X射线实时成像分辨率
- 格式:doc
- 大小:33.50 KB
- 文档页数:5
国内外X射线数字成像检测技术标准比对分析发布时间:2022-06-08T10:43:49.339Z 来源:《福光技术》2022年12期作者:孙俊安雯雯朱卫明[导读] X射线数字成像检测技术是一种具有强大图像处理功能的检测技术,是图像处理技术与X射线技术的有机融合。
新疆科达同鑫检测技术有限公司新疆昌吉市 831199摘要:X射线数字成像检测技术是一种具有强大图像处理功能的检测技术,是图像处理技术与X射线技术的有机融合。
现如今,这一技术已经广泛运用于各个领域中,包括:工业生产制造、化工产品生产、建筑工程行业等,体现出无材料消耗。
储存便捷、效率较高、数字图像可交换等应用优势。
为了更透彻地发挥技术优势,本次对这一技术的标准条例进行对比分析,通过对我国、美国、欧洲国家与国际标准的比对分析,为进一步探索X射线数字成像检测技术标准体系建设提供借鉴。
关键词:国内外X射线;数字成像检测;技术标准;比对一、X射线数字成像检测技术标准“标准”就是指对某项具有重复性特征的事物作出的统一规定,也是经过多方面机构一致协商出的、对某事物的结果进行评价的依据,也可以理解为是生产实践中依靠经验不断总结与概括得到依据。
一般来说,标准可以分为管理标准、信息标准与技术标准。
本次比对的X射线数字成像检测技术标准属于典型的技术标准,是这一技术运用于无损检测中的依据,技术人员可以根据技术标准评价检测对象的质量,完成各项不同目标的检测过程,确保检测流程规范、检测数据精准。
二、国内外X射线数字成像检测技术标准(一)我国X射线数字成像检测技术标准关于X射线数字成像检测技术的标准体系,我国政府及有关部门从九十年代开始关注这方面的建设,并且根据工业生产实际情况及其需求,开始制定标准体系,具体包括:(1)GB/T19293-2003 对接焊缝X射线实时成像检测法;(2)GB/T 21356-2008 无损检测计算机射线照相系统的长期稳定性与鉴定方法;(3)GB/T26642-2011 无损检测金属材料九三级射线照相检测方法;(4)GB/T 23909.3-2009 无损检测射线透视检测金属材料X和咖玛射线透视检测总则。
DR技术参数及要求DR技术(数字化放射技术)是一种将X射线转化为数字信号进行成像的技术。
它已经取代了传统的胶片成像技术,成为放射学诊断的主要工具之一、以下是DR技术的一些常见技术参数及要求。
1.分辨率:DR技术的分辨率是指系统能够区分的最小物体的大小。
通常以线对线对比度或点对点分辨率表示。
高分辨率有助于更准确地识别小的病灶或病变。
2.灵敏度:DR技术的灵敏度是指系统对X射线的响应程度。
灵敏度越高,系统对低剂量X射线的响应就越好,从而可以减少患者暴露于辐射的风险。
3.动态范围:DR技术的动态范围是指系统能够处理的亮度差异范围。
较大的动态范围可以更好地显示高亮度和低亮度区域的细节,从而提高图像的诊断能力。
4.噪声:DR技术的噪声是指图像中的随机变化。
较低的噪声有助于提高图像的质量和可读性。
5.曝光剂量:DR技术的曝光剂量是指患者在成像过程中暴露于X射线的剂量。
要求曝光剂量尽可能低,以减少患者的辐射风险。
6.成像速度:DR技术的成像速度是指从X射线暴露到图像显示所需的时间。
快速的成像速度可以提高工作效率,减少患者的不适感。
7.图像存储和传输:DR技术的图像存储和传输要求能够将数字图像保存在电子媒体上,并能够快速、安全地传输到其他地点进行远程诊断。
除了以上技术参数,DR技术还有一些其他的要求:1.设备可靠性:DR设备需要具备稳定可靠的性能,以确保图像的质量和准确性。
2.操作便捷性:DR设备应该易于操作,操作人员应该能够快速、准确地完成成像过程。
3.维护成本:DR设备的维护成本应该尽可能低,以降低设备的运营成本。
4.兼容性:DR设备应该能够与其他医疗设备和信息系统无缝集成,以方便医生的工作和信息的共享。
总结起来,DR技术的技术参数和要求包括分辨率、灵敏度、动态范围、噪声、曝光剂量、成像速度等方面的要求。
此外,设备的可靠性、操作便捷性、维护成本和兼容性也是DR技术的重要考虑因素。
这些技术参数和要求的不断改进和满足,将进一步提高DR技术的临床应用价值和诊断效果。
x射线分辨率测试卡标准论说明以及概述1. 引言1.1 概述本文旨在介绍和说明关于x射线分辨率测试卡标准的内容。
随着科技的不断发展和应用领域的扩大,对于x射线设备的性能测试变得越来越重要。
而x射线分辨率是评价设备性能的一个重要指标之一。
为了进行准确可靠的测试,需要建立相应的标准,并制定合适的测试方法和步骤。
1.2 文章结构本文将按照以下结构进行阐述:- 引言:对文章进行简要介绍,包括概述、文章结构和目的。
- 正文:详细探讨与x射线分辨率测试相关的基础知识、方法论等内容。
- X射线分辨率测试卡标准论述:介绍x射线分辨率测试卡及其特点,并详细说明相关的标准要求和规范,以及具体的测试方法和步骤。
- 结论:总结本文主要内容,提出关键要点,并在此基础上对该标准的意义和影响进行讨论。
- 参考文献:列举使用到的参考文献列表。
1.3 目的本文旨在对x射线分辨率测试卡标准进行论述和说明,以便在实际应用中能够准确评估x射线设备的性能表现。
同时,通过对该标准的讨论,使读者深入了解其意义和影响,并为相关领域的研究与开发提供参考依据。
2. 正文X射线分辨率测试卡是一种用于评估X射线设备分辨率性能的标准工具。
通过对X射线图像中显示的测试卡进行定量分析,可以准确测量出X射线系统的分辨率。
本文将详细介绍X射线分辨率测试卡的标准和要求,并说明相关的测试方法和步骤。
X射线分辨率测试卡介绍X射线分辨率测试卡通常由一系列具有不同空间频率的线条或格栅组成。
这些格栅会在X射线系统中放置,然后通过拍摄获得相应的X射线图像。
通过对图像中的格栅进行观察和测量,可以获得系统的分辨率性能。
标准要求和规范针对X射线分辨率测试卡,存在一系列标准要求和规范,以确保测试结果的准确性和可比性。
其中包括:- 标准化的格栅设计:为了使不同设备之间的比较有效,标准要求使用统一设计规范生产格栅。
- 空间频率范围:定义了格栅中包含的空间频率范围,以适应不同应用领域对分辨率的需求。
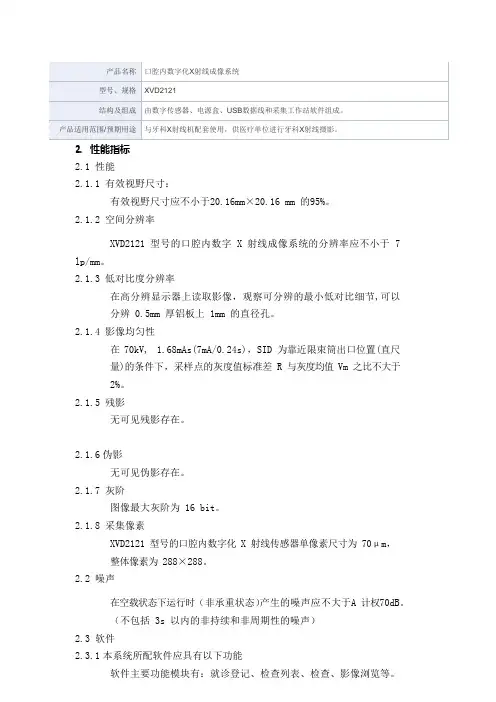
2.性能指标2.1性能2.1.1有效视野尺寸:有效视野尺寸应不小于20.16mm×20.16 mm 的95%。
2.1.2空间分辨率XVD2121 型号的口腔内数字 X 射线成像系统的分辨率应不小于 7 lp/mm。
2.1.3低对比度分辨率在高分辨显示器上读取影像,观察可分辨的最小低对比细节,可以分辨 0.5mm 厚铝板上 1mm 的直径孔。
2.1.4影像均匀性在 70kV, 1.68mAs(7mA/0.24s),SID 为靠近限束筒出口位置(直尺量)的条件下,采样点的灰度值标准差 R 与灰度均值 Vm 之比不大于2%。
2.1.5残影无可见残影存在。
2.1.6伪影无可见伪影存在。
2.1.7灰阶图像最大灰阶为 16 bit。
2.1.8采集像素XVD2121 型号的口腔内数字化 X 射线传感器单像素尺寸为70μm,整体像素为288×288。
2.2噪声在空载状态下运行时(非承重状态)产生的噪声应不大于A 计权70dB。
(不包括 3s 以内的非持续和非周期性的噪声)2.3软件2.3.1本系统所配软件应具有以下功能软件主要功能模块有:就诊登记、检查列表、检查、影像浏览等。
1)就诊登记提供快速登记信息进入检查的通道,主要录入信息为就诊人员姓名、性别、年龄、出生日期、手机号,以及患者编号、检查号、就诊号等附加信息。
2)检查列表可查看所有或按指定条件查询加载本地登记的患者检查信息,在数据列表中可观察到检查的患者基本信息(如:姓名、性别、年龄、检查时间),并能预览指定检查下已接受的摄影影像。
提供就诊登记、检查执行、检查编辑、阅片、导出、打印、锁定和删除等操作。
3)检查可选择待摄影牙位进行拍照准备;同一个牙位支持多次拍摄;当牙位影像结果只有一份影像时可对牙位拍摄影像进行快速删除,更换牙位的操作;选择已曝光的牙位进行浏览查看影像。
4)浏览支持对选择的影像进行图像处理的操作,也能根据牙位影像进行对比观察,并在浏览界面中提供导出影像文件的支持。
X射线实时成像系统分辨率及其影响因素X射线实时成像系统分辨率及其影响因素X射线实时成像系统是一种广泛应用于医学、安全检查和材料研究等领域的重要工具。
它能够提供高分辨率的X射线图像,以帮助人们观察和分析被研究对象的内部结构。
本文将探讨X射线实时成像系统的分辨率以及影响分辨率的因素。
一、X射线实时成像系统的分辨率X射线实时成像系统的分辨率是指其图像能够显示出的最小细节尺寸。
分辨率的高低决定了图像的清晰度和细节的可见程度。
X射线产生自物体对射线的吸收和散射,图像的分辨率取决于射线穿透物体的能力以及记录和显示系统的性能。
二、影响X射线实时成像系统分辨率的因素1. 射线源的能量和强度:射线源的能量和强度决定了射线穿透物体的能力。
能量越高、强度越大的射线能够穿透更厚的物体,从而提高分辨率。
2. 探测器的几何尺寸:探测器的几何尺寸对分辨率有直接影响。
较小的探测器可以更细致地记录射线经过物体后的强度变化,从而提高分辨率。
3. 探测器的灵敏度:探测器的灵敏度决定了其对射线的响应能力。
较高的灵敏度意味着探测器可以检测到较低强度的射线,从而提高分辨率。
4. 散射和吸收:物体对射线的散射和吸收会影响成像系统的分辨率。
散射和吸收现象越小,图像的细节就越清晰,分辨率就越高。
5. 图像处理算法:图像处理算法的质量对分辨率有影响。
优化的图像处理算法可以减少图像中的噪声和伪影,提高分辨率。
6. 成像系统的稳定性:成像系统的稳定性也会对分辨率产生影响。
稳定的系统可以减少图像中的抖动和模糊,提高分辨率。
三、提高X射线实时成像系统分辨率的方法1. 提高射线源的能量和强度:通过增加射线源的能量和强度,可以提高穿透物体的能力,从而提高分辨率。
2. 优化探测器的性能:对探测器进行改进,如减小探测器的几何尺寸、提高灵敏度等,可以提高分辨率。
3. 减少散射和吸收现象:通过优化束流控制和散射校正等措施,可以减少物体对射线的散射和吸收,提高分辨率。
X射线数字成像检测系统X射线数字成像检测系统(XYG-3205/2型)一、设备基本说明X射线数字成像系统主要是由高频移动式(固定式)X射线探伤机、数字平板成像系统、计算机图像处理系统、机械电气系统、射线防护系统等几部分组成的高科技产品。
它主要是依靠X射线可以穿透物体,并可以储存影像的特性,进而对物体内部进行无损评价,是进行产品研究、失效分析、高可靠筛选、质量评价、改进工艺等工作的有效手段。
探伤机中高压部分采用高频高压发生器,主机频率40KHz为国际先进的技术指标。
连续工作的高可靠性,透照清晰度高,穿透能力强,寿命长,故障率低等特点。
X光机通过恒功率控制持续输出稳定的X射线,波动小,保证了优质的图像质量。
高频技术缩短了开关机时间,有助于缩短检测周期,提高工作效率。
数字平板成像采用美国VEREX公司生产的Paxscan2530 HE型平板探测器,成像效果清晰。
该产品已经在我公司生产的多套实时成像产品中使用,性能稳定可靠。
计算机图像处理系统是我公司独立自主研制开发的、是迄今为止国内同行业技术水平最高的同类产品。
主要特点是可以根据不同行业用户的需求,编程不同的应用界面及图像处理程序,利用高性能的编程技术,使操作界面简单易懂,最大限度的减少操作步骤,最快速度的达到操作人员的最终需求。
机械传动采用电动控制、无极变速,电气控制采用国际上流行的钢琴式多功能操作台,将本系统中的X射线机控制、工业电视监视、机械操作等集中到一起,操作简单、方便。
该系统的自动化程度高, 检测速度快,极大地提高了射线探伤的效率,降低了检验成本,检测数据易于保存和查询等优点,其实时动态效果更是传统拍片法所无法实现的,多年来该系统已成功应用于航空航天、军事工业、兵器工业、石油化工、压力容器、汽车工业、造船工业、锅炉制造、制管行业、耐火材料、低压铸造、陶瓷行业、环氧树脂材料等诸多行业的无损检测中。
本系统的技术、质量、性能都居于国内领先水平。
2004年由于在成像应用技术方面取得的成绩,被确定为国家X射线实时成像检测系统高技术产业化示范工程基地。
1. 制定依据及适用范围1.1 本工艺的编制遵循GB/T17925-2011气瓶对接焊缝X射线数字成像检测标准要求。
1.2 本工艺适用范围1.2.1本工艺适用于对接焊缝实时成像射线检测。
1.2.2焊接方法为自动、手工气体保护焊、等离子焊接的对接接头射线检测。
1.2.3母材厚为2.0mm~20mm的钢金属材料制成的气瓶对接焊缝X射线数字成像检测。
1.2.4射线检测技术等级为AB级----中灵敏度检测技术。
2. 探伤人员资格2.1 从事射线数字成像检测检测的人员,取得相应项目和等级的特种设备无损检测人员资格后方可进行相应的检测工作。
2.2 检测人员应具有与本检测技术有关的技术知识和掌握相应的计算机基本操作方法。
2.3检测人员的视力适应能力要求检测应在1min内识别灰度测试图像中的全部灰度级别。
测试图像参照GB/T17925-2011标准(附录A) 。
3. X射线数字成像检测系统3.1系统组成要求3.1.1 X 射线机能根据被检测气瓶的材质、母材厚度、透照方式和透照厚度选择X射线机的能量范围;射线管有效焦点在检测时不应大于3.0mm。
3.1.2 X射线探测器本公司采用丹东XYG-22503型号数字成像系统探伤,该设备采用图像增强型探测器,事实能满足制造条件要求。
3.1.3计算机系统计算机基本配臵应与所采用的射线探测器和成像系统的功能相适应。
宜配备较大容量的内存和硬盘、较高清晰度显示器以及网卡、纸质打印机、光盘刻录系统等。
3.1.4计算机操作系统计算机操作系统应为全中文Windows操作系统具有支持工件运动跟踪控制、图像处理、图像辅助评定等功能与工作相应软件相匹配。
3.1.5计算机图像采集、图像处理系统计算机系统工作软件应具有系统校正、图像采集、图像处理、缺陷几何尺寸测量、缺陷标注、图像存储、辅助评定和检测报告打印等功能并存。
3.1.6图像存储格式3.1.6.1图像存储尽量采用通用、标准的图像存储格式。
X射线实时成像系统分辨率及其影响因素1 X射线实时成像系统X射线实时成像检测技术作为一种新兴的无损检测技术,已进入工业产品检测的实际应用领域。
与其他检测技术一样,X射线实时成像检测技术需要一套设备(硬件与软件)作为支撑,构成一个完整的检测系统,简称X射线实时成像系统。
X射线实时成像系统使用X射线机或加速器等作为射线源,X射线透过后被检测物体后衰减,由射线接收/转换装置接收并转换成模拟信号或数字信号,利用半导体传感技术、计算机图像处理技术和信息处理技术,将检测图像直接显示在显示器屏幕上,应用计算机程序进行评定,然后将图像数据保存到储存介质上。
X射线实时成像系统可用金属焊缝、金属或非金属器件的无损检测。
2 X射线实时成像系统的基本配置及影响因素X射线实时成像系统主要由X射线机、X射线接收转换装置、数字图像处理单元、图像显示单元、图像储存单元及检测工装等组成。
2.1 X射线机根据被检测工件的材质和厚度范围选择X射线机的能量范围,并应留有一定的的能量储备。
对于要求连续检测的作业方式,宜选择直流恒压强制冷却X 射线机。
X射线管的焦点尺寸对检测图像质量有较大的影响,小焦点能够提高系统分辨率,因此,应尽可能选用小焦点X射线管。
2.2 X射线接收转换装置X射线接收转换装置的作用是将不可见的X光转换为可见光,它可以是图像增强器或成像面板或者线性扫描器等射线敏感器件。
X射线接收转换装置的分辨率应不小于3.0LP/mm。
2.3 图像处理单元图像处理单元应具有图像数据采集和处理功能。
图像数据采集方式可以是图像采集卡或其它数字图像合成装置。
图像采集分辨率应不低于768×576像素,且保证水平方向分辨率与垂直方向分辨率之比为4∶3;动态范围即灰度等级应不小于256级。
2.4 图像处理软件图像处理软件应具有降噪、亮度对比度增强、边缘增强等基本功能。
图像处理软件应能适应相应检测产品所规定的技术标准,具有图像几何尺寸标定和测量以及缺陷定位功能;在检测图像中标定的缺陷位置与实际位置误差应≤2mm,单个缺陷的测量精度为±0.5mm。
钢瓶焊缝实时成像探伤工艺和操作规程钢瓶焊缝实时成像探伤工艺和操作规程1. 基本要求1.1 焊缝表面要求:焊缝需经表面检验合格后,才能进行照相,焊缝表面不得有咬边,焊瘤及其它以影响图象评定的缺陷。
1.2 图象标志:铅字和有关标志应按标准规定有图象的正确位置上显示出来,且一定要与工件位置相符,以保证透照部位的鉴别。
另外,铅字码不得压在焊缝上。
1.3 标记:为保证工件在重拍时位置不发生偏移,故按规定的起点位置起拍第一幅图象,并划出起点的位置。
1.4 图象搭接长度:为防止漏检,每幅图象之间连接的搭接长度不少于10mm。
1.5 象质计放在射源侧,图象的灵敏度不低于JB4730-94标准AB级要求。
1.6 图象灰度:图象有郊评定区域内的灰度范围为80-230。
2. 器材技术要求及工艺标准:2.1 射线机采用恒压式小焦点连续检测X射线机,焦点为0.4*0.4mm,X射线机的能量应适应被检焊缝厚度的要求,并有一定的穿透能力储备。
2.2 图象增强器:图象增强器输入屏直径不小于150mm,分辩率不小于3.6LP/mm。
2.3 电视摄像机:采用光电耦合器件(CCD)或电子管线路摄像机, 采集分辩率不小于800*6 00象素。
2.4 计算机主要配置中央处理器:高于或等于166MMX内存:高于或等于32MB显示卡:在1024*768象素时,垂直刷新速度要高于或等于80Hz,高于或等于24位真彩色图象采集卡:采集分辩率768*576显示器:显示器屏幕尺寸不小于380mm,点距0.25mm,逐行扫描,显示分辩率1024*76 8象素2.5 系统分辩率:X射线实时成象系统分辩率应大于或等于1.4LP/mm3. 拍摄准备:3.1 准备好铅字片,按规定排齐字码,并核对所拍的工件,是否与字码一致。
3.2 字码卡应放置在被检工件的规定位置上对准钢瓶上的起始线。
3.3 应使射线中心束垂直于被摄位置的中心点。
3.4 应保持射线摄象焦距一致。
射线检测智慧树知到课后章节答案2023年下南昌航空大学南昌航空大学绪论单元测试1.无损检测五大常规方法常用()能量进行无损检测。
A:化学能量 B:意识能量 C:生物能量 D:物理能量答案:物理能量2.在役飞机起落架轮毂常采用()方法检测表面缺陷。
A:MT B:UT C:ET D:RT答案:ET3.金属材料的力学性能与()关系最小。
A:化学成分 B:组织结构 C:金属色泽 D:成形方式答案:金属色泽4.阴极射线管产生X射线中,对射线产生的强度影响最少的是()A:阴极灯丝温度 B:加速电压 C:阳极靶材料 D:射线管管壁材料答案:射线管管壁材料5.居里夫人因分离金属镭而获得诺贝尔()A:物理学奖 B:化学奖 C:和平奖 D:生物学奖答案:化学奖6.世界上最早成立的无损检测学会()A:ASNT B:ECNDT C:CSNT D:JSNT答案:ASNT7.中国在()研制的第一台X射线机A:1968年 B:1964年 C:1958年 D:196年答案:1964年8.医院头部CT检测在无损检测五大常规方法中归类为()A:UT B:MT C:ET D:RT答案:RT9.医院肝腹部B超检测在无损检测五大常规方法中归类为()A:MT B:RT C:UT D:ET答案:UT10.下列不是射线检测课程培养目标()A:国际通用无损检测高级人员 B:解决复杂工程问题能力 C:团队合作和理解沟通能力 D:解决复杂社交场合酒精滋润的能力答案:解决复杂社交场合酒精滋润的能力第一章测试1.原子核式结构模型的提出是根据粒子散射实验中()A:粒子只偏2~3° B:以大角散射为主也存在小角散射 C:以小角散射为主也存在大角散射 D:绝大多数粒子散射角接近180答案:以小角散射为主也存在大角散射2.欲使处于基态的氢原子发出Hα线,则至少需提供多少能量(eV)? ()A:12.09 B:10.2 C:3.4 D:13.6答案:12.093.对于每个主壳层n,它最多可以容纳的电子数为()A:2n B:n2 C:n D:2n2答案:2n24.原子核外轨道精细结构主要是有()引起的。
DR成像的基本原理和临床应用1. DR成像的基本原理•DR(数字化射线成像)是一种数字化的X射线成像技术,主要用于产生高质量的X射线图像,用于医学诊断。
•DR成像的基本原理是将X射线通过被检查的器官或组织,然后通过数字探测器进行接收和转换,最后生成数字图像。
2. DR成像的优势•高分辨率:DR成像能够提供更清晰和细节更丰富的影像,有助于医生准确诊断。
•高感受性:DR成像对X射线的敏感性较高,可以获取更低剂量的X射线图像,减少患者的辐射暴露。
•即时成像:DR成像的数字探测器能够立即将X射线转换为数字信号,减少了等待时间,提高了诊断效率。
3. DR成像的临床应用DR成像在医学临床中有广泛的应用,以下是一些常见的应用领域:3.1 骨科影像学•DR成像在骨科影像学中得到了广泛应用。
它能够提供清晰的骨骼图像,有助于检测骨折、关节退行性疾病和脊柱畸形等骨骼疾病的诊断。
3.2 胸部影像学•胸部DR成像是临床上最常见的应用之一。
它可以用于检测肺部感染、肺结节、肺气肿和肺癌等疾病的诊断。
3.3 普通放射学•DR成像也适用于一般的放射学应用,如腹部、盆腔、头颅和颈部等器官的影像诊断。
3.4 心脏影像学•DR技术在心脏影像学中的应用也逐渐增多。
它可以用于评估冠状动脉疾病、心肌梗死和心脏功能异常等心脏疾病的诊断和治疗。
3.5 乳腺影像学•DR成像在乳腺影像学中有重要作用。
它可以用于早期乳腺癌的筛查和诊断,对乳腺疾病的治疗提供有力支持。
3.6 儿科影像学•DR成像在儿科影像学中也被广泛应用。
它可以用于检测儿童骨骼发育异常、肺部感染和脑部疾病等儿科疾病的诊断。
4. 总结DR成像是一种数字化的X射线成像技术,具有高分辨率、高感受性和即时成像等优势。
在骨科、胸部、普通放射学、心脏、乳腺和儿科等影像学领域中都有广泛的临床应用。
DR成像的出现,非常有利于医生的诊断和治疗,为患者提供更好的医疗服务。
随着技术的不断发展,DR成像在医学临床中的应用将会越来越广泛。
摘要:根据射线检测的基本理论,推导出X射线实时成像检测图像的最佳放大倍数和最小检出缺陷公式,对实时成像检测工艺具有指导作用。
关键词:实时成像;检测;最佳放大倍数;最小检出缺陷引言X射线实时成像检测技术作为一种新的无损检测技术,现已进入实际应用领域。
为进一步探讨X 射线实时成像理论,本文仅对检测图像的最佳放大倍数和可检出最小缺陷问题作些分析。
1.图像放大的必然性和必要性1.1图像放大的必然性在射线胶片照相探伤工艺中,胶片是紧贴探伤工件背面的,所拍摄底片影像的大小与工件检测部位的大小几乎是一致的;然而在X射线实时成像检测中,图像增强器(或成像板)是金属壳体器具,其输入屏不可能象胶片那样紧贴在被检测工件的表面上,工件只能置于X射线源(焦点)至图像增强器(或成像板)之间的某一位置。
根据几何投影的原理,成像平面上得到的测检图像必然是放大的,放大的程度取决于X射线源(焦点)至检测工件表面的距离和检测工件表面至成像平面的距离。
当X射线源焦点尺寸很小时,根据相似三角形定理,图像放大倍数M为:式中:M 图像放大倍数L1 X射线源至检测工件表面的距离L2 检测工件表面至成像平面的距离1.2 图像放大的必要性在X射线胶片照相探伤工艺中,胶片曝光实质是一定的光量能量子在较长曝光时间内连续积累的过程,底片黑度可以通过调节曝光量和显影技术得到控制。
由于胶片乳剂颗粒(相对于显示器中的像素而言)非常细微,它对射线照相底片质量的改善具有先天性的有利条件,通过控制射线源尺寸和透照距离,能够获得较高质量的底片。
在X射线实时成像检测中,由于图像的截体显示器的像素较大(相对于胶片的乳剂颗粒而言),因而图像的质量受到较大的影响。
采取图像放大技术,可以弥补成像器件光电转换屏的荧光物颗粒度较大和显示器像素较大的先天不足,有利于提高X射线实时成像的图像质量。
图像放大后,检测工件的影像得到放大,工件中细小缺陷的影像也随之放大,因而变得容易识别;同时,由于图像放大,图像分辨率得到提高,图像不清晰度随之下降,有利于图像质量的改善,其改善的效果可由下式表达:式中:U0 图像放大后的不清晰度U 图像的总不清晰度2 图像不清晰度问题根据射线检测的经典理论,图像的总不清晰度(U)受固有不清晰度(Ui)和几何不清晰度(Ug)以及移动不清晰度的综合影响,当采取静止成像时,移动不清晰度可不予考虑。
X线成像的原理和应用1. 前言X线成像是一种常用的非侵入式检测技术,可以通过穿透物体并记录被物体吸收的X射线的图像来获取物体的内部信息。
本文将介绍X线成像的原理和应用。
2. X线成像的原理X射线是一种高能电磁波,由于X射线的波长很短,可以穿透一部分物体。
当X射线通过物体时,不同材料对X射线的吸收能力会有所不同。
通过测量物体吸收X射线的强度,我们可以获取物体内部的结构信息。
3. X线成像的应用•医学影像:X线成像在医学上应用广泛,常见的例子包括X线拍片、CT扫描和血管造影等。
这些技术可以帮助医生观察和诊断骨折、肿瘤和心血管疾病等。
•安全检查:X射线成像在安全领域中被广泛使用。
例如机场安检中的行李箱扫描仪和人体安检仪,可以帮助检测危险物品和非法物品。
•工业检测:X射线成像在工业领域中也有许多应用。
例如,X射线检测可以用于检查焊接质量,寻找构件中的缺陷,并监测机械设备的使用寿命。
•考古研究:X射线成像也可以用于考古学研究。
通过扫描古物,我们可以非破坏性地获取物体的内部结构信息,以帮助研究人员还原历史文物的制作和使用过程。
4. X线成像的优势和限制4.1 优势•非侵入性:X射线成像可以通过物体进行成像,不需要对物体进行破坏性操作。
•实时性:X射线成像可以快速获得物体的内部结构信息,可以实时地观察到物体的变化。
•高分辨率:随着技术的进步,X射线成像的分辨率越来越高,可以清晰地观察到物体的微小结构。
4.2 限制•辐射风险:X射线成像需要使用电离辐射,对人体有一定的辐射风险,因此需要控制辐射剂量并采取相应的防护措施。
•无法分辨某些材料:X射线在不同材料中的吸收能力不同,某些材料的吸收能力相似,因此可能无法准确地分辨它们。
•昂贵的设备:高质量的X射线成像设备通常非常昂贵,这也限制了其在某些领域的应用。
5. 结语X线成像作为一种常用的非侵入式检测技术,在医学、安全、工业和考古等领域都有广泛的应用。
虽然X线成像存在一些辐射风险和材料分辨问题,但随着技术的不断发展和改进,相信X线成像的应用领域还会进一步扩展和提升。
XC30型高频移动式C型臂X射线机详细性能参数说明一、基本性能参数1. 产品型号:XC30型2. X射线发生器:高频发生器3. 管电压:40125kV4. 管电流:1050mA5. 功率:3kW6. 焦点:0.6/1.2mm7. 球管热容量:5.6MHU8. C型臂运动范围:垂直方向±120°,水平方向360°9. C型臂最大承重:50kg10. X射线机尺寸:长1500mm x 宽600mm x 高1100mm11. 重量:400kg二、成像性能参数1. 成像模式:数字化实时成像2. 成像分辨率:≥2.5LP/mm3. 灰度等级:≥14bit4. 摄影时间:0.56秒可调5. 图像处理功能:边缘增强、降噪、对比度调整、锐化等6. 存储容量:≥1000幅图像7. 输出接口:USB、DICOM 3.0三、移动性能参数1. 轮胎规格:φ200mm x 50mm2. 行走速度:05km/h3. 转弯半径:≤1.5m4. 爬坡能力:≤15°5. 电池续航时间:≥4小时6. 充电时间:≤6小时四、安全性能参数1. 电气安全:符合GB9706.12007标准2. 辐射安全:符合GBZ1682008标准3. 电磁兼容性:符合GB/T 138382008标准4. 设备防护:防尘、防水、防震设计1. 液晶触摸屏操作,简单易用2. 智能语音提示,操作更加便捷3. 配备遥控器,实现远程操作4. 可调节高度的摄影床,适应不同身高患者5. 配备紧急停止按钮,确保使用安全六、临床应用范围1. 手术室:适用于骨科、神经外科、心血管、介入等手术中的实时影像监控。
2. 急诊科:为急性创伤患者提供快速、准确的影像诊断。
3. 放射科:辅助进行各类造影检查,如心血管造影、脑血管造影等。
4. 康复科:监测骨折愈合情况,指导康复治疗。
5. 教学科研:为医学教学和科研提供高质量的影像资料。
七、售后服务与保障1. 免费安装调试:设备到达后,我们提供专业的安装和调试服务。
射线实时成像检测最新欧洲标准李衍(无锡华光锅炉股份有限公司,无锡214028)摘要:对工业射线实时成像检测的最新欧洲标准EN 13068—2001作了简要介绍和评述,包 括检测等级、系统等级、操作要求、透检布置、像质评价、图像处理、数据存储和结果记录等。
并与新 版美国ASME 规范进行比较,旨在为国内制订相应行业标准提供借鉴。
关键词:射线检测;实时成像;标准中图分类号:TGl15.28 文献标识码:A 文章编号:1000-6656(2005)01-0033-05 Real-Time Radioscopy£the Recent European StandardLI YanWuxi Huaguang Boiler Co£Ltd£Wuxi 214028£China)Abstract£The major recent european standard for real-time radioscopy was introduced and evaluated in brief£ covering testing classes£system classes¡operation requirements£typical arrangement£image quality evaluation¡ image processingl data storage¡results record and s0 on£ Also¡it was compared with the newest ASME code inorder t0 provide a reference on preparing our own industrial standard in real-time radioscopy field£ Keywords£Radioseopic testing£Real-time imaging£Standard目前国内电站锅炉(额定蒸汽压力≥3.8MPa)制造厂,为适应大批量锅炉管焊接质量检查,都拥有 多套X 射线实时成像检测(简称RTR)设备,在车间现场作在线半自动检测。
奥龙X射线数字成像检测系统技术协议(XYG-22508/3型)需方:XXXXXX供方:XXXXXX需、供双方通过友好的技术交流、协商后,就需方向供方购买"XYG-22508/3型X射线数字成像检测系统"的事宜,双方达成以下技术协议:第一条基本要求1、被检材质:304、SUS304、0Cr18Ni9(06Cr19Ni10)、低合金钢等2、直径范围: φ1.5m~φ3.5m3、长度范围: 5m~13m4、壁厚(单壁)范围: 3mm~20mm5、载重:≥15吨6、检测对象:罐体的对接环、纵焊缝上的焊接缺陷。
7、本系统X射线数字成像检测方式采用单壁透照法,即:X射线管放在被检罐体外,平板探测器放在被检罐体内,进行X射线数字成像检测(静态电子拍片)。
焊上封头后最后一道环焊缝的检测需、供双方进行协商,以双方协商后补充协议为准。
8、探伤技术指标在图像处理上测试等级满足JB/T4730标准要求的AB级。
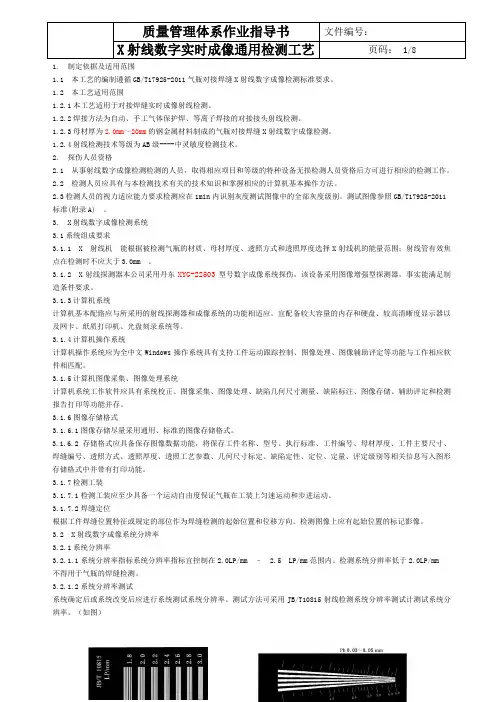
9、系统分辨率不低于3.0LP/mm(按照JB/T10815《无损检测射线检测图像分辨力测试计》在图像处理上进行测试)。
10、系统动态范围16bit。
11、图像有效评定区域范围内的分辨率不低于3.0LP/mm(按照JB/T10815《无损检测射线检测图像分辨力测试计》进行测试)12、系统软件包括缺陷标记(可直接插入代表的符号或文字:如气孔、未熔合等)、缺陷尺寸测量标定功能;具备图像和图像中的相关信息的浏览和查找功能;包含窗口选择、降噪、亮度和对比度增强等图像处理功能;将经过降噪处理后的图像数据保存为原始图像数据。
13、图像存储采用标准的DICONDE格式。
工件编号、焊缝编号、透照厚度、透照工艺参数和几何尺寸标定结果、缺陷判读标记等信息可写入图像文件的图像描述字段,这些信息应具备不可更改性。
每幅检测图像文件可用文字注明工件编号、焊缝编号(A-纵缝、B-环缝)、检测日期等必要的信息标识,这些信息标识在图像存储时直接写入图像文件,且不可更改。
X射线实时成像系统分辨率及其影响因素摘要:概述了X射线实时成像系统的基本配置和反映系统质量特性的调制传递函数以及提高X射线实时成像系统分辨率的基本方法。
关键词:系统分辨率质量特性调制传递函数The Resolution and Influencing Factor in X-Ray Real Time Image SystemZeng Xiangzhao(Nanhai Yuehai Steel Products Co.,Ltd Guangdong 528247)Abstract:This article introduced the basic configure and the modulating transfer function which reflect the systemic quality speciality in x-ray real timeimage system, and introduced the basic technique for enhance the systemic resolution in X-Ray real time image systemKeywords:System Resolution Quality speciality The modulating transfer function1 X射线实时成像系统X射线实时成像检测技术作为一种新兴的无损检测技术,已进入工业产品检测的实际应用领域。
与其他检测技术一样,X射线实时成像检测技术需要一套设备(硬件与软件)作为支撑,构成一个完整的检测系统,简称X射线实时成像系统。
X射线实时成像系统使用X射线机或加速器等作为射线源,X射线透过后被检测物体后衰减,由射线接收/转换装置接收并转换成模拟信号或数字信号,利用半导体传感技术、计算机图像处理技术和信息处理技术,将检测图像直接显示在显示器屏幕上,应用计算机程序进行评定,然后将图像数据保存到储存介质上。
X射线实时成像系统可用金属焊缝、金属或非金属器件的无损检测。
2 X射线实时成像系统的基本配置及影响因素X射线实时成像系统主要由X射线机、X射线接收转换装置、数字图像处理单元、图像显示单元、图像储存单元及检测工装等组成。
2.1 X射线机根据被检测工件的材质和厚度范围选择X射线机的能量范围,并应留有一定的的能量储备。
对于要求连续检测的作业方式,宜选择直流恒压强制冷却X射线机。
X射线管的焦点尺寸对检测图像质量有较大的影响,小焦点能够提高系统分辨率,因此,应尽可能选用小焦点X射线管。
目前探伤机厂能够提供的小焦点X射线探伤机是:160 kV恒压式X射线系统,焦点尺寸≤ 0.4mm×0.4mm;225 kV恒压式X射线系统,焦点尺寸≤0.8mm×0.8mm;320 kV恒压式X射线系统,焦点尺寸≤1.2mm×1.2mm;450 kV恒压式X射线系统,焦点尺寸≤1.8mm×1.8mm。
对焦点的要求也不宜过小,如果焦点过小且冷却不好,焦点容易"烧坏"。
2.2 X射线接收转换装置X射线接收转换装置的作用是将不可见的X光转换为可见光,它可以是图像增强器或成像面板或者线性扫描器等射线敏感器件。
X射线接收转换装置的分辨率应不小于3.0LP/mm。
X射线接收转换装置子系统又称为图像成像系统,按目前成像的技术水平可分为两种。
一种是以图像增强器为主的传统成像器系统。
图像增强器为一种真空管,射线输入屏由较薄的铝或钛材料制成,屏的基层涂有钠(Na)-碘化铯(CsI)作为输入闪烁体(CsI∶Na),它能够将不可光的X 光图像转换为可见光图像,再经过光电阴极板的作用将可见光图像转换为相应的电子束,电子束在高电压作用下加速并聚焦于荧光输出屏(ZnCdS:Ag闪烁体材料),从而形成可视的检测图像。
在输出屏后端配有聚焦光学镜头和CCD(charge-coupled device电荷耦合器件)摄像机,将可视图像的模拟信号采集输入图像采集卡进行A/D转换,再输入计算机进行图像处理。
当前可供选用的图像增强器按输入屏直径有Φ225mm(9″)、Φ150mm(6″)、Φ100mm(4″) 三种;Φ225mm(9″)图像增强器直径较大,视野宽阔,一次检测长度较大,但清晰度较低,价格较高;Φ100mm(4″)图像增强器直径较小,重量较轻,便于携带式作业,且清晰度较高,但视野较狭小,一次检测长度较小,工效较低;通常以选择Φ150mm(6″)图像增强器为宜。
常用的CCD摄像机有晶片为1/2″、分辨率为752×582线和晶片为1/3″、分辨率可达到1000×752线的CCD摄像机,目前更高清晰度的CCD摄像也已新近上市。
另一种是基于线阵扫描探测器(LDA-linear diode arrays 线阵探测器)的成像系统,LDA含有大量的电子元件和成像点,主要由发光晶体、光电二极管陈列,前端数据采集系统等组成,X射线闪烁体材料(常用晶体有基于磷屏的钇、GdWO4和CsI)能够将X射线转换为可见光,晶体安装在众多的光电二极管表面并按一定规则排列成为光电二极管阵列(大规型集成电路),按扫描方式分为线扫描(线阵列)和面扫描(面阵列)。
面阵探测器价格昂贵,目前多采用线陈列探测器。
线阵扫描探测器LDA成像系统按照结合方式又分为两种,一种是LDA成像系统直接与图像采集要卡相结合,LDA成像系统采集的模拟图像送到采集卡进行A/D 转换,再经计算机图像处理,其工作原理基本与图像增强器相同,但LDA成像系统的分辨率比起图像增强器成像系统的分辨率有较大的提高。
另一种是LDA成像系统与CMOD(complementary metal -oxide-semiconductor (transistor),互补金属氧化物半导体(晶体管))传感器相结合,一步完成射线光电转换、数字采集的全过程,这种成像系统称为LDA-CMOS射线数字直接成像系统。
LDA-CMOS射线数字直接成像系统目前在各种成像系统中处于先进水平。
LDA-CMOS射线-数字直接成像系统的转换方式大大减少了信号长距离传输和转换过程的信号干扰,且光电阵列像素尺寸很小,因此,空间分辨率得到很大的提高。
线阵探测器-CMOS射线直接数字成像系统的造价比图像增强器成像系统要高出许多,基于价格因素的考虑,对于普通产品的X射线实时成像系统多采用图像增强器成像系统,而对于要求较高的产品可采用线阵探测器-CMOS射线直接数字成像系统。
如采用线阵探测器-CMOS射线直接数字成像系统,X 射线机可不受小焦点的限制,X 射线机的造价相对较低。
因为是线扫描,像素是逐线扫描成像,几乎不存在几何不清晰度,因此,图像清晰度大大提高;但是,由于逐线扫描,成像检测速度较慢。
现在国外有一种面阵列成像板,既可大大提高图像的清晰和又能提高检测速度,但价格昂贵,现多用海关集装箱高能射线检测装置。
2.3 图像处理单元图像处理单元应具有图像数据采集和处理功能。
图像数据采集方式可以是图像采集卡或其它数字图像合成装置。
图像采集分辨率应不低于768×576像素,且保证水平方向分辨率与垂直方向分辨率之比为4∶3;动态范围即灰度等级应不小于256 级。
图像采集卡安装在计算机中,主要作用是进行A/D转换,将成像系统采集来的模拟信号转换为能被计算机识别的数字信号成为数字图像。
常用图像采集卡的采集分辨率多为768×576像素,动态范围为8bit=256灰度级,随着技术的发展,目前已有高分辨的图像采集分辨率可达到1k×1K,动态范围可达到12bit=4096灰度级。
如选用高分辨率的图像采集卡,能大大提高系统分辨系率,但价格较高。
通常随卡提供成像软件。
2.4 图像处理软件图像处理软件应具有降噪、亮度对比度增强、边缘增强等基本功能。
图像处理软件应能适应相应检测产品所规定的技术标准,具有图像几何尺寸标定和测量以及缺陷定位功能;在检测图像中标定的缺陷位置与实际位置误差应≤2mm,单个缺陷的测量精度为±0.5mm。
图像处理软件基本上需要两种,一种是控制软件,其功能是通过数据总线发送命令来控制成像系统,这些命令包括工件动作指令、成像装置的校准、从采集卡得到图像、图像平面尺寸校定、图像实时采集、图像的同步处理和图像储存等。
根据视频技术理论,图像采集速度达到25帧/秒即视为实时成像。
如果对工件只进行普查,则可不起用图像采集等指令。
另一种是成像软件,其功能是在计算机上显示图像,按所检测工件的质量标准进行缺陷等级评定,同时生成工件检测数据库文件,输出评定报告,再将检测图像和数据库文件同时保存到光盘等储存介质中去。
如果检测图像的采集分辨率很高,采集的动态范围很大,则图像的数据容量很大,因此,成像软件还应具有数据压缩功能,由于检测图像是重要的技术资料,应采取无损压缩,并应具有良好的解压和回放再现功能。
图像处理软件通常由X射线实时成像系统研制单位提供给使用单位,有条件的使用单位也可以自行开发图像处理软件。
2.5 图像显示单元图像显示采取黑白方式显示图像,显示器点距不大于0.26mm,显示器应为逐行扫描,刷新频率不小于85Hz,图像评定可选用17~19″显示器,使观察者的视野感到更舒适。
2.6 图像储存单元检测图像可储存在数字光盘等介质中,储存的数字图像和有效信息不可修改和删除,保留的数字图像还应包含有原始的采集数据。
对于要求保存3~30年的重要检测技术资料,应选择CD-R一次性光盘,(CD-R光盘的保存期可达50年),不能选择CD-RW可擦写光盘。
2.7 计算机的基本配置对于独立的X射线实时成像系统至少应配置两台计算机,一台用于图像采集和图像处理,另一台用于图像的评定和打印报告等,两台计算机用缆线连接。
计算机硬件的基本配置要求奔腾Ⅲ600以上,256M内存,20G硬盘,并配软驱、光驱、打印机和刻录机;软件环境要求在windows2000操作系统下运行。
2.8 检测工装或流水线为实现工件的连续检测,应有必要的检测工装设备或流水线,且应具有较高的机械精度。
2.9 X射线实时成像检测系统的选择实用的X射线实时成像检测系统实际上是以上X射线实时成像系统的基本配置及多个影响因素有选择性的组合,不同的组合会有不同的造价和使用功能;使用单位可根据以上X射线实时成像系统的基本配置及影响因素,再结合本单位的产品特点和产品的技术质量检验标准以及自身的经济条件来选择适合本单位使用的X射线实时成像系统。
3 X射线实时成像系统的分辨率3.1 系统分辨率可以用多项技术性能指标来评价X射线实时成像系统的质量特性,例如系统分辨率、灵敏度、最高承受电压、系统的稳定性、系统的连续工作时间、图像的采集和图像处理速度、检测效率、图像一次性检测范围(长度×宽度)、图像的动态范围、系统抗干扰性、系统的工作寿命、系统的价格性能比等多项指标,其中系统分辨率是重要的指标,系统中的每一个子系统发生变化,都会引起系统分辨率综合性能的变化,所以,抓住了系统分辨率这个综合指标,就等于抓住了X射线实时成像系统的关键。