服装品质业务流程图
- 格式:doc
- 大小:58.50 KB
- 文档页数:4
服装督导的工作流程图
一、市场调研阶段
1.了解市场趋势:收集最新的市场趋势,包括服装款式、颜色、面料等方面的信息;
2.竞品分析:针对竞争对手的产品进行分析研究,包括款式、价格、销售情况等;
3.目标定位:根据市场调研结果,明确目标服装的定位,包括目标消费群体、定价策略等。
二、设计策划阶段
1.策划会议:召开设计策划会议,确定本季服装款式、颜色、面料等设计要点;
2.设计草图:设计师根据会议讨论结果制作服装设计草图,包括正面设计、侧面设计、背面设计等;
3.样衣制作:将设计草图转化为实物样衣,进行试穿修正,确保款式合身美观。
三、采购生产阶段
1.面料采购:根据样衣设计需求,确定面料种类及用量,进行采购;
2.生产计划:制定生产计划,安排工厂生产,包括裁剪、缝纫、整烫等环节;
3.质量检验:对生产出的服装进行严格的质量检验,确保符合设计要求。
四、市场推广阶段
1.拍摄宣传照片:为新款服装拍摄宣传照片,包括平面、模特示范等形式;
2.线上线下推广:通过社交媒体、线下店铺等渠道进行服装推广,吸引目标消费群体;
3.销售数据监测:监测新款服装的销售数据,分析销售情况,根据销售数据调整后续策略。
五、售后服务阶段
1.客户反馈收集:定期收集客户对新款服装的使用反馈及建议意见;
2.问题解决:针对客户反馈的问题,及时调整产品策略,改进产品品
质;
3.维护客户关系:通过售后服务,维护并提升客户满意度,促进持续
合作。
以上即为服装督导的工作流程图,涵盖了从市场调研到售后服务的全流程,以确保产品能够顺利上市并受到市场欢迎。
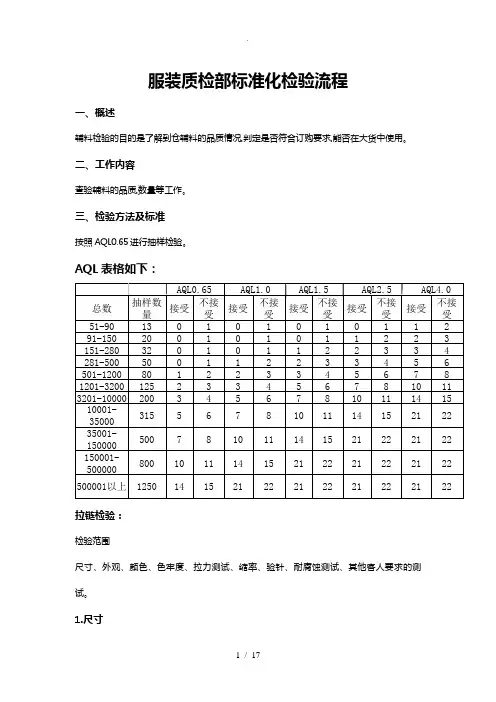
服装质检部标准化检验流程一、概述辅料检验的目的是了解到仓辅料的品质情况,判定是否符合订购要求,能否在大货中使用。
二、工作内容查验辅料的品质,数量等工作。
三、检验方法及标准按照AQL0.65进行抽样检验。
AQL表格如下:拉链检验:检验范围尺寸、外观、颜色、色牢度、拉力测试、缩率、验针、耐腐蚀测试、其他客人要求的测试。
1.尺寸测量方法:将拉链自然平放在台面上,用尺测量其长度。
尺寸接受范围〔单位:mm>无特殊要求牛仔裤〔裙门襟拉链上止口布不低于15mm,下止口布不低于12mm。
2.外观外观检测:将拉链平放在台面上,无波浪,无弯曲,链齿光亮整洁,无污渍,带布无抽纱,上下止口无毛头,链齿啮合完好,180度翻转拉动拉链顺畅无卡齿感,特别是上下止处拉动顺畅并试其链锁是否有效。
3.颜色测量方法:标准光源下对板目测。
接受范围:布带、拉头、链牙颜色3级以上。
4.色牢度检测方法:将拉链放于80度的温水中浸泡15分钟,取出后自然干燥,〔客人有其他特殊要求的要委托第三方检测并有报告。
接受标准:测试后色差3级以上。
5.拉力测试链牙啮合受力测试:完全闭合拉链,在拉链中段垂直于链布,同相反方向各均衡施力45N、15秒。
拉链强力测试:闭合拉链使拉链处于自锁状态,分开两带布,呈现60度角,向两边各施力45N、10秒。
下止强力测试:拉头拉至下止,完全分开拉链,拉链两边呈180度,分别向两边各均衡施力40N、15秒。
拉辨强力测试:闭合拉链,拉头处于锁状,垂直于拉辨均衡施力50N、10秒。
6.缩率测试测试方法:取两条拉链,一条浸水沾湿烘干后测量长度,另一条200度干烫后测量长度,计算出缩率。
缩率接受范围:缩率不可超过2%。
7.验针能顺利通过1.0mm验针卡的验针机。
8.耐腐蚀测试测试方法:将拉链放于80度浓度3%的Nacl溶液中180秒,取出自然干燥,目测有无锈斑、蚀痕。
洗水会有其他腐蚀无素的要按大货洗水方法洗水测试。
9.其他要求按客人要求竞用偶氮染料或其他元素如、铅、镍、镉等元素的得要委托第三方检测。
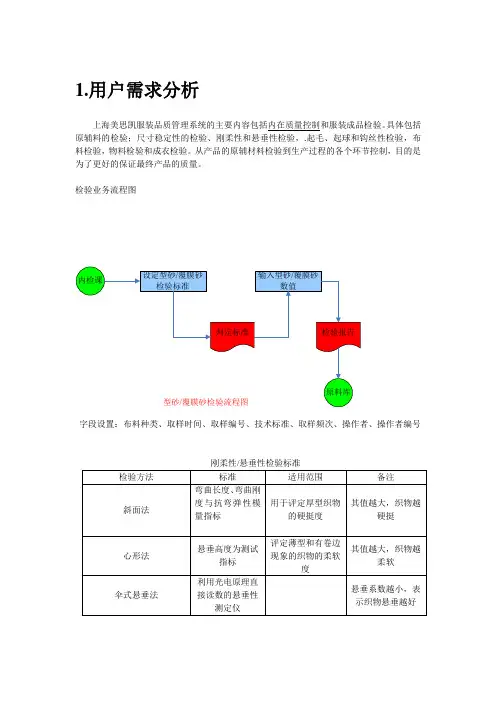
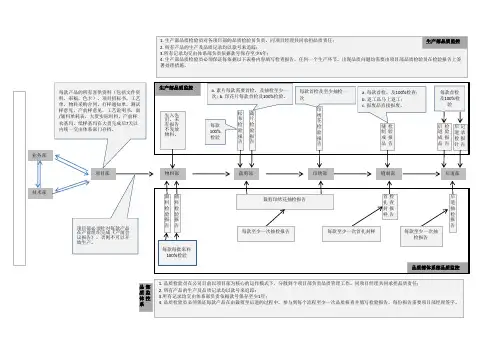
1.用户需求分析上海美思凯服装品质管理系统的主要内容包括内在质量控制和服装成品检验。
具体包括原辅料的检验;尺寸稳定性的检验、刚柔性和悬垂性检验,.起毛、起球和钩丝性检验,布料检验,物料检验和成衣检验。
从产品的原辅材料检验到生产过程的各个环节控制,目的是为了更好的保证最终产品的质量。
检验业务流程图内检课设定型砂/覆膜砂检验标准判定标准输入型砂/覆膜砂数值检验报告原料库型砂/覆膜砂检验流程图字段设置:布料种类、取样时间、取样编号、技术标准、取样频次、操作者、操作者编号刚柔性/悬垂性检验标准检验方法标准适用范围备注斜面法弯曲长度、弯曲刚度与抗弯弹性模量指标用于评定厚型织物的硬挺度其值越大,织物越硬挺心形法悬垂高度为测试指标评定薄型和有卷边现象的织物的柔软度其值越大,织物越柔软伞式悬垂法利用光电原理直接读数的悬垂性测定仪悬垂系数越小,表示织物悬垂越好用户需求分析1.刚柔性/悬垂性检验:检验报告编号、检验日期、有效期、质检单位、检验项目2.刚柔性/悬垂性检验标准:检验报告编号、检验日期、有效期、质检单位、检验项目,检验标准(拉伸强力,伸展及回复性,硬挺度),适用范围,适用方法,3.刚柔性/悬垂性检验结果:检验报告编号、检验日期、有效期、质检单位、检验项目,检验标准(拉伸强力,伸展及回复性,硬挺度),适用范围,适用方法,备注 表11、GangRouXing/XuanChuiXingJianYan 刚柔性/悬垂性检验 表11、GangRouXing/XuanChuiXingJianYanBiaoZhun 刚柔性/悬垂性检验标准表11、GangRouXing/XuanChuiXingJianYanJieGuo 刚柔性/悬垂性检验结果名称类型描述备注 JianY anBaoGaoBianHao VC(10) 检验报告编号 主键 JanY anRiQi Datatime(8)) 检验日期 Y ouXiaoQi VC(10) 有效期 ZhiJianDanWei VC(40) 质检单位 JianY anXiangMu VC(40)检验项目名称类型 描述备注 JianY anBaoGaoBianHao VC(10) 检验报告编号 主键 JanY anRiQi Datatime(8)) 检验日期 Y ouXiaoQi VC(10) 有效期 ZhiJianDanWei VC(40) 质检单位 JianY anXiangMuVC(40) 检验项目JianY anBiaoZhun(LaShenQiangLi,ShenZ hanJiHuiFuXing,YingTingDu) V(2) 检验标准(拉伸强力,伸展及回复性,硬挺度)ShiY ongFanWei C(1) 适用范围 ShiY ongFangFaD(18,2)适用方法名称 类型 描述 备注 JianY anBaoGaoBianHao VC(10) 检验报告编号 主键 JanY anRiQi Datatime(8)) 检验日期 Y ouXiaoQi VC(10) 有效期 ZhiJianDanWei VC(40) 质检单位 JianY anXiangMuVC(40) 检验项目JianY anBiaoZhun(LaShenQiangLi,ShenZ hanJiHuiFuXing,YingTingDu) V(2) 检验标准(拉伸强力,伸展及回复性,硬挺度) ShiY ongFanWei C(1) 适用范围 ShiY ongFangFa D(18,2)适用方法强力和其他品质测试项目1.Tensile Strength 拉伸强力2.Tearing strength 撕破强力3.Bursting Strength 胀破强力4.Seam Performance 接缝性能5.Tensile Loss to Retained Chlorine 氯损强力测试6.Bonding Strength 粘合强力7.Stretch and Recovery 伸展及回复性8.Wrinkle Recovery 折痕回复角测试9.Abrasion Resistance 耐磨性测试10.Pilling Resistance 抗起毛起球性测试11.Fabric Stiffness 硬挺度测试12.Snagging Resistance 防钩丝测试13.Fabric Draping 织物悬垂性14.Pleat Retention 织物褶裥持久性15.Straight & Crosswise Extend 直、横向延伸值(袜子) 16.Depilate Quantity 脱毛量内检课设定型砂/覆膜砂检验标准判定标准输入型砂/覆膜砂数值检验报告原料库型砂/覆膜砂检验流程图字段设置:布料种类、检测标准,取样时间、取样编号、技术标准、取样频次、操作者、操作者编号起毛,起球丝钩性检验检测项目技术标准 备注 1 最好 无起毛起球现象 2 稍好 稍有起毛起球现象 3 一般 有毛起球现象 4 稍差起毛起球现象比较严重 5最差起毛起球现象严重试验方法布料种类样本数与主观评级一致的样本数(所占百分数)偏低半级数的样本数(所占百分数)偏高半级数的样本数(所占百分数) 相差一级以上的样本数(所占百分数) ISO 12945-1 起球箱法深色针织物 150 123(82.0%) 10(6.7%) 12(8%) 5(3.3%) 浅色针织物 150 93(62%) 41(27.3%) 10(6.7%) 6 (4%) 花色针织物(花型复杂)200171(85.5%)12(6%)10(5%)7(3.5%)ISO 12945-2 马丁代尔法非织造布 50 39(78%) 5 (10%) 4 (8%) 2 (4%) 床上用品50 41(82%)3 (6%)4(8%)2(4%) 总共数据数 600434(72.3%) 104(17.3%) 40(6.7%)22(3.7%)用户需求分析1.起毛,起球丝钩性检验:检验报告编号、检验日期、有效期、质检单位、检验项目2.起毛,起球丝钩性检验标准:检验报告编号、检验日期、有效期、质检单位、检验项目,试验方法,布料种类(不同颜色,不同用途)脱毛量3.起毛,起球丝钩性检验结果:检验报告编号、检验日期、有效期、质检单位、检验项目,试验方法,布料种类(不同颜色,不同用途),脱毛量,级别标准,样本数与各级别评定的百分比,备注,表11、QiMao ,QiMaoSiQiuXingJianYan 起毛,起毛丝钩性检验 表11、QiMao ,QiMaoSiQiuXingJianYanBiaoZhun 起毛,起毛丝钩性检验标准名称类型描述备注 JianY anBaoGaoBianHao VC(10) 检验报告编号 主键 JanY anRiQi Datatime(8)) 检验日期 Y ouXiaoQi VC(10) 有效期 ZhiJianDanWei VC(40) 质检单位 JianY anXiangMu VC(40)检验项目名称类型 描述备注JianY anBaoGaoBianHao VC(10) 检验报告编号 主键 JanY anRiQiDatatime(8))检验日期表11、QiMao ,QiMaoSiQiuXingJianYanBiaoZhunJieGuo 起毛,起毛丝钩性检验标准结果数据流程图Y ouXiaoQi VC(10) 有效期 ZhiJianDanWei VC(40) 质检单位 JianY anXiangMu VC(40) 检验项目 Y anZhengFangFaC(1)试验方法 BuLiaoZhongLei(BuTongY anSe,BuTongY ongTu) V(2)布料种类(不同颜色,不同用途)TuoMaoLiang D(18,2) 脱毛量名称 类型 描述 备注 JianY anBaoGaoBianHao VC(10) 检验报告编号 主键JanY anRiQi Datatime(8)) 检验日期 Y ouXiaoQi VC(10) 有效期 ZhiJianDanWei VC(40) 质检单位 JianY anXiangMu VC(40) 检验项目 Y anZhengFangFaC(1)试验方法 BuLiaoZhongLei(BuTongY anSe,BuTongY ongTu) V(2)布料种类(不同颜色,不同用途)TuoMaoLiang D(18,2) 脱毛量 JiBieBiaoZhunVC(20) 级别标准Y angBenShuY uGeJiBiePingDingDeBaiFenBiC(1)样本数与各级别评定的百分比内检课P5.1设定型砂/覆膜砂标准检验标准数据P5.1输入砂检验数据检验结果数据内检课图:型砂/覆膜砂检验数据流程图内检课P5.1设定型砂/覆膜砂标准检验标准数据P5.1输入砂检验数据检验结果数据内检课图:型砂/覆膜砂检验数据流程图。
广州市 xxx 服装有限公司质量手册(包含所有程序文件)文件编号:AYL/QM—2004文件版本:A分发号:2004年元月 05 日发布2004年元月10日实施编制/日期:批准/日期:目录1.0公司简介联系:联系传真:联系人:联系地址:邮编:网址:E—mail:2.0质量手册颁布令本公司质量手册依依据GB/T19001:2000idt ISO9001:2000《质量管理体系要求》并结合本公司实际情况编制而成,是本公司质量管理体系有效运行的纲领性文件,是向外界证实本公司具有稳定地提供满足顾客和法律法规要求产品——服装产品的能力的法规性文件。
本手册于年月日编制完毕,通过公司总经理总经理的批准,现予以颁发实施,望公司全体上下遵照此文件规定进行工作,确保本公司所建立的质量管理体系得以有效实施。
总经理:市安约璐服装2004年元月 02日3.0质量手册管理说明1.手册容本手册系依据GB/T19001:2000idt ISO9001:2000《质量管理体系——要求》并结合本公司的实际情况编制而成,主要包括以下容:a.公司质量管理体系围,除了7.5.4顾客财产不适用删减外, GB/T19001:2000 idtISO19001:2000标准其他过程都已覆盖。
b.公司质量管理体系运行需要新增加的和GB/T19001:2000 idt ISO9001:2000《质量管理体系——要求》要求的程序文件。
c.公司质量管理体系所包括各过程的顺序和相互作用的阐述。
d.质量方针和质量目标及分质量目标e.质量管理体系组织结构图以及职能分配表f.管理者代表任命书g.质量手册管理说明2.适用围适用于公司产品服装的设计、生产与销售过程。
3.术语和定义本手册除了采用GB/T19000:2000 idt ISO9000:2000《质量管理体系——基础和术语》中的有关术语和定义外,并对以下术语进行定义规定:(本)公司——市安约璐服装安约璐——市安约璐服装总(副)经理——最高管理者4.本手册为公司质量管理体系文件的一部分,属于受控文件,由公司最高管理者之一总经理批准颁布实施,本手册管理的所有相关事宜均由办公室统一负责,包括编号、发布、更改回收等,未经管理者代表批准,任何人不得以任何理由提供给公司以外人员,手册持有者调离工作岗位时,应将手册直接移交给接替其职位的人员并办理移交手续。
通用服饰生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│查验│→│包装│(一)面辅料进厂查验面料进厂后要进行数目盘点以及外观和内在质量的查验,吻合生产要求的才能投产使用。
在批量生产前第一要进行技术准备,包含工艺单、样板的拟定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,依据特别工艺要求,须进行后整理加工,比方成衣水洗、成衣砂洗、扭皱见效加工等等,最后经过锁眼钉扣协助工序以及整烫工序,再经查验合格后包装入库。
(二)面料查验的目的和要求把好面料质量关是控制成质量量重要的一环。
经过对进厂面料的查验和测定可有效地提升服饰的正品率。
面料查验包含外观质量和内在质量两大方面。
外观上主要查验面料能否存在损坏、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意能否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在查验中均需用标志注出,在剪裁时避开使用。
面料的内在质量主要包含缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行查验取样时,应剪取不同样样生产厂家生产的、不同样样品种、不同样样颜色拥有代表性的样品进行测试,以保证数据的正确度。
同时对进厂的辅料也要进行查验,比方松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不可以吻合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,第一要由技术人员做好大生产前的技术准备工作。
技术准备包含工艺单、样板的拟定和样衣的制作三个内容。
技术准备是保证批量生产顺利进行以及最后成品吻合客户要求的重要手段。
工艺单是服饰加工中的指导性文件,它对服饰的规格、缝制、整烫、包装等都提出了详尽的要求,对服饰辅料搭配、缝迹密度等细节问题也加以明确。
服饰加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸正确,规格齐备。
有关部位轮廓线正确吻合。
样板上应注明服饰款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
QA编辑词条B添加义项QA(QUALITY ASSURANCE,中文意思是"质量保证",其在ISO8402:1994中的定义是"为了提供足够的信任表明实体能够满足质量要求,而在质量管理体系中实施并根据需要进行证实的全部有计划和有系统的活动"。
有些推行ISO9000的组织会设置这样的部门或岗位,负责ISO9000标准所要求的有关质量保证的职能,担任这类工作的人员就叫做QA人员。
中国质量管理协会的定义是:"企业为用户在产品质量方面提供的担保,保证用户购得的产品在寿命期内质量可靠。
" 美国质量管理协会(ASQC)的定义为:"QA是以保证各项质量管理工作实际地、有效地进行与完成为目的的活动体系"。
著名的质量管理权威、美国的质量管理专家朱兰(J.M.Juran)博士认为:"QA是对所有有关方面提供证据的活动这些证据是为了确立信任所需要的,表明质量职能正在充分地贯彻着。
" ISO8402:1994中的定义是"为了提供足够的信任表明实体能够满足品质要求,而在品质管理体系中实施并根据需要进行证实的全部有计划和有系统的活动"。
由此可见,QA对企业内部来说是:全面有效的质量管理活动;对企业外部来说则是:对所有的有关方面提供证据的活动。
QA就是包括制造企业各个部部门的组成的一个保证生产高质量产品的一个系统。
FDA 、EMEA(欧洲医药评价署)的阐述是这样的:GMP是QA(质量管理体系)的一部分,GMP只关心与生产和检验有关的所有事务,与GMP无关而与产品质量有关的事务就属于QA。
10本词条正文缺少必要目录和内容, 欢迎各位编辑词条,额外获取10个积分。
基本信息•中文名称质量保证•外文名称无论是ISO9000还是CMMI,都是以过程为中心。
也就是说,通过过程的持续改进来提高产品质量。
而过程质量与产品质量如何正向关联呢?就需要质量保证(QA)。

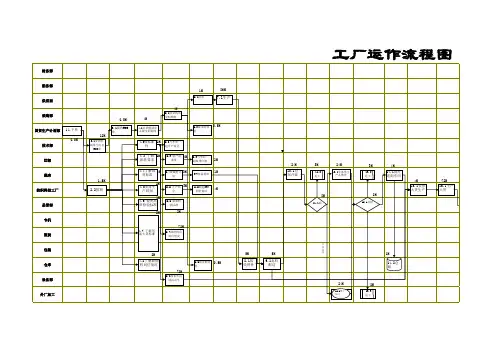
企业业务运作流程图及说明书目录封面 (2)目录 (2)前言 (3)企业业务运作流程重组的概念 (5)一.基本概念: (5)二.企业业务运作流程重组的原则 (5)三.企业业务运作流程重组后的变革 (6)刘服公司业务运作流程重组方案 (7)一、刘服现有业务运作流程描述 (7)二、重组后的刘服业务运作流程描述 (9)结束语 (38)前言在以信息网络技术为主导的知识经济时代,企业置身于激烈的市场竞争中,要想获得更大的生存和发展空间,必须更新经营管理理念,改变传统的管理方式,建立符合信息时代特征的企业管理模型。
我们讲企业面临的挑战归纳起来有三方面因素:顾客、变革和竞争,简称3C因素:⏹顾客(Customer):➢随着社会经济的发展,物资供应无论从品种、数量或是渠道的多样化,顾客选择商品的余地大为扩展,市场的主导已经转入顾客手中,市场已由卖方市场转变为买方市场。
➢因此,如何最大程度地满足顾客的需求,成为企业的奋斗目标和一切工作的归宿。
➢有了忠诚的顾客群体,企业才有生存的空间。
⏹变革(Change):➢科技进步日新月异,产品生命周期不断缩短,这些变化已成为不可阻挡的潮流,促使企业必须加快变革步伐。
➢而科技的进步,必然带来生产(管理)工具的革命,从而引发一系列生产作业方式的变革,这时,若不跟随时代的变革而变革,企业就会失去生存的基础和发展的源动力。
⏹竞争(Competition):➢市场发展渐趋成熟,那种仅凭“物美价廉”的商品就能在竞争中稳操胜券的简单竞争方式已被多层面的竞争方式所取代,➢企业必须做到以下四点:按合同及时交货或新产品及时上市;保证有好的产品质量;具有竞争优势的产品成本;售前咨询服务及售后维护、升值服务,即能够提供独占性的产品和一流的服务,才能够赢得竞争。
➢市场占有率已成为评判企业是否具有竞争力的最集中体现。
以上三种因素应使企业意识到,要想适应外界环境的迅速变化,要能在激烈的竞争中求生存、求发展,不仅要采用先进的科学技术,而且要尽快地改变与现代化生产经营不相适应的管理方式,企业应建立对外部环境变化做出灵活反应的管理机制和组织结构。

裤子缝制工序流程图:
工作性质符号说明
符号作业性质
平缝机作业
特殊缝纫作业
手工作业
裁片停滞
完成停滞
工序使用设备说明
工序使用设备
1、8、2
2、23 三线包缝机
2、4、6、9、
10、12、13、
14、20、21、
24、25、28、
29
单针平缝机
3 绷缝机
16 印模
5、7、11、15、17、26 单针平缝机及折边器
27 手工作业
衬衫缝份工序流程图:
工序使用设备说明
工序使用设备
1、8、2
2、23 三线包缝机
2、4、6、9、
10、12、13、
14、20、21、
24、25、28、
29、30、31、
32、35、37
单针平缝机
3 绷缝机
16 印模
5、7、11、15、17、26 单针平缝机及折边器
27 手工作业工作性质符号说明
符号作业性质
平缝机作业
特殊缝纫作业
检验作业
裁片停滞
完成停滞
*为手工作业,就不编工序。
IPQC作業流程圖目的:落實品質意識在現場作業人員于制程過程中,實施檢驗或試驗以查證制程之合格性。
三〃範圍:凡本公司產品之各制程。
四、職責:生產部門:負責自製品自檢、送檢、重工、維修及入庫。
品保部門:負責自製品檢驗及記錄、標示。
五、內容:1、首件(產前樣/批版)、自主、巡迴檢驗:(1)品保部門IPQC人員在以下時段需做首件檢驗。
(1)每台機開始生產前開機需做首件檢驗。
(2)設計規格變更時需做首件檢驗。
(3)人員或材料更換時需做首件檢驗。
(2)生產部門作業人員應隨時注意生產產品品質狀況,並按照規定做好自主檢驗。
(3)品保部門IPQC人員應到現場做巡迴檢驗並做好記錄。
(4)品保部門檢驗管制程式,應按照規範和作業指導書之要求訂制(QC工程圖)。
(5)生產部門相關人員在制程中,發現不合格又無法矯正時,應及時停機報告主管,並通知品保部門,而品保部門應按照相關程式處理。
(6)品保部門IPQC人員按照實際檢驗情況記錄不合格品,並對制程式不良品作統計分析把結果回饋於相關部門,作糾正預防對策之依據。
(7)不合格品處理與標示(紅豆標&件投標):(1)、經判定為不合格品時,應在該批半成品貼上紅色圓點貼紙(故障貼紙)又稱紅豆,並加以區分,隨後將不合格批移至返工區或報廢區進行處理。
(2)、發生不合格品時,品保部門IPQC人員應填寫《IPQC服裝(巡廠)驗貨報告》加以記錄,並按照相關程序處理,並通知相關部門處理。
六〃使用表單:1、首件(制前樣/批版)吊卡2、特采申請單3、IPQC服裝(巡廠)驗貨報告4、返工\返修單5、報廢單6、制程異常備忘錄不合格品處理作業辦法一、目的:按照品質計畫及管制措施找出不合格品,採取各項管理及處理措施,並對不合格品進行分析,以防誤用。
二、範圍:供方之原材料、主輔料;廠內制程中之半成品、成品和庫存品;顧客之退貨品。
三、職責:生產、資材部門:負責不合格品標示、隔離及處理,必要時參與評審。
品保部門:負責不合格品判定、標示、記錄,並與相關部門進行原因分析及追蹤。
通用服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。