常用折弯刀具
- 格式:pdf
- 大小:17.13 KB
- 文档页数:1

折弯刀具规格型号人们常常用到的折弯刀具,在工业生产和个人生活中都发挥着重要的作用。
它可以将金属、塑料等材料进行折弯、弯曲、切割等操作,从而实现各种需求。
而不同的任务需要不同规格型号的折弯刀具,接下来我将一步一步为大家解答有关折弯刀具规格型号的问题。
首先,折弯刀具的规格型号通常由刀具类型、长度和刀具角度等要素组成。
下面就是一些常用的折弯刀具类型及其规格型号:1. 直边折刀(Straight Folding Knife):通常包括6英寸(152毫米)、8英寸(203毫米)和10英寸(254毫米)等规格,其刀具角度可根据需求调整。
2. 弯头刀(Bending Head Knife):主要用于对金属板材进行弯曲切割。
一般规格有30度、45度和90度等。
不同角度的弯头刀可应对不同的工作需求。
3. 角度折刀(Angle Folding Knife):用于以特定角度将材料折弯切割,常见的规格有30度、45度、60度等。
4. 弯刀(Bending Knife):适用于对软性材料进行弯刀型切割,常见的规格有45度、60度等。
以上仅为常见的几种折弯刀具的规格型号,实际使用中还有更多种类和规格可供选择。
那么,如何选择合适的折弯刀具规格型号呢?首先,我们需要根据具体工作任务来确定所需规格型号。
不同的刀具角度适用于不同的折弯角度和需求,因此要根据工作要求选择刀具的角度规格。
同时,刀具的长度也需要根据工作场景和材料厚度等因素来确定。
其次,选择折弯刀具规格型号时还需要考虑刀具的质量和耐用性。
刀具质量的好坏直接影响到工作效果和刀具寿命,因此要选择具有良好质量和高耐用性的品牌和型号。
另外,根据不同的行业和应用领域,折弯刀具的规格型号也会有所不同。
在汽车制造、电子设备生产等工业领域,通常需要更大尺寸和更复杂角度的折弯刀具。
而在个人生活和手工制作领域,一些小型的折弯刀具就能满足常见需求。
总之,选择合适的折弯刀具规格型号是根据工作任务、刀具质量和应用领域等综合考虑的结果。

锰钢折弯注意事项-概述说明以及解释1.引言1.1 概述锰钢是一种高强度合金钢,具有优异的机械性能和耐腐蚀性能。
由于其硬度高、强度大,锰钢在许多工业领域得到了广泛应用,特别是在制造业中的折弯加工中。
锰钢折弯是一项常见且必要的工艺,但由于锰钢的特殊性质,需要特别注意一些事项。
首先,折弯过程中应注意锰钢的脆性特点。
由于锰钢的硬度较高,容易发生裂纹和断裂。
在折弯之前,必须对材料进行适当的预处理,如退火处理,以降低其硬度,增强其韧性和延展性。
此外,在折弯过程中需控制好应力分布,并适当增加弯曲半径,以减少应力集中,避免材料的断裂。
其次,折弯过程中还需要注意锰钢的弹性恢复。
由于锰钢具有一定的弹性,即使折弯到一定角度后,材料也会有一定程度的恢复。
因此,在设计折弯工艺时,需要考虑弹性恢复的影响,并留出足够的余量,以确保最后的折弯角度符合要求。
另外,折弯工具和技巧也是锰钢折弯过程中需要注意的关键因素。
为了避免表面划伤和变形,应选用坚固耐用,且能够提供充分支撑的折弯模具。
同时,操作人员需要掌握正确的折弯技巧,如控制折弯速度、适当调整压力等,以确保折弯过程的稳定性和准确性。
总之,锰钢折弯作为一项重要的加工工艺,需要特别注意其特性和操作要点。
通过合理的工艺设计和技巧掌握,可以有效避免或减少材料的裂纹和变形,确保最终产品的质量和性能。
未来,随着科技的不断进步,锰钢折弯技术也将不断完善,为各行各业的发展提供更加可靠和高效的解决方案。
1.2文章结构1.2 文章结构本文将按照以下结构进行讨论锰钢折弯的注意事项:2.1 锰钢的特性:在本节中,我们将介绍锰钢的特性以及其在折弯过程中可能出现的问题。
我们将探讨锰钢的硬度、韧性和延展性等方面的特点,并解释为什么这些特性对于折弯过程中的注意事项非常重要。
2.2 折弯过程中的注意事项:在本节中,我们将详细介绍锰钢折弯过程中需要特别注意的要点。
我们将讨论弯曲角度、弯曲半径和加工温度等因素对锰钢折弯影响的重要性。

折弯刀具规格型号-回复折弯刀具规格型号是工业生产中常见的一种工具,主要用于金属折弯加工。
在不同的加工需求下,折弯刀具规格型号的选择会有所不同。
本文将以折弯刀具规格型号为主题,分为以下几个方面进行详细介绍和解答。
一、什么是折弯刀具规格型号?折弯刀具规格型号是指折弯刀具的具体尺寸和参数规格,包括刀具的长度、宽度、厚度等。
不同的规格型号适用于不同的加工需求和材料。
二、常见折弯刀具规格型号有哪些?常见的折弯刀具规格型号包括直角刀、槽刀、尖形刀、U型刀、V型刀等。
其中,直角刀适用于直角折弯;槽刀适用于多角度折弯;尖形刀适用于锥度折弯;U型刀适用于U形折弯;V型刀适用于V形折弯等。
三、如何选择适合的折弯刀具规格型号?选择适合的折弯刀具规格型号需要考虑以下几个因素:1. 加工材料:不同的材料对刀具的硬度和耐磨性有不同的要求,应选择适合材料的刀具规格型号。
2. 折弯角度:不同的折弯角度需要不同的刀具规格型号来适应,如直角刀适用于90度角度折弯。
3. 加工尺寸和形状:根据具体的加工尺寸和形状需求,选择适合的刀具规格型号,以确保加工质量和效率。
4. 折弯精度要求:对于高精度要求的折弯加工,应选择质量好、精度高、耐磨性强的刀具规格型号。
四、折弯刀具规格型号的物理性能和使用注意事项1. 材质:折弯刀具的材质一般为高速钢、硬质合金等,其硬度和耐磨性决定了刀具的使用寿命和加工效果。
2. 刀具硬度:硬度越高,耐磨性越好,但易脆化;硬度过低,容易磨损,影响使用寿命。
3. 刀具涂层:常见的刀具涂层有氮化钛、镀膜等,可提高刀具的硬度和耐磨性。
4. 使用注意事项:在使用折弯刀具时,需注意刀具的安全操作,正确的使用方法和保存方式。
及时进行刀具的维护和更换,以延长其使用寿命。
五、折弯刀具规格型号的市场现状和发展趋势随着工业生产的发展和需求的不断增加,折弯刀具规格型号市场呈现出多样化和个性化的发展趋势。
如今,一些生产企业开始注重定制化的折弯刀具规格型号,以满足不同加工需求。
钣金件折弯中常见问题及处理办法【干货】内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、自动化、数字无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.常用折弯模具常用折弯模具,如下图。
为了延长模具的寿命,零件设计时,尽可能采用圆角。
过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L≥3t(包括壁厚)。
台阶的加工处理办法一些高度较低的钣金Z形台阶折弯,加工厂家往往采用简易模具在冲床或者油压机上加工,批量不大也可在折弯机上用段差模加工,如下图所示。
但是,其高度H不能太高,一般应该在(0~1.0)t,如果高度为(1.0~4.0)t,要根据实际情况考虑使用加卸料结构的模具形式。
这种模具台阶高度可以通过加垫片进行调整,所以,高度H是任意调节的,但是,也有一个缺点,就是长度L尺寸不易保证,竖边的垂直度不易保证。
如果高度H尺寸很大,就要考虑在折弯机上折弯。
折弯机分普通折弯机和数控折弯机两种。
由于精度要求较高,折弯形状不规则,通信设备的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;缺点:压力小,只能加工简单的成形,效率较低。
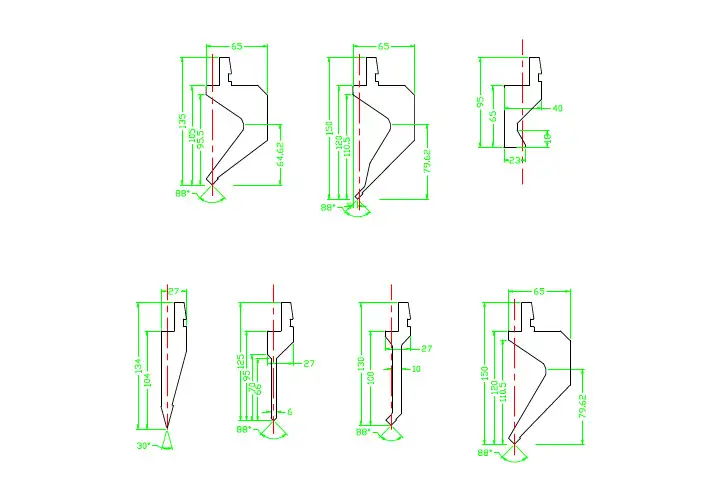
成形基本原理成形基本原理下图所示:折弯刀(上模)折弯刀的形式如下图所示,加工时主要是根据工件的形状需要选用,一般加工厂家的折弯刀形状较多,特别是专业化程度很高的厂家,为了加工各种复杂的折弯,定做很多形状、规格的折弯刀。
下模一般用V=6t(t为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模强度、下模的模口尺寸等因素。
为满足产品的需求,在保证折弯机使用安全的情况下,厂家已经把折弯刀模系列化了,我们在结构设计过程中需对现有折弯刀模有个大致的了解。