生产工艺单模板
- 格式:doc
- 大小:31.00 KB
- 文档页数:1

产品工艺表范本全文共四篇示例,供读者参考第一篇示例:产品工艺表是指对产品生产过程中所需的各种工艺流程、工艺参数、检验要求等进行系统化记录的表格或文件。
它通常包括产品的制造工艺流程、工艺参数、检验标准、材料要求等内容,是生产过程中的重要参考依据。
下面我们将为大家介绍一份关于产品工艺表的范本。
产品名称:XXX产品制定日期:XXXX年XX月XX日一、产品描述2. 产品材料:(列出产品所使用的主要材料及材料规格)3. 产品尺寸:(列出产品的尺寸要求)4. 产品外观要求:(列出产品的外观要求,如颜色、光泽度等)二、制造工艺流程1. 材料采购:(列出主要材料的采购供应商及采购数量)2. 材料验收:(列出材料验收标准及方法)3. 材料切割:(列出材料切割的工艺参数)4. 加工工艺:(列出产品加工工艺,包括冲压、焊接、折弯等)5. 表面处理:(列出产品的表面处理工艺,如喷涂、电镀等)6. 组装装配:(列出产品的装配工艺流程)7. 检验要求:(列出产品的检验项目及检验标准)8. 包装运输:(列出产品的包装方式及运输要求)三、工艺参数1. 温度:(列出各个环节中需要控制的温度范围)5. 其他:(列出其他需要控制的工艺参数)四、检验要求五、材料要求以上就是关于产品工艺表的范本,制定一份适合自己产品的工艺表是提高生产效率和产品质量的重要步骤,希望上述范本能对大家有所帮助。
第二篇示例:产品工艺表是指一个产品从设计到生产过程中所需要的所有工艺步骤和相关信息的列表。
它是产品制造的重要工具,能够帮助生产者清晰地了解每一道工序的具体要求,确保产品质量和生产效率。
本文将介绍产品工艺表的基本概念、内容要点以及如何制作一份完善的产品工艺表范本。
一、产品工艺表的基本概念产品工艺表是产品设计和生产管理中的重要文件,它对于确保产品质量、提高生产效率、降低成本具有重要意义。
一个完善的产品工艺表应包含以下内容:1. 工艺步骤:产品的生产过程需要按照一定的工艺步骤进行,这些步骤应该按顺序排列在工艺表中,以确保生产的顺利进行。
木材加工工艺卡片模板
工艺介绍
该工艺卡片模板旨在记录木材加工过程中的关键步骤和注意事项,以便在操作中能够快速查阅和遵循。
工艺步骤
1. 原材料准备:
- 确保木材符合质量要求和规格要求;
- 检查木材的湿度和含水率,确保合适的干燥程度。
2. 切割木材:
- 使用适当的工具和设备进行木材切割;
- 根据设计要求切割出所需的尺寸和形状。
3. 干燥处理:
- 将切割好的木材进行干燥处理,以减少含水率;
- 使用合适的干燥设备,控制温度和湿度以达到最佳干燥效果。
4. 表面处理:
- 清除木材表面的污垢和瑕疵;
- 使用合适的工具对木材表面进行砂光处理,使其光滑平整。
5. 简单加工:
- 根据需要,进行简单的木材加工,如孔洞打孔、边缘修整等。
6. 终端处理:
- 在木材加工完成后,根据需要进行终端处理,如上油、染色、喷涂等。
7. 质量检查:
- 对加工完成的木材进行质量检查,确保符合要求的质量标准。
安全注意事项
- 在操作过程中,佩戴适当的防护装备,如手套、护目镜等;
- 确保操作环境通风良好,避免吸入有害气体或粉尘;
- 注意使用工具和设备的安全操作方法;
- 注意木材的重量和体积,避免因搬运不当导致的伤害。
注意事项
- 根据实际情况,适当调整工艺步骤和注意事项;
- 严格遵守木材加工中的安全和环保要求;
- 进行加工前,确保对工艺步骤和注意事项有充分的了解和掌握。
以上为木材加工工艺卡片模板的内容,可根据实际需求进行修改和补充。
如有疑问,请随时向我提问。
工艺卡片模板Mechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX:XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number SignatureDesigned (Date)DateReviewed (Date) Standardized (Date) Countersigned (Date) Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)Reviewed (Date)SignedStandardized (Date)Countersigned (Date)Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Total Pages:n Name:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:XXX:XXX Model:Fixture Number:XXX:Standard Final Piece:XXX:XXX:n:Bottom Drawing Number:XXX:Step Number:1Main Spindle Cutting Speed:m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)DateReviewed (Date)Standardized (Date)Countersigned (Date)Marking Change File Number机械加工工序卡片产品型号:______ 产品名称:______ 零件图号:______ 零件名称:______车间:______ 毛坯种类:______ 设备名称:______ 设备型号:______共页:______ 工序号:______ 每毛坯可制作件数:______ 设备编号:______夹具名称:______ 工位器具名称:______ 材料牌:______每台件数:______ 同时加工件数:______ 切削液:______ 煤油:______工序工时:______ 夹具编号:______ 工位器具编号:______准终单件:______ 进给:______ 描图:______ 描校:______底图号:______ 装订号:______工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号注:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加清晰明了。
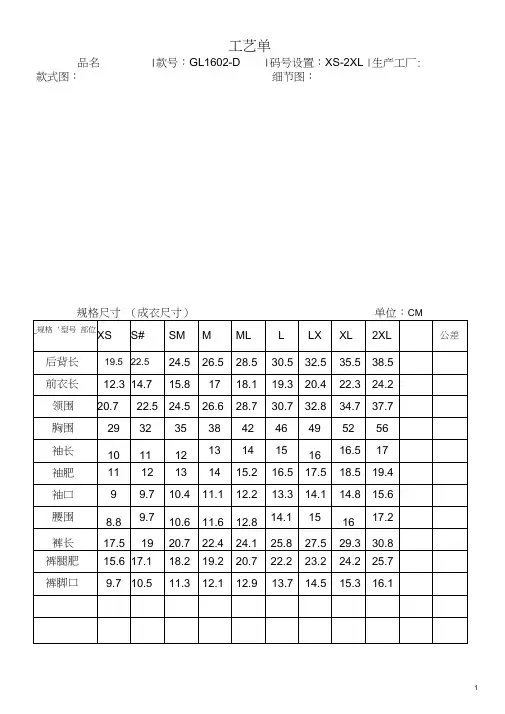
工艺单
品名|款号:GL1602-D |码号设置:XS-2XL |生产工厂: 款式图:细节图:
规格尺寸(成衣尺寸)单位:CM
面料、里料料率:
裁剪比例
辅料用料:
裁剪要求:
1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等
问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;
2、根据生产通知的料率、规格、号型、数量进行裁剪;
3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和
样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;
4、铺料时各层松紧要一致,推刀时不能跑刀、重刀、漏刀,上下皮误差不超过0.3CM。
刀口不超过0.3CM (来去
缝除外)刀口齐全,针眼须先试打,不能使面料抽纱,成品针眼不外漏,打号字迹清楚,号印齐全不外露;
5、粘衬要顺色(特殊要求除外),根据面料调整温度,压力以不开胶、不起泡、不损坏面料质地、使衣服不起皱为原则;
6、裁剪中有一些样板是多号共用,有一些样板是面衬共用,敬请留意,并请保证样板的原貌。
缝纫工艺说明。
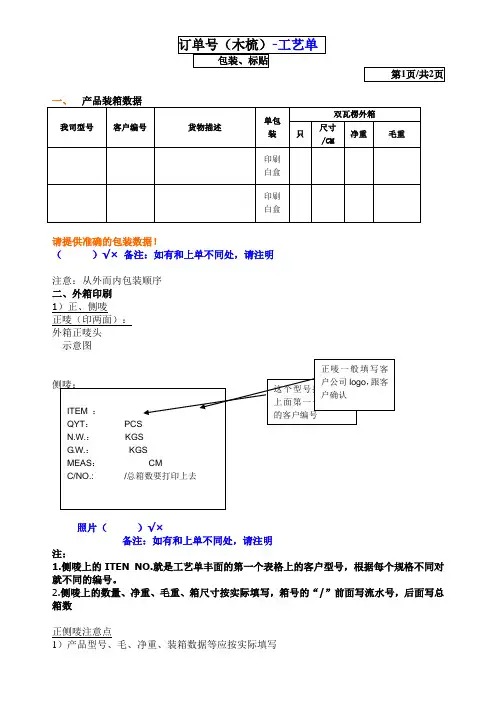
请提供准确的包装数据!
()√× 备注:如有和上单不同处,请注明
注意:从外而内包装顺序
二、外箱印刷
1)正、侧唛
正唛(印两面):
外箱正唛头
示意图
照片()√×
备注:如有和上单不同处,请注明
注:
1.侧唛上的ITEN NO.就是工艺单丰面的第一个表格上的客户型号,根据每个规格不同对就不同的编号。
2.侧唛上的数量、净重、毛重、箱尺寸按实际填写,箱号的“/”前面写流水号,后面写总箱数
正侧唛注意点
1)产品型号、毛、净重、装箱数据等应按实际填写
2)注意印2面
()√×
外箱的品质要求
1)标准双瓦楞出口纸箱
2)40’堆高外箱不得有下陷的现象
照片()√×
备注:如有和上单不同处,请注明
二、内包装及包装质量要求
1)木梳激光logo参考
1)产品包装:一个产品一个印刷内盒(中性白盒/彩盒/棕色带印刷?),1个产品装一个opp袋子?,.彩盒效果图如下,仅供参考.彩盒和彩卡设计稿详细见附件
照片()√×
备注:如有和上单不同处,请注明。

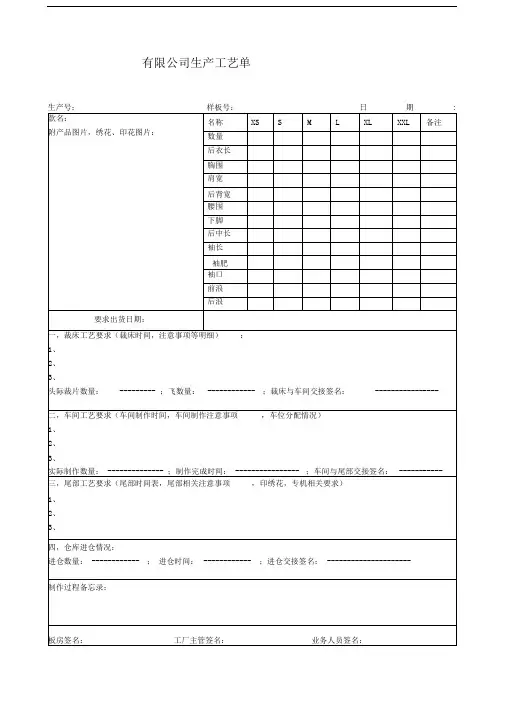
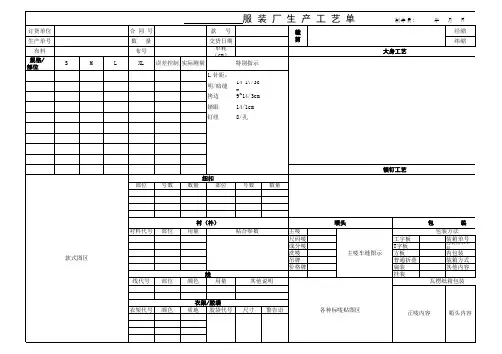
缝纫工序工艺单模板服装制版生产缝纫工艺流程!(才智服装制版详解)缝纫是把服装材料按照设计的款式拼接成成品服装的工序。
服装生产工艺流程大致为:面辅料进厂检验→技术准备→裁剪→缝制→锁眼钉扣→整烫→成衣检验→包装→入库或出运。
准备面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用,影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
把好面料质量关是控制成品质量重要的一环,通过对进厂面料的检验和测定可有效地提高服装的正品率。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣确认后方能进入下一道生产流程。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
裁剪裁剪前要先根据样板绘制出排料图,“完整、合理、节约”是排料的基本原则。
在裁剪工序中主要工艺要求如下:1、拖料时点清数量,注意避开疵点。
2、对于不同批染色或砂洗的面料要分批裁剪,防止同件服装上出现色差现象。
对于一匹面料中存在色差现象的要进行色差排料。
3、排料时注意面料的丝绺顺直以及衣片的丝缕方向是否符合工艺要求,对于起绒面料(例如丝绒、天鹅绒、灯芯绒等)不可倒顺排料,否则会影响服装颜色的深浅。
4、对于条格纹的面料,拖料时要注意各层中条格对准并定位,以保证服装上条格的连贯和对称。
5、裁剪要求下刀准确,线条顺直流畅。
铺型不得过厚,面料上下层不偏刀。
6、根据样板对位记号剪切刀口。
7、采用锥孔标记时应注意不要影响成衣的外观。
裁剪后要进行清点数量和验片工作,并根据服装规格分堆捆扎,附上票签注明款号、部位、规格等。
缝制缝制是服装加工的中心工序,服装的缝制根据款式、工艺风格等可分为机器缝制和手工缝制两种,缝制加工过程实行流水作业。
决定缝制质量的因素有:缝纫线的选择、缝纫针的选择、线迹的选择、针迹密度的选择、缝份量的选择。