴周围耐火砖损坏,气化炉顶部盲盖烧损。
气化炉被迫停车检修,更换烧嘴,修补耐火火砖,修补顶部盲盖,检修时间大约2个月。
气化炉A于2004年12月开始试车,到目前为止共运行了166小时,事故原因分析:1. 烧嘴冷却水管破裂是导致煤气外泄事故的直接原因:A炉于2005年2月11日1:40发生煤气外泄事故是烧嘴冷却水管破裂所致,与烧嘴损坏有关,与四喷嘴对置式气化炉的结构无关。
烧嘴头部腔室的烧嘴冷却水进水管与头部腔室的焊缝的破裂,导致高温合成气窜入烧嘴冷却水盘管,烧嘴冷却水断流。
高于1300℃的合成气直接损坏烧嘴冷却水管线。
随着烧嘴头部冷却腔室的烧损,外通道面积增大,氧气流量急剧增加(1:40:05的3093Nm3/h急升至1:40:31的4633Nm3/h),加速烧嘴头部的烧蚀。
合成气与纯氧燃烧,情形类似用于气割钢板的纯氧乙炔焰,对金属有极大破坏力。
高温高压合成气沿烧嘴冷却水低压(出口)管线窜出气化炉,导致框架上出现较长的火焰。
A1烧嘴周围耐火砖损坏与火焰由炉内窜向烧嘴冷却水盘管,烧出气化炉直接有关,可能也与气化炉停车后降压过程中烧嘴冷却水进入炉膛(2:05~2:40)有关。
因烧嘴冷却水管破裂导致烧嘴损坏的事故,在渣油气化装置、天然气非催化部分氧化装置上发生过数次,如新疆、宁夏、齐鲁等。
国内实践经验表明,影响烧嘴寿命的因素很多,包括设计、加工、安装和操作等多方面的原因。
即使运行多年的老厂,也依然存在操作不当引起的烧嘴损坏的问题。
2. 烧嘴冷却水管破裂绝不是烧嘴盘管的磨蚀穿孔引起:如果是磨蚀穿孔引起烧嘴冷却水管的烧坏,那么A2、A3、A4烧嘴也会存在类似情况,而据现场观察,A2、A3、A4烧嘴冷却水管未出现磨蚀现象。
德士古煤气化炉烧嘴烧坏事故分析及预防作者:刘波来源:《科技视界》2014年第20期【摘要】本文通过一起典型的德士古煤气化炉烧嘴冷却水盘管破裂引起的烧嘴烧坏事故,及对事故发生原因的系统分析,提出了具体的预防、改进措施,可以有效避免烧嘴类似事故的发生,并为气化炉的长周期稳定运行提供保障。
【关键词】气化炉;烧嘴;事故分析;预防改进德士古气化工艺过程是高压水煤浆与纯氧在工艺烧嘴内混合,呈射流状态进入气化炉,在高温、高压下进行气化反应,生成以CO 和H2为主要成分的粗合成气。
气化炉烧嘴作为气化炉的关键部件,长期工作在高温、高压状态下,烧嘴的稳定运行对气化炉的长周期稳定运行起至关重要的作用。
2011年我公司某化工单位发生一起德士古煤气化炉烧嘴冷却水盘管破裂引起的烧嘴烧坏事故,本文通过对该事故发生原因的系统分析,提出了具体的预防、改进措施,可以有效避免烧嘴类似事故的发生。
1 事故经过我公司某化工单位气化装置设置德士古煤气化炉两台。
2011年8月29日20时08分29秒,气化控制室操作人员发现其中一台气化炉运行压力突然出现下降,同时向调度室汇报,控制室操作人员立即通过摄像头监控气化框架画面,发现有大量浓烟雾冒出,初步判断为气化框架有气体泄漏,20时08分46秒气化炉氧气流量由28817 Nm3/h波动至32377 Nm3/h。
由于无法判断具体泄漏位置,为确保装置安全,当班操作人员立即对气化系统进行紧急停车,并同时向调度室汇报。
调度室指挥后系统切气停车,并通知相关岗位做好工艺处理。
两台气化炉先后于20时08分47秒和20时08分50秒停车。
气化高压氧气管线紧急隔离,切至空分界区内放空,并对氧气管线进行氮气置换。
20时13分气化完成系统停车并进入降压、充氮气置换程序。
本次事故造成烧嘴盘管、外氧喷头烧坏,直接损失虽然较小,但气化炉烧嘴冷却水盘管出现破损后,因温度较高烧嘴冷却水盘管被迅速烧坏,大量高压、高温气体通过被烧化的烧嘴冷却水盘管进出口部位进入气化框架,可燃、有毒气体和烟雾充斥气化框架,直接导致了事故的进一步发展,造成全厂停车,若非操作人员操作及时,险些酿成重大事故。