汽车紧固件热处理工艺技术及其发展_张先鸣
- 格式:pdf
- 大小:198.20 KB
- 文档页数:4
汽车零部件的热处理工艺嘿,朋友们!咱今儿来聊聊汽车零部件的热处理工艺,这可真是个超级重要又超级有趣的事儿啊!你想想看,汽车就像一个庞大的机械怪兽,而那些零部件就是它的筋骨和血肉。
热处理工艺呢,就像是给这些筋骨和血肉来一场神奇的魔法变身!比如说齿轮吧,那可是汽车传动系统里的关键角色。
要是没有经过合适的热处理,它可能就像个软脚虾,没跑多久就累趴了。
但是经过热处理后呢,它就变得坚硬无比,能在各种路况下勇往直前,就像个钢铁战士!再看看那些轴啊、连杆啊之类的,它们得承受多大的力量和压力啊!要是热处理不到位,它们说不定啥时候就“咔嚓”一声断掉了,那可不得了。
但是一旦经过精心处理,它们就能像大力士一样,扛起汽车前进的重任。
那热处理工艺到底是怎么一回事呢?其实啊,就像是给零部件做一次特别的“桑拿”。
把它们放到高温的环境里,让它们好好地“蒸一蒸”,然后再用合适的方式冷却下来。
这一热一冷之间,零部件的性能可就大不一样啦!就像咱人锻炼身体一样,经过锻炼后会更强壮。
零部件经过热处理,也会变得更耐磨、更耐腐蚀、更有韧性。
这可不是随便说说的,这是经过无数次实践和研究得出的结论。
你说要是热处理温度太高了会怎么样?那可就糟糕啦,就像烤面包烤焦了一样,零部件可能就废掉啦!那要是温度太低呢?嘿嘿,那效果就大打折扣咯,就像没烤熟的面包,半生不熟的可不好吃也不好用啊!而且啊,这冷却的过程也很关键呢。
就像跑步完了不能马上冲凉水澡一样,零部件冷却也得慢慢来,不然也会出问题的。
咱再说说热处理的方法吧,那可真是五花八门。
什么退火啦、淬火啦、回火啦等等。
每种方法都有它独特的作用和效果。
退火就像是给零部件做一次温柔的按摩,让它们放松下来,消除内应力。
淬火呢,则像是给零部件打了一针兴奋剂,让它们瞬间变得超级厉害。
回火呢,就是给刚打完兴奋剂的零部件来个缓冲,让它们稳定下来。
你说这热处理工艺神奇不神奇?这可都是技术人员的心血和智慧啊!他们就像魔法师一样,用各种奇妙的手段让那些小小的零部件变得无比强大。
高强度螺栓氢脆问题研究张挺;赵峥;倪莉;孙国峰【摘要】本文从氢脆断裂机理、基本特征、氢脆断裂的影响因素及氢脆试验方法等方面概述了高强度螺栓氢脆断裂失效的问题.并结合螺栓的使用要求,对未来高强度螺栓氢脆问题的研究方向和发展趋势提出了探讨和展望.【期刊名称】《全面腐蚀控制》【年(卷),期】2016(030)007【总页数】5页(P28-32)【关键词】高强度螺栓;氢脆断裂;机理与特点;检测与试验【作者】张挺;赵峥;倪莉;孙国峰【作者单位】浙江国检检测技术股份有限公司,浙江海盐314300;中国电力工程顾问集团华东电力设计院有限公司,上海200000;浙江国检检测技术股份有限公司,浙江海盐314300;浙江国检检测技术股份有限公司,浙江海盐314300【正文语种】中文【中图分类】TH131.3;TG115高强度螺栓是工业连接的基础件,广泛应用于各行各业,其主要的作用就是紧固和连接被连接件。
高强度螺栓在服役过程中发生氢脆断裂是较为常见的失效模式[1],由于氢脆断裂的延迟性和隐蔽性,事先难以通过常规检查程序发现螺栓是否会发生氢脆断裂[2],所以其危害性比其他断裂形式更大。
文献资料表明高强度螺栓氢脆更是对钢结构行业、电力路桥行业、汽车行业、航空航天领域造成过严重的损失[3-7]。
因此,高强度螺栓的氢脆问题也一直是很多科研院所研究热点,包括研究氢含量与氢脆断裂的关系,螺栓轴力用于氢脆的关系,螺栓材料与氢脆的关系,氢脆断裂的规律,氢脆的预防等[8,9],但是目前这些研究成果在实际工程构件的氢脆失效预防上的应用还不多,高强度紧固件的氢脆问题仍然十分突出。
本文对目前存在的主要氢脆断裂机理进行归纳,分析氢脆断裂的基本特征和规律,重点探讨高强度螺栓氢脆断裂的影响因素,讨论如何在螺栓制造和使用中避免氢脆的发生,同时归纳总结对比氢脆的检测方法,寻找出最优的检测方法,便于及时发现氢脆,避免螺栓在使用过程中发生氢脆断裂而失效,为广大紧固件设计者和使用者提供参考。
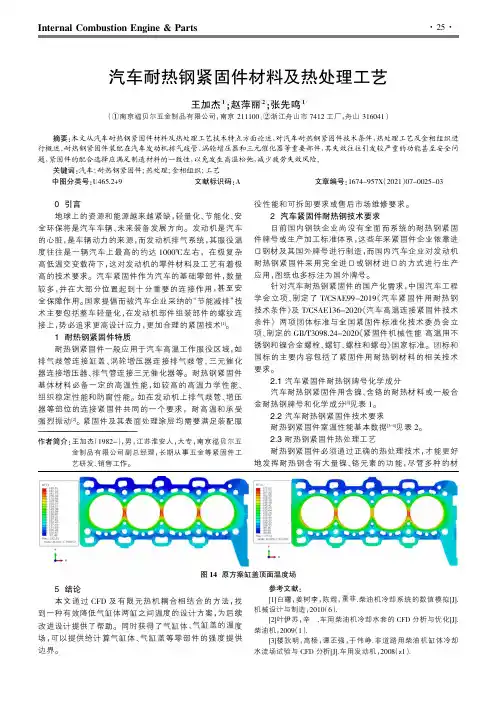
图14原方案缸盖顶面温度场5结论本文通过CFD及有限元热机耦合相结合的方法,找到一种有效降低气缸体两缸之间温度的设计方案,为后续改进设计提供了帮助。
同时获得了气缸体、气缸盖的温度场,可以提供给计算气缸体、气缸盖等零部件的强度提供边界。
参考文献:[1]白曙,姜树李,陈煜,董非.柴油机冷却系统的数值模拟[J].机械设计与制造,2010(6).[2]喆叶伊苏,辛.车用柴油机冷却水套的CFD分析与优化[J].柴油机,2009(1).[3]楼狄明,高杨,谭丕强,于伟峥.非道路用柴油机缸体冷却水流场试验与CFD分析[J].车用发动机,2008(z1).内燃机与配件牌号热处理工艺螺栓抗拉强度/MPa硬度/HV ML06Cr15Ni25Ti2MoAlVB ML04Cr11Nb ML41CrMoV ML21CrMoV 14Cr17Ni2NiCr20TiAl 固溶温度:970~990℃水冷或空冷;时效温度:710~730℃空冷或缓冷退火温度:730~750℃空冷或缓冷淬火温度:880~910℃油冷;回火温度:670~710℃淬火温度:900~930℃油冷;回火温度:680~720℃淬火温度:960~1000℃水或油冷;回火温度:650~700℃固溶温度:1050~1090℃空冷或水冷;时效温度:830~860℃+690~720℃二次时效、空冷950~1150≤485850~1000700~850861~10341000~1300287~367180~285272~320225~272253~304320~417表3耐热钢紧固件技术要求及热处理工艺牌号典型的热处理制度螺栓抗拉强度Rm/MPa螺栓屈服强度R P0.2/MPa 断后伸长率A/%断面收缩率Z/%ML06Cr15Ni25Ti2MoAlVB (GH2132)ML04Cr11Nb ML41CrMoV ML21CrMoV 14Cr17Ni2(1Cr17Ni2)NiCr20TiAl (GH4080A )+AT+P+A +QT +QT +QT +AT+P900~1150≤485850~1000700~850861~10341000~1300600270700550690≥600152014160.25d 12/604560//表2耐热钢紧固件室温性能基本数据注:①14Cr17Ni2相当于JIS G 4303SUS431,NiCr20TiAl 相当于ASTM B637UNS 07080。

机械零件热处理加工技术工艺研究发布时间:2021-12-03T08:22:15.076Z 来源:《城镇建设》2021年第19期作者:张颖[导读] 随着我国经济实力的快速提升,我国迎来了高速发展的全新时代,张颖中冶重工(唐山)有限公司河北省唐山市 063000摘要:随着我国经济实力的快速提升,我国迎来了高速发展的全新时代,工业实力也不断地提升。
工业的发展离不开机械设备的运作,机械是由各种零部件组成的,因此,零件的质量直接的决定了设备的性能和寿命长短。
为了使机械设备能够更好地投入使用,要加大对零件质量的把控力度,在零件制造的过程中结合新型的热加工处理技术手段,更好地进行温度控制,使零件制作符合设备需求,减少以往人力加工过程中存在的不足,提升零件制造加工的效率与质量,带动工业产业的精细化发展。
关键词:机械零件;热处理;加工技术;工艺引言热处理加工技术的使用,不仅能够在很大程度上优化机械加工零件的温度控制水平,与此同时,还能够使得零件的加工效果获得显著的改善。
1在机械零件加工中应用热处理加工技术的重要性热处理加工技术是时代发展的产物,尤其是在机械零部件加工过程中被广泛应用,实践证明,它具有非常重要的作用,而且使用方法比较严格。
零部件加工不合格会导致销售数量下降,严重的还会给使用者带来不容估量的损失,因此引入热处理技术可以有效地降低这种加工的“不合格”现象,为企业的经济收益提升做好铺垫,从而提升企业的市场竞争力。
同时,热处理加工技术还能有效提升机械零件加工的速度,利用更短的时间创造更多合格零件,为机械生产提供优质服务。
2机械零件热处理加工技术工艺2.1预热环节处理要点分析要想使机械零部件的生产效果获得显著的改善,并在生产过程当中不断优化其精准度,同时降低材料变形现象发生的概率,相关人员就必须首先使用热处理技术,来对所要加工的零部件进行有效的预热处理。
由于不同的机械加工零件本身存在着不同的组织结构,因此在技术人员对其进行切削的过程中,往往会受到一定的硬度限制。
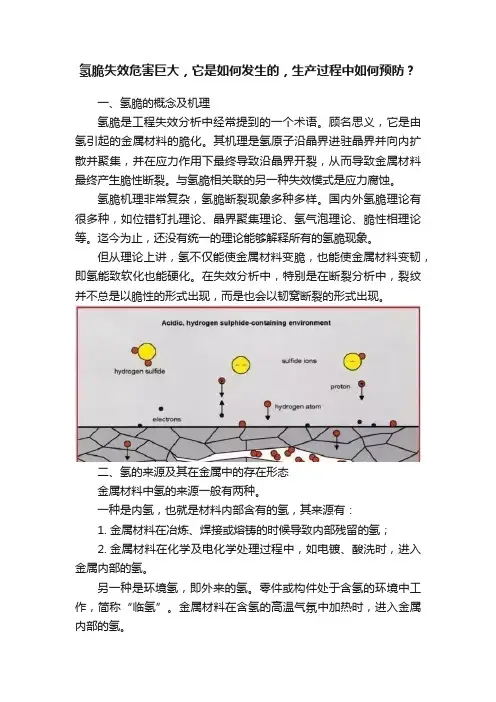
氢脆失效危害巨大,它是如何发生的,生产过程中如何预防?一、氢脆的概念及机理氢脆是工程失效分析中经常提到的一个术语。
顾名思义,它是由氢引起的金属材料的脆化。
其机理是氢原子沿晶界进驻晶界并向内扩散并聚集,并在应力作用下最终导致沿晶界开裂,从而导致金属材料最终产生脆性断裂。
与氢脆相关联的另一种失效模式是应力腐蚀。
氢脆机理非常复杂,氢脆断裂现象多种多样。
国内外氢脆理论有很多种,如位错钉扎理论、晶界聚集理论、氢气泡理论、脆性相理论等。
迄今为止,还没有统一的理论能够解释所有的氢脆现象。
但从理论上讲,氢不仅能使金属材料变脆,也能使金属材料变韧,即氢能致软化也能硬化。
在失效分析中,特别是在断裂分析中,裂纹并不总是以脆性的形式出现,而是也会以韧窝断裂的形式出现。
二、氢的来源及其在金属中的存在形态金属材料中氢的来源一般有两种。
一种是内氢,也就是材料内部含有的氢,其来源有:1.金属材料在冶炼、焊接或熔铸的时候导致内部残留的氢;2.金属材料在化学及电化学处理过程中,如电镀、酸洗时,进入金属内部的氢。
另一种是环境氢,即外来的氢。
零件或构件处于含氢的环境中工作,简称“临氢”。
金属材料在含氢的高温气氛中加热时,进入金属内部的氢。
氢在金属中的存在形态有如下几种:溶解氢:以间隙原子状态固溶于金属中的氢[H];化合氢:形成各种氢化物;TiH、NiH、VH、ZrH、NbH等分子氢:气态H2存在于金属内部的气孔、裂缝中;氢还可以与各种合金元素溶质原子、晶体缺陷、各种化合物相发生程度不同的结合。
如与位错结合成为Cottrell气团。
三、氢脆的种类及其特征1. 氢蚀(氢+第二相→高压气体)发生氢鼓泡的温度较高,在205-595℃。
例如碳钢在300-500℃的高压氢气氛中工作,氢与钢中的碳结合生成CH4而断裂。
反应公式:H+C=H4C。
宏观断口形貌呈氧化色,颗粒状;微观断口晶界明显加宽,呈沿晶断裂。
2. 白点(发裂)通常发生于大型钢锻件中。
紧固件热处理工艺《紧固件热处理工艺:一场奇妙的“热变身”之旅》嘿,你知道紧固件不?就是那些螺丝、螺母啥的小玩意儿,可别小看它们哦。
今天我就来跟你唠唠这紧固件热处理工艺,这里面的门道可真是趣味十足呢。
我有一次去我叔叔的小工厂参观,那可真是让我大开眼界啊。
刚进工厂的时候,我就看到一堆灰扑扑的小螺丝,就像一群没睡醒的小懒虫躺在那儿。
叔叔告诉我,这些就是还没经过热处理的紧固件,看起来毫不起眼。
这热处理的第一步呢,就是加热。
叔叔带着我来到一个大炉子跟前,哇塞,那炉子就像一个张着大口的怪兽,里面红彤彤的,热得我感觉脸上的汗毛都要被烤焦了。
叔叔把那些小螺丝放进了一个特制的容器里,然后慢慢推进炉子。
我就站在旁边看着,眼睛都不敢眨一下,生怕错过啥精彩瞬间。
随着温度不断升高,那些小螺丝也开始发生变化了。
它们从原本黯淡无光的样子,逐渐变得有些发红,就像被注入了一股神秘的力量,开始有了生机。
我当时就在想,这就像魔法一样神奇呢。
接着啊,叔叔说要达到合适的温度并且保持一段时间。
这个时间可不能马虎,多一秒少一秒可能都不行。
我就盯着墙上的那个大时钟看,秒针滴答滴答地走着,感觉时间过得好慢。
在这个过程中,叔叔还时不时地去检查一下设备的温度,就像一个细心的厨师在照看锅里的美食。
他那专注的眼神,我到现在都还记得。
然后呢,就是冷却环节啦。
叔叔把烧热的紧固件迅速地放到一种特殊的冷却介质里。
这时候,“哧啦”一声,就像小螺丝们在欢快地尖叫。
我看到冷却介质里冒出了好多小气泡,就像它们在吹泡泡一样。
随着冷却的进行,小螺丝们又慢慢恢复了平静,颜色也变得不一样了。
它们不再是那种通红的颜色,而是有了一种坚韧的光泽,就像经历了一场磨难后变得更加坚强的小战士。
经过这一系列的热处理后,那些原本灰扑扑、毫不起眼的小螺丝,一下子就像脱胎换骨了一样。
叔叔拿出来一个给我看,我用手摸了摸,感觉它们变得更加光滑、更加坚硬了。
我好奇地问叔叔,这是为啥呢?叔叔就开始给我讲那些我似懂非懂的原理,什么组织结构改变啦,什么性能提升啦。
汽车零件生产中的热处理工艺随着汽车工业的发展,汽车零件的需求量与日俱增。
而要保证汽车零件的质量、耐用性和可靠性,热处理工艺被广泛应用于汽车零件生产过程中。
本文将探讨汽车零件生产中的热处理工艺及其对零件性能的影响。
1. 热处理工艺的概述热处理工艺指将金属加热至一定温度,经过保温一段时间,然后冷却至室温的过程。
其中包括退火、淬火、回火等工艺。
通过热处理工艺,可以改善和调整金属的结构和性能,提高材料的强度、硬度、耐磨性等特性。
2. 热处理工艺在汽车零件生产中的应用热处理工艺在汽车零件生产中起着至关重要的作用。
首先,在零件加工过程中,一些零件可能会出现变形和应力集中的问题,通过热处理可以消除或减少这些问题。
其次,汽车零件往往需要具备较高的强度和硬度,这要求对零件进行适当的热处理,以提高零件的力学性能。
另外,热处理还可以改善零件的耐腐蚀性能,增强其使用寿命。
3. 不同热处理工艺对汽车零件性能的影响3.1 退火退火是一种将金属材料加热至一定温度,然后缓慢冷却的热处理工艺。
通过退火,可以改善金属的塑性、韧性和电磁性能,减少内部应力和残余应力,进而提高零件的强度和延展性。
3.2 淬火淬火是将金属材料加热至临界温度,然后通过迅速冷却使其快速固化的热处理工艺。
淬火能够显著提高材料的硬度和强度,但也会导致材料脆性增加,因此需要进行适当的回火处理来恢复材料的韧性。
3.3 回火回火是将已经淬火的材料加热至一定温度,然后进行保温一段时间,最后冷却的热处理工艺。
通过回火,可以降低淬火后材料的脆性,增加其韧性和塑性,以提高零件的可靠性和耐久性。
4. 热处理工艺控制的重要性在汽车零件生产中,热处理工艺的控制非常重要。
合理的温度控制、保温时间和冷却速度能够确保零件的性能稳定和一致性。
不当的热处理工艺参数可能导致零件的性能下降、变形或开裂等问题,甚至影响整个汽车的安全性能。
5. 热处理工艺技术的发展趋势随着汽车工业的不断发展,热处理工艺技术也在不断创新与进步。
汽车紧固件热处理技术的新发展摘要:为了满足高强度紧固件的生产需求,先进的热处理装备是其必备条件,而先进的热处理工艺是影响其内在质量的关键因素,二者缺一不可。
目前我国汽车的高强度紧固件在质量、环保和能耗等方面仍处于落后的状态,为了赶超国际先进水平,我国的高强度紧固件的开发和生产面临着严峻的考验。
关键词:汽车紧固件;热处理技术;新发展1国内汽车用紧固件现状图1为世界紧固件应用行业分配比例图,从图中可以看出,电子工业、维修与建筑工业、汽车工业是紧固件的三大用户。
汽车工业所需的紧固件数量占紧固件总销量的23.2%,在三大用户中占有最大的比例,而维修与建筑工业和电子工业分别位居二三位,占20%和16.6%。
图1世界紧固件应用行业分配比例汽车紧固件种类繁多,主要分为四大类,包括标准紧固件、非标准紧固件、标准机械元件和非标准机械元件,其中非标准紧固件质量要求最高。
非标准紧固件中,如汽车发动机连杆螺栓、飞轮螺栓、车轮螺栓、悬挂螺栓等由于其要求很高的质量和良好的稳定性,我国还不能达到国产化要求,大部分依赖进口。
“十二五”整车期间,我国上海大众、上海通用、东风富康、广州本田、奇瑞、吉利、力帆、比亚迪等在内的整车企业迅速发展,必将在今后的一段时间内带动汽车紧固件的迅速发展。
2紧固件行业热处理技术2.1紧固件行业热处理概况紧固件所用钢材都要经过不同工艺的热处理,达到紧固件力学性能的要求。
根据紧固件所用钢材的力学性能要求和热处理工序的前后顺序,将热处理分为三步,第一步为钢材的热处理,包括软化退火和球化退火;第二步为中间热处理,包括再结晶退火和低温退火;第三步为紧固件成品的热处理,为调质处理。
据统计,到2007年底,我国共有紧固件企业七千余家,年产量达到520多万吨,其中8级以上的紧固件产量约220万吨,需要热处理的高强度紧固件高达40%。
我国生产紧固件企业中共有热处理设备2700多台,其中可控气氛连续式加热网带炉1600多台。
碳硼钢SWRCHB323的开发与应用张先鸣【期刊名称】《金属加工:热加工》【年(卷),期】2011(000)005【总页数】4页(P34-37)【作者】张先鸣【作者单位】浙江舟山市7412工厂,316041【正文语种】中文中碳或低合金冷镦钢在冷镦加工前需要长时间的球化退火,将片状珠光体转变为球状珠光体。
球化退火处理消耗大量的能源,并延长了生产工序,增加了生产成本。
为了增强紧固件的市场竞争力,在减少生产成本、省略或简化工序的同时,还要求降低对能源的消耗。
近年来,市场上开发了多种低、中高强度冷镦硼钢,又称“碳硼钢”。
SWRCHB323是JIS G3508—1:2005标准中的一个重要牌号,用于制造8.8、9.8级螺栓和8、10级螺母。
下面简单介绍SWRCHB323碳硼钢的开发与应用,以推动研发符合我国资源情况的质优价廉的高强度冷镦钢。
SWRCHB323碳硼钢的设计目标是替代8.8级以上的SWRCH35K碳素钢。
为了降低冷变形抗力,达到省略球化退火直接冷镦的目的,SWRCHB323钢的含碳量比SWRCH35K钢大幅度降低。
对比SWRCHB323和SWRCH35K的淬透性,化学成分见表1,实测的淬透性曲线见图1。
根据实测数据计算的半马氏体硬度理想临界直径见表2。
从图1和表2可以看出,SWRCHB323的淬透性明显优于SWRCH35K钢,SWRCHB323钢的理想临界直径达42.5mm,而SWRCH35K钢即使在冷却速度最大的理想介质中,淬透的直径也不会超过20mm,实际上直径16mm时已很难完全淬透。
淬透层深度过去多采用由表面半马氏体组织 (由50%马氏体和50%非马氏体组织组成)作为判定标准。
理由是半马氏体组织不但容易在显微镜下识别,也容易有硬度的突然变化予以测定。
但是GB/T 3098.1—2000《紧固件机械性能螺栓、螺钉和螺柱》标准中,对于≥20mm 8.8级和10.9级,以及以上性能的紧固件材料,要求具备良好的淬透性,以保证紧固件螺纹截面的心部在淬火后、回火前获得约90%的马氏体组织。
车身钣金零件热成型-工艺科-hotstamping第一篇:车身钣金零件热成型-工艺科-hotstamping车身钣金零件热成型汽车用热成型高强钢高强度钢的热冲压成型是汽车制造领域的一项新技术,解决了传统高强度钢板成型在汽车车身制造中遇到的各种问题。
这项技术是指将钢板经过1000°C左右的高温加热之后一次拉伸成形,又迅速冷却从而全面提升了钢板强度。
图1为热成型生产线。
图1 热成型生产线热成型件的抗拉强度达到1500Mpa之高,屈服强度大于1000Mpa,每平方厘米能承受10吨以上的压力,而且消除回弹影响,提高制造精度。
图2为热成型件。
图2 B柱热成型冲压件热成型的主要工序(1)、落料、冲孔(预成型):主要是冲压出板材外轮廓,对于形状复杂或拉伸深度较大的制件则需要进行预成型。
(2)、板料热处理:包括加热和保温两个阶段。
这一工序的目的在于将钢板加热到一个合适的温度,使钢板完全奥氏体化,并且具有良好的塑性。
加热所使用的设备为专用的连续加热炉,钢板在加热到再结晶温度以上之后,表面很容易氧化,生成氧化皮,这层氧化皮会对后续的加工造成不利的影响。
为了避免或减少钢板在加热炉中的氧化,一般在加热炉内设置惰性气体保护机制,或者对板料进行表面防氧化处理。
(3)、转移:指的是将加热后的钢板从加热炉中取出放进热成形模具中去。
在这一道工序中,必须保证钢板被尽可能快地转移到模具中,一方面是为了防止高温下的钢板氧化,另一方面是为了确保钢板在成形时仍然处在较高的温度下,以具有良好的塑性。
(4)、冲压和淬火。
在将钢板放进模具之后,要立即对钢板进行冲压成形,以免温度下降过多影响钢板的成形性能。
成形以后模具要合模保压一段时间,一方面是为了控制零件的形状,另一方面是利用模具中设置的冷却装置对钢板进行淬火,使零件形成均匀的马氏体组织,获得良好的尺寸精度和机械性能。
研究表明,就目前常用的热冲压钢材而言,实现奥氏体向马氏体转变的最小冷却速率为27~30℃/s,因此要保证模具对板料的冷却速度大于此临界值。
专利名称:一种金属零件热处理工艺专利类型:发明专利
发明人:张站群
申请号:CN202210076053.6
申请日:20220123
公开号:CN114395662A
公开日:
20220426
专利内容由知识产权出版社提供
摘要:本发明公开的属于热处理技术领域,具体为一种金属零件热处理工艺,包括以下步骤:A.加液:通过向金属零件热处理装置的内部加入淬火液,完成热处理淬火前的准备工作;B.对工件淬火:通过悬吊装置将金属零件下降到淬火液中进行淬火热处理工作;C.自动更换淬火液:对淬火液更换,更换的同时将使用过的淬火液排出,然后自动向空置箱体中加入淬火液;D.保护金属零件热处理装置:在更换淬火液的过程中,通过驱动装置渐进式转动,使得装置能够缓慢调节左右两侧的箱体的位置;装置可通过金属零件热处理装置中的涡旋弹簧使得电机的转轴在正转和反转的过程中能够起到缓冲作用,利用第一内壳和第二内壳之间的连通结构使得装置能够自动更换淬火液。
申请人:张站群
地址:471600 河南省洛阳市宜阳县人民北路643号
国籍:CN
更多信息请下载全文后查看。
宾科汽车紧固件(昆山)有限公司:冷镦紧固件和紧密零件佚名
【期刊名称】《汽车制造业》
【年(卷),期】2009(000)024
【摘要】承袭提供创新性紧固件和组装解决方案的悠长历史,如今宾科汽车公司(PennEngineering Automotive)能为汽车工业提供一系列应用范围广泛的紧固件。
宾科汽车公司通过去除多个制造步骤,特别是金属切削操作步骤,能为客户制造出特别节省成本的、具有精密公差的复杂零件。
【总页数】1页(P96)
【正文语种】中文
【中图分类】F426.471
【相关文献】
1.汽车紧固件用冷镦线材的现状 [J], 沈德山;张先鸣
2.汽车紧固件用冷镦线材的现状 [J], 沈德山;张先鸣
3.做最好的汽车紧固件供应商--访东风汽车紧固件有限公司总经理夏晓川 [J], 王家建;余华
4.汽车紧固件冷镦钢开裂原因分析 [J], 印帅;王宗广;付星星;陶彬彬
5.关于《汽车紧固件用冷镦钢盘条》标准制定的意见 [J], 姜建鸿;张先鸣
因版权原因,仅展示原文概要,查看原文内容请购买。