生产工艺卡片模板
- 格式:doc
- 大小:111.00 KB
- 文档页数:2
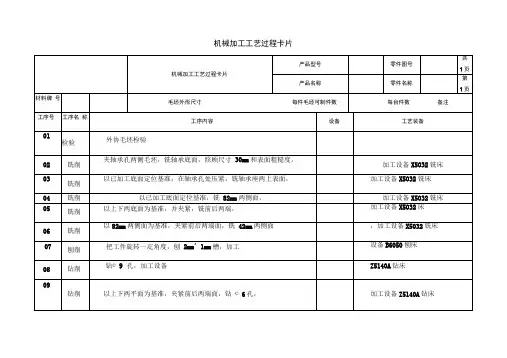
机械加工工艺过程卡片产品型号CA6140 零件图号
产品名称车床零件名称拨叉共1页第1页
材料牌号HT200 毛坯
种类
铸件毛坯外形尺寸
160mm×75
mm×80mm
每毛坯
可制件
数
1
每台
件数
1
备
注
工序号工序名称工序内容车间工段设备工艺装备
工时
准终单件
1 初检
2 扩孔、倒
角、粗铰、
精铰
铰Φ25孔钻床铰刀、卡尺、赛规
3 粗铣粗铣拨叉脚两端面、拨叉脚两前端面、拨叉
头侧面、导向槽外端面、导向槽内侧面、导
向槽底面
铣床端铣刀、游标卡尺
4 去毛刺去除全部毛刺钳工台平挫
5
中检赛规、百分表、卡尺等
6 半精铣精铣导向槽外端面、导向槽内侧面、拨叉脚
两端面、拨叉脚两前端面
铣床端铣刀、游标卡尺
7 镗孔拨叉脚内表面粗镗、倒角、半精镗车床卡尺、赛规
8 清洗清洗机
9 退火
10 终检按零件图样要求全面检查
描图
描校
底图号
装订号设计
日期审核
日期
标准化
日期
会签
日期
标记处数更改文件号签字日期标记处数更改文件号签字日期。
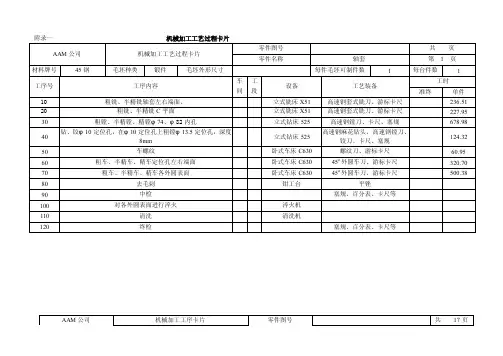
附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页23AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.454车间 工序号 工序名称 材料牌号 30 粗镗半精镗精镗内孔 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件678.98工步号 工步内容 工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1粗镗内孔,控制尺寸190.0072+φ,190.0080+φ高速钢镗刀、卡尺、塞规14031.670.51.5113620.42 半精镗内孔,控制尺寸046.005.73+φ,046.005.81+φ 高速钢镗刀、卡尺、塞规 195 45.03 0.4 0.75 1 118 17.7 3 精镗内孔,控制尺寸03.0074+φ,03.0082+φ高速钢镗刀、卡尺、塞规9722.550.30.25131447.15AAM 公司 机械加工工序卡片零件图号 共 17页 零件名称 轴套 第 1页 车间 工序号 工序名称材料牌号 40 钻、铰10φ内孔,粗镗5.13φ孔45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件124.32工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 钻定位孔,尺寸控制15.008.9+高速钢麻花钻、铰刀、卡尺、塞规 680 20.94 0.2 9.8 1 50.04 7.50 2 粗铰定位孔,尺寸控制036.0010+高速钢麻花钻、铰刀、卡尺、塞规392 12.32 0.8 0.2 1 27.6 4.14 3 粗镗5.13φ孔,尺寸控制036.005.13+φ高速钢镗刀、铰刀、卡尺、塞规14031.670.51.751243.6零件名称轴套第1页车间工序号工序名称材料牌号60 粗车、半精车、精车定位孔左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件320.70工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车定位孔左右端面端面车刀、游标卡尺90 53.72 0.7 1.3 1 80.95 12.142 半精车定位孔左右端面端面车刀、游标卡尺150 89.53 0.35 0.8 1 97.14 14.573 精车定位孔左右端面端面车刀、游标卡尺200 119.38 0.3 0.4 1 85 12.756零件名称轴套第1页车间工序号工序名称材料牌号50 粗车、半精车、精车各外圆表面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件500.38工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车各外圆表面45o外圆车刀、游标卡尺90 53.72 0.7 1.3 1 186.95 28.042 半精车各外圆表面45o外圆车刀、游标卡尺150 89.53 0.35 0.6 1 223.54 33.533 精车各外圆表面45o外圆车刀、游标卡尺200 119.38 0.3 0.6 1 195.6 29.347AAM公司机械加工工序卡片零件图号共17页零件名称轴套第1页车间工序号工序名称材料牌号50 车螺纹45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件60.95工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 车螺纹150 53.72 0.7 2 1 50 7.58。

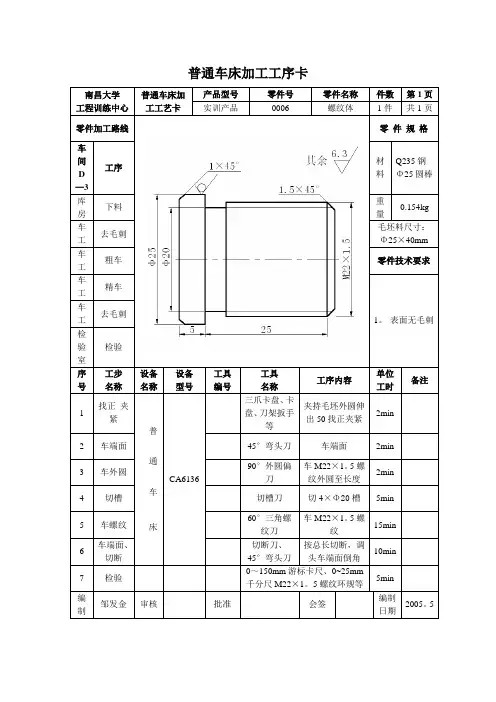
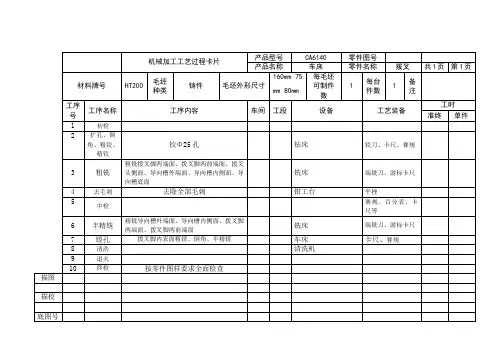
南昌大学 工程训练中心 普通车床加工工艺卡产品型号 零件号 零件名称 件数 第1页 实训产品0006螺纹体1件共1页零件加工路线零 件 规 格车间 D —3 工序材料 Q235钢 Φ25圆棒 库房 下料 重量0.154kg车工 去毛刺 毛坯料尺寸: Φ25×40mm 车工 粗车 零件技术要求车工 精车 1。
表面无毛刺车工 去毛刺检验室 检验 序号 工步 名称 设备名称设备 型号工具编号 工具 名称 工序内容 单位工时 备注1找正 夹紧普通车床CA6136三爪卡盘、卡盘、刀架扳手等 夹持毛坯外圆伸出50找正夹紧2min2 车端面 45°弯头刀 车端面 2min3 车外圆 90°外圆偏刀 车M22×1。
5螺纹外圆至长度 2min 4 切槽 切槽刀 切4×Φ20槽 5min 5 车螺纹 60°三角螺纹刀 车M22×1。
5螺纹 15min 6 车端面、切断 切断刀、 45°弯头刀按总长切断,调头车端面倒角10min 7 检验 0~150mm 游标卡尺、0~25mm 千分尺M22×1。
5螺纹环规等5min编制 邹发金审核批准会签编制日期2005。
5南昌大学 工程训练中心 普通车床加工工艺卡产品型号 零件号 零件名称 件数 第1页 实训产品CG002球体1件共1页零件加工路线零 件 规 格车间 D-3 工序材料Q235钢 Φ25圆棒 库房 下料 重量0。
14 kg车工 去毛刺 毛坯料尺寸: Φ25×34mm 车工 粗车 零件技术要求车工 精车 1。
表面无毛刺车工 去毛刺检验室 检验 序号 工步 名称 设备名称设备 型号工具编号 工具 名称 工序内容 单位工时 备注1找正 夹紧普通车床CA6136三爪卡盘、卡盘、刀架扳手夹持毛坯外圆伸出40找正夹紧 2min2划线普通R 圆弧刀、锉刀等 划线长分别为10、20、24处 2min3切槽圆弧刀在20至24长位置上移动切槽至Φ85min 4车球面车前面R10,车后面R1015minR 规R10 5锉光切断用锉刀锉光球面后到总长切断,去毛头5min6 检验0~150mm 游标卡尺 5min 编制 邹发金 审核批准会签编制日期2005.5南昌大学工程训练中心普通车床加工工艺卡产品型号零件号零件名称件数第1页实训产品CG003 销钉1件共1页零件加工路线零件规格车间D-3工序材料Q235钢φ25圆棒库房下料重量0。

附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r )背吃刀量/mm 走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.45。
机械加工工艺过程卡片切削速度工/min 公步工时/主轴转速走刀进给量背吃刀量/m/步工步内容工艺装备(/mm mm/r))(/r/min 次数(机动辅助)min号夹外圆,车端面(光出即可),粗1 1.50.5551231三爪 20车一段外圆至长67会签标准化审核校对设计(日(日(日(日(日期)期)期)期)期)三爪卡盘/min 工序工时工位器具编号工位器具名称单件准终/主轴转速工进给量切削速度/min公步工时走刀背吃刀量/(/m/(/mm(/工步内容步工艺装备r/mm次数机动辅助)min号))min r夹正已车外圆,靠平已车端面。
141为车另一端长38 1.5 231 51 0.55 2 2 车床24.5外圆至54长粗车?450.231 51 0.55 4 3 2 车床05.?024.5半精车外圆至长?450. 0.9 103 0.3 607 4 2 车床05.?024.5长外圆至精车49.4?450. 0.5 5 1 0.1 120 760 车床05.0? 45.3?1倒角 5车床标准化审核校对设计会签(日(日(日(日(日期)期)期)期)期)切削速度公步工时/min 走刀进给量主轴转速/背吃刀量/m/工艺装备(步号工步内容/mm 次数r)mm(/min/(r/)机动辅助min)?外圆,粗车端面至总长40夹正。
4.50 1 1 0.55 231 51 1 车床0半精车外圆?1365h 607 1 127 2 0.3 1 车床?0.46 451?。
倒外圆角 3车床设计校对审核标准化会签(日(日(日(日(日期)期)期)期)期)更改号签字更改号处数签字日期标记日期标记处数产品型号共8零件图号页机械加工工序卡片第零件名称4产品名称页偏心轮工序名称工序号车间材料牌号2020cr 车材料牌号工序号工序名称车间2520cr 钻毛坯外形尺寸每台件数每件毛坯可制件数毛坯种类144?701 热轧圆钢Φ同时加工件数设备编号设备型号设备名称525Z立式钻床材料牌号车间工序号工序名称3020cr 钻毛坯外形尺寸毛坯种类每件毛坯可制件数每台件数14470?1 热轧圆钢Φ同时加工件数设备名称设备型号设备编号C620-1 立式钻床切削液夹具编号夹具名称3钻模工序工时工位器具编号工位器具名称/min材料牌号工序号车间工序名称3520cr 绞毛坯外形尺寸毛坯种类每台件数每件毛坯可制件数144?701 热轧圆钢Φ同时加工件数设备编号设备名称设备型号525Z立式钻床切削液夹具编号夹具名称1专用钻模工序工时工位器具编号工位器具名称/min毛坯外形尺寸每台件数毛坯种类每件毛坯可制件数14470?1 热轧圆钢Φ同时加工件数设备型号设备编号设备名称525Z立式钻床切削液夹具名称夹具编号专用钻模工序工时/min 工位器具编号工位器具名称准终单件/min公步工时走刀背吃刀量/进给量切削速度主轴转速工艺装备工步内容工.。
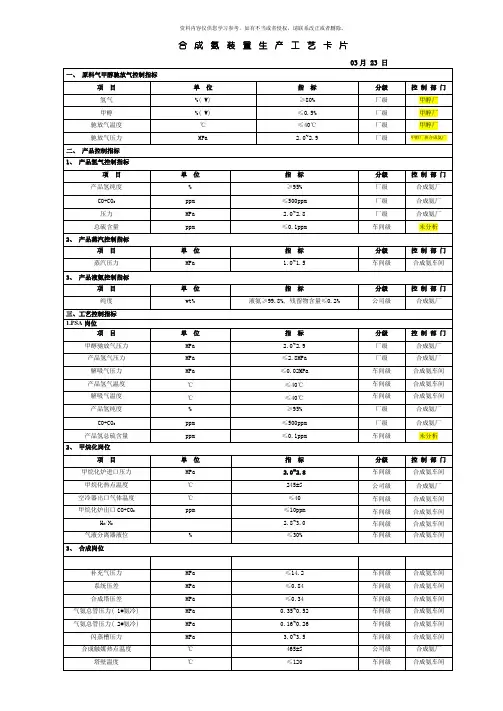
甲醇厂气化车间煤浆制备(702)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间气化(703)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间灰水处理(704)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间耐硫变换(705)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂气化车间空压机组共2页第2页(271A)甲醇厂气化车间空分机组(271)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间空压站(281)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂合成车间低温甲醇洗(612)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂合成车间硫回收(615)单元共2页第2页编号:神华宁煤煤炭化学分公司工艺甲醇厂合成车间氨冷冻(633)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂合成车间甲醇合成共2页第2页(801)甲醇厂合成车间二甲醚(406)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂水汽车间管网共2页第2页(068)甲醇厂水汽车间锅炉(208)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂水汽车间锅炉(208D)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间脱盐水(222)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间循环水站(450)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间新鲜水加压及消防水站(442)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间发电机组(208A)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂水汽车间热回收(708)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间管网(068)共2页第2页神华宁煤煤炭化学分公司工艺司工艺卡SHMH-GC-02-2009一流司工艺卡SHMH-GC-03-2009一流司工艺卡SHMH-GC-04-2009一流司工艺卡SHMH-GC-05-2009一流司工艺卡SHMH-GC-06-2009一流司工艺卡SHMH-GC-07-2009一流司工艺卡SHMH-GC-08-2009一流。