厚铜阻焊厚度控制
- 格式:doc
- 大小:13.50 KB
- 文档页数:1
铜线焊锡厚度标准
一、锡层厚度
1. 锡层厚度应适中,不宜过厚或过薄。
过厚的锡层会增加成本,且容易产生锡瘤;过薄的锡层则容易造成焊点不牢固。
2. 锡层厚度应均匀,避免出现局部过厚或过薄的情况。
二、锡层均匀度
1. 锡层应均匀覆盖铜线表面,无漏焊、虚焊等现象。
2. 锡层应平滑,无凹凸、裂纹等缺陷。
三、锡层与铜线结合强度
1. 锡层与铜线应紧密结合,无剥离、脱落等现象。
2. 锡层与铜线结合处应无气孔、夹杂等缺陷。
四、焊点外观
1. 焊点应平整、光滑,无毛刺、凹凸等缺陷。
2. 焊点颜色应均匀,无过黑或过亮的现象。
五、抗拉强度
1. 焊点应有足够的抗拉强度,以保证在使用过程中不会出现断裂等现象。
2. 在测试过程中,焊点应能承受一定的拉力,且不断裂。
以上是铜线焊锡厚度标准的主要内容,包括锡层厚度、锡层均匀度、锡层与铜线结合强度、焊点外观和抗拉强度等方面。
在生产过程中,应严格按照这些标准进行操作,以确保产品的质量和性能。
电阻焊板厚焊接参数标准一、背景电阻焊是一种常见的焊接方法,常用于连接金属板材。
在焊接不同厚度的板材时,需要根据板厚选择合适的焊接参数,以确保焊接质量和效率。
为此,制定一份关于电阻焊板厚焊接参数的标准,对于提高焊接质量和生产效率具有重要意义。
二、标准适用范围本标准适用于电阻焊接连接不同厚度金属板材的工艺参数选择,包括但不限于碳钢、不锈钢和铝合金等。
三、焊接参数选择原则1. 电流选择:焊接过厚板材需要较大的电流,而焊接薄板材则需要较小的电流。
根据金属板材的材质、厚度和焊接接头形式选择合适的电流。
2. 压力选择:适当的压力可以确保焊接接头的牢固性,但过大的压力会导致材料损伤,需要根据板材材质和厚度选择合适的压力。
3. 时间选择:焊接时间与板材厚度相关,过短的焊接时间会导致焊接接头牢固性不足,过长的焊接时间则会造成金属板材过热和变形。
四、标准详细内容1. 板厚为0.5-1mm的薄板焊接参数选择- 电流:50-100A- 压力:0.5-1kN- 时间:5-10ms2. 板厚为1-3mm的中厚板焊接参数选择- 电流:100-200A- 压力:1-2kN- 时间:10-20ms3. 板厚为3-6mm的厚板焊接参数选择- 电流:200-300A- 压力:2-3kN- 时间:20-30ms五、质量控制要求1. 焊接接头应达到无裂纹、无气孔、牢固可靠的要求。
2. 对于厚板焊接,应保证焊接接头不会出现过热变形。
3. 对不同金属材质,应根据其导热性和熔点适当调整焊接参数。
六、验收标准焊接接头应符合相关国家标准或行业标准要求,通过外观检查、拉力测试等方式进行验收。
七、技术支持和培训对于使用本标准进行焊接的企业,应提供相关技术支持和培训,确保操作人员熟练掌握焊接参数选择和焊接质量控制。
八、结语本标准的制定和执行,对于提高电阻焊板厚焊接质量和生产效率具有重要意义,同时也有利于推动相关行业技术的发展和规范。
希望本标准能够得到广泛应用,并不断完善和更新,以适应不同工艺和材料的需求。
SUB :厚铜板阻焊制作报告一﹑现象厚铜板(铜厚5/5OZ ),板厚2.3mm ,阻焊制作时出现显影过渡、气泡现象,导致返工。
二﹑目的通过试验寻找制作方法,为生产提供生产方法和参数,提高公司市场产品的竞争力。
三﹑试验方案1. 分2次阻焊印刷制作;2. 第一次:正常磨板检验;3.后烤:从低温烤至120度/30min 拿出;4. 网版印刷5. 从低温烤至150度/60min 出货下工序;四﹑试验方案实施 1.第一次阻焊流程参数:开油1.使用深绿油墨;2.开油水加120ml/kg搅拌时间:≥15min3.搅拌后静置:≥15min以上开油搅拌后测量粘度为50-55PaS丝印1.使用36T白网双面印刷;2.刮刀角度10-15度角,丝印压力6-7kg,丝印速度300mm/sec;3.印刷后每印5PNL自检一次;丝印后检验线路间下油良好静止丝印后静止2H 静止后线路间没有气泡现象预烤75度/45min 立式烤炉烤板(无异常)曝光1.上框曝20秒,下框曝22秒,曝光尺做10-11级;2.对位公差设置45um;CCD曝光机(无异常)显影1.显影温度30度,药水浓度1.02%;2.显影压力上下1.5kg;3.显影速度2.5m/min,没有显影过渡,显影不净现象检验1、检验孔内没有油墨入孔现象;2、没有掉桥现象;3、没有显影过渡现象;4、线路间没有气泡现象;5、没有偏位现象;6、线路有发红现象(还印二次防焊);小结:显影后检验没有油墨入孔、显影过渡、显影不净、偏位、线路气泡等不良现象,但线路有假性漏铜现象;2.后烤:75度/60min 90度/40min 120度/30min后出炉;3.第二次阻焊流程参数:流程过程方法参数效果确认磨板1.关闭尼龙刷和火山灰磨刷;2.其它正常开启;开油1.使用宇圣深绿UPC-9000 G-316a10,2.开油水加80ml/kg搅拌时间:≥15min3.搅拌后静置:≥15min以上开油搅拌后测量粘度为90-95PaS丝印1.使用36T白网双面印刷;2.刮刀角度10-15度角,丝印压力6-7kg,丝印速度300mm/sec;3.印刷后每印5PNL自检一次;丝印下油良好静止丝印后静止2H 静止后线路间没有气泡现象预烤75度/50min 立式烤炉烤板(无异常)曝光1.上框曝20秒,下框曝22秒,曝光尺做10-11级;2.对位公差设置40um;CCD曝光机(无异常)显影1.显影温度30度,药水浓度1.1%;2.显影压力上压2.0kg,下压1.5kg;3.显影速度2.5m/min,没有显影过渡,显影不净现象检验1.检验孔内没有油墨入孔现象;2.没有掉桥现象;3.没有显影过渡现象;4.线路间没有气泡现象;5.没有偏位现象;6.线路没有发红现象;小结:显影后检验没有油墨入孔、显影过渡、显影不净、偏位、线路气泡等不良现象,线路没有假性漏铜现象;五、总结通过跟进120PNL板按照以上流程方法参数(使用36T网版正常做2次防焊的流程)做的板符合品质要求,没有线路不下油、聚油、线路间气泡、线路发红等不良现象。
TO:市场部、工程部、生产部、品质部 CC:宋董、叶总FR:工艺部 DT:2009-7-15
SUB:外层完成铜厚4/4OZ及以上阻焊制作方法跟进报告
一、目的:
为外层完成铜厚4/4OZ及以上板提供行之有效的阻焊制作方法。
二、试板简介:
选用完成铜厚6/6OZ的板作为试板,跟进阻焊的制作方法。
三、跟进方案:
先用挡点网两次单独印制基材位,再用白网一次印刷面油。
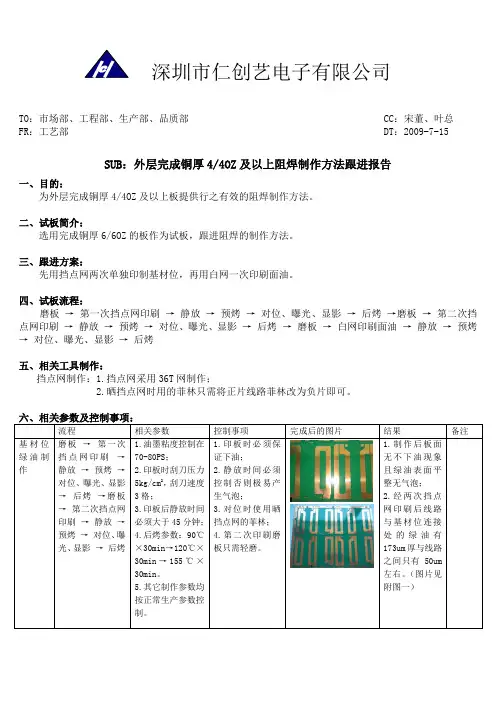
四、试板流程:
磨板→第一次挡点网印刷→静放→预烤→对位、曝光、显影→后烤→磨板→第二次挡点网印刷→静放→预烤→对位、曝光、显影→后烤→磨板→白网印刷面油→静放→预烤→对位、曝光、显影→后烤
五、相关工具制作:
挡点网制作:1.挡点网采用36T网制作;
2.晒挡点网时用的菲林只需将正片线路菲林改为负片即可。
七、相关数据测量及性能测试:
1. 经两次挡点网印刷后线路与基材位连接处的绿油有173um 厚与线路之间只有50um 左右,可以直接印制面油。
2.热冲击实验:
a.条件:288℃×10S ×3次;
b.结果:绿油表面无起泡、掉油现象。
3.完成阻焊制作后线路面上的绿油平均厚度为2
4.4um ,线路与基材位连接处油墨平均厚度为1
5.3um 。
八、相关切片数据:
附图一:两次挡点网印刷后线路与基材位连接处油墨状况。
附图二:完成阻焊制作线路面以及线路与基材位连接处油墨状况。
九、总结:
经过以上方法跟进可完成对铜厚在4/4OZ 及其以上铜厚的厚铜板的阻焊制作,效果较好板面无气泡、起皱、油墨不均、线路发红等不良现象。
电阻焊板厚焊接参数标准电阻焊是一种常见的电弧焊接工艺,广泛应用于各种金属板材的焊接加工中。
在电阻焊板厚焊接过程中,合适的焊接参数对焊接质量和生产效率都起着至关重要的作用。
制定一份关于电阻焊板厚焊接参数标准,对于规范焊接操作、提高焊接质量具有重要意义。
下面将就电阻焊板厚焊接参数标准进行详细介绍。
一、焊接参数的选择原则1. 要根据焊接板厚的不同选择适当的电流密度。
一般来说,焊接板厚越厚,需要的电流密度越大。
2. 考虑焊接材料的种类和性能,选取合适的焊接电流和焊接时间。
3. 综合考虑焊接板厚、板材材料、接头形式等因素,确定合适的焊接压力。
4. 要根据焊接接头的形状和材料的不同,选择合适的焊接时间和焊接次数。
二、电阻焊板厚焊接参数标准1. 电流密度根据板厚选择合适的电流密度是关键的一步。
一般来说,焊接板厚越厚,所需的电流密度越大。
下表为不同板厚对应的电流密度范围:板厚(mm)电流密度(A/mm2)0.5 - 1 60 - 801 -2 80 - 1002 -3 100 - 1203 -4 120 - 1402. 焊接电流和时间根据板材的种类和性能选择合适的焊接电流和焊接时间。
一般来说,对于相同的板厚,不同的板材需要的焊接电流和时间也会有所不同。
下表为不同板材对应的推荐焊接电流和时间:板材种类推荐焊接电流(A)推荐焊接时间(ms)冷轧钢板 200 - 300 10 - 15不锈钢板 300 - 400 15 - 20铝板 400 - 500 20 - 253. 焊接压力根据焊接板厚、板材材料、接头形式等因素确定合适的焊接压力。
要根据实际情况选择合适的焊接压力,一般来说,焊接板厚越大,需要的焊接压力也越大。
4. 焊接时间和次数根据焊接接头的形状和板材材料的不同,选择合适的焊接时间和焊接次数。
一般来说,焊接接头边长越大,需要的焊接时间和次数也会越多。
三、总结在电阻焊板厚焊接过程中,合适的焊接参数对焊接质量和生产效率都起着至关重要的作用。
为什么常规阻抗控制只能是10%的偏差(一)原创声明:本文由一博科技原创,转载请注明出处为什么常规阻抗控制只能是10%的偏差?不少的朋友非常希望阻抗能控制到5%,甚至我还听说过2.5%的阻抗要求。
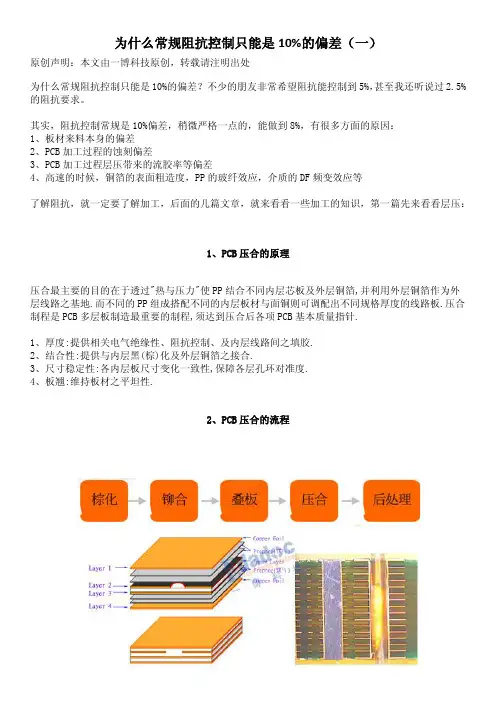
其实,阻抗控制常规是10%偏差,稍微严格一点的,能做到8%,有很多方面的原因:1、板材来料本身的偏差2、PCB加工过程的蚀刻偏差3、PCB加工过程层压带来的流胶率等偏差4、高速的时候,铜箔的表面粗造度,PP的玻纤效应,介质的DF频变效应等了解阻抗,就一定要了解加工,后面的几篇文章,就来看看一些加工的知识,第一篇先来看看层压:1、PCB压合的原理压合最主要的目的在于透过"热与压力"使PP结合不同内层芯板及外层铜箔,并利用外层铜箔作为外层线路之基地.而不同的PP组成搭配不同的内层板材与面铜则可调配出不同规格厚度的线路板.压合制程是PCB多层板制造最重要的制程,须达到压合后各项PCB基本质量指针.1、厚度:提供相关电气绝缘性、阻抗控制、及内层线路间之填胶.2、结合性:提供与内层黑(棕)化及外层铜箔之接合.3、尺寸稳定性:各内层板尺寸变化一致性,保障各层孔环对准度.4、板翘:维持板材之平坦性.2、PCB压合的流程压板工序必须具备的条件A.物质条件:※制作好导线图形的内层芯板※铜箔※半固化片B.工艺条件:※高温※高压3、压合材料之PP介绍特性:半固化片的特性A.RC%(Resincontent):指胶片中除了玻璃布以外,树脂成分所占的重量百分比。
RC%的多少直接影响到树脂填充导线间空隙的能力,同时决定压板后的介电层厚度。
B.RF%(Resinflow):指压板后,流出板外的树脂占原来半固化片总重的百分比。
RF%是反映树脂流动性的指标,它也决定压板后的介电层厚度C.VC%(volatilecontent):指半固化片经过干燥后,失去的挥发成分的重量占原来重量的百分比。
VC%的多少直接影响压板后的品质。
电阻焊板厚焊接参数标准电阻焊是一种常用的金属焊接方法,广泛应用于制造业中。
针对不同的板厚,需要制定相应的焊接参数标准,以保证焊接质量和生产效率。
下面将针对电阻焊板厚焊接参数标准进行详细探讨。
一、板厚影响焊接参数的选择1.板厚对电阻焊的影响板厚是影响电阻焊焊接参数选择的一个重要因素。
板厚的不同会影响电阻焊焊接的电流、压力、焊接时间等参数的选择。
在板厚较薄的情况下,焊接时需要较高的电流和压力,来确保焊缝的充填。
而板厚较厚的情况下,需要较长的焊接时间和适当的焊接压力,以保证焊缝的质量。
2.板厚对焊接参数选择的要求不同板厚要求不同的焊接参数,而焊接参数的选择又直接影响着焊接质量和生产效率。
制定针对不同板厚的焊接参数标准显得十分重要。
二、电阻焊板厚焊接参数标准的制定1.电流选择板厚较薄时,因为面积小,焊接电流相对较小;而板厚较厚时,因为面积大,需要相对较大的焊接电流。
一般来说,板厚每增加1mm,焊接电流就要增加一定比例。
2.焊接时间选择板厚较薄时,焊接时间可适当缩短;而板厚较厚时,则需要延长焊接时间,以确保焊接质量。
3.压力选择在焊接过程中,适当的压力是确保焊缝充填的关键。
板厚较薄时,需要较高的焊接压力;而板厚较厚时,也需要适当增加焊接压力。
三、电阻焊板厚焊接参数标准的实际应用1.标准化参数设置针对不同板厚的标准化参数进行设置,可提高生产效率,并减少人为因素对焊接质量的影响。
2.实时调整在实际生产中,需要根据不同的板厚进行实时调整焊接参数,以适应不同场景下的焊接需求,确保焊接质量。
3.技术人员培训针对电阻焊板厚焊接参数标准,进行相关技术人员的培训,增强其针对板厚选择焊接参数的能力,提高工作效率。
四、总结制作关于电阻焊板厚焊接参数标准对于电阻焊工艺的稳定性和焊接质量的保证至关重要。
合理的电流、焊接时间和压力选择是保证电阻焊板厚焊接质量的关键,必须根据板厚不同进行合理的选择和标准化设置,同时在实际生产中进行实时调整,才能够确保焊接质量和生产效率的提升。
电阻焊板厚焊接参数标准电阻焊是一种常见的焊接方法,它利用电流通过工件的电阻产生热量,从而使接触到工件的金属材料熔化,形成焊缝。
在进行电阻焊焊接时,板厚是一个非常重要的焊接参数,它直接影响到焊接质量和效果。
制定一份关于电阻焊板厚焊接参数标准对于保障焊接质量和提高生产效率具有重要意义。
一、板厚的选择1. 根据金属板材的材料和厚度等因素,应优先选择适当的焊接工艺。
2. 针对不同的金属板厚,应当采用对应的焊接参数,避免一刀切的处理方式。
二、电流密度1. 对于较薄的板材,应当控制电流密度,避免因为过大的电流密度导致过热、烧穿等现象的发生。
2. 针对较厚的板材,应当根据实际情况增加电流密度,以便保证焊缝的充填。
三、焊接时间1. 对于薄板材,应当缩短焊接时间,以防止过度加热导致变形或烧穿。
2. 针对厚板材,应当适当延长焊接时间,以确保焊接质量和焊缝的牢固性。
四、焊接压力1. 对于薄板材,焊接压力不宜过大,以免压坏板材或焊接脱焊。
2. 针对厚板材,应当适当增加焊接压力,以确保焊缝的牢固性。
五、板材预处理1. 对于金属板材,在进行电阻焊之前,应当进行清洁、除油等预处理工作,确保板材表面干净。
2. 针对特殊板材,如镀锡板、镀铝板等,应当采取相应的预处理工艺,以保证焊接质量。
六、环境要求1. 确保焊接现场通风良好,排除有害气体对操作人员的影响。
2. 确保焊接设备和工件表面处于干燥状态,避免潮湿对电阻焊操作的影响。
七、资质要求1. 进行电阻焊操作的操作人员,应当经过专业培训,取得相关资格证书。
2. 对于复杂或特殊情况下的电阻焊操作,应当由具备专业经验的人员进行指导。
电阻焊板厚焊接参数标准的制定是非常重要的,它关系到焊接质量、生产效率以及操作人员的安全。
通过科学合理地制定电阻焊板厚焊接参数标准,可以有效地提高焊接质量,降低生产成本,保障操作人员的安全,促进企业的发展。
制定电阻焊板厚焊接参数标准是十分必要的。
PCB线路板厚铜板
厚铜印制电路板是由厚铜箔制成及超厚铜箔制成的印制制电路板。
它使用的导电材料(铜箔)及基板材料、生产工艺、应用领域都与常规PCB有所差异,因此它属于特殊类PCB。
厚铜印制电路板绝大多数为大电流基板。
大电流基板主要应用领域是——电源模块和汽车电子部件。
它的主要终端电子产品领域,有的相同于常规PCB(如携带型电子产品、网络用产品、基站设备等),也有的有别于常规PCB领域,如汽车、工业控制、电源模块等。
厚铜线路板有以下几项技术要点:
1.内外层厚铜线路的制作
2.厚铜线路芯板的层压,包括层压线路树脂填充和整体板厚的控制
3.厚铜芯板对层压后的板的钻孔方法的影响
4.厚铜线路的表面阻焊制作
生产能力要点:
多层厚铜线路板
内层完成铜厚:1050μm
外层完成铜厚:1050μm
多层埋盲孔铜铜板厚铜板树脂/铜浆塞孔高TG材料
防焊厚度50μm
孔壁铜厚30μm以上。
厚铜线路板的铜厚是如何实现的?
厚铜线路板因为PCB用途和信号的电流大小厚度而不同,厚铜线路板的铜厚是如何实现制作的呢?小编一起来分享一下,厚铜线路板的界定和制作厚铜板的方法
线路板行业中对厚铜板没有明确定义,一般习惯将完成铜厚≥2oz的板称之为厚铜板。
大部分的电路板使用35um的铜箔厚度,这主要取决于PCB用途和信号的电压/电流大小。
对于要过大电流的PCB,部分会用到70um铜厚,105um铜厚,极少还会有140um等。
厚铜线路板铜厚是怎么实现的?一般2oz的成品铜厚,手工印一次丝印不足以填平线路间的沟壑,必须印两次阻焊。
所以在线路板制作时一般遇到2oz以及更厚的,就会在阻焊时备注:厚铜板,需二次丝印。
以达到线路不发红,线路面阻焊厚度大于10um的效果。
线路板的孔铜并不会是越厚越好,所有的数据都需要根据客户的要求制作的。
客户要求做到多少就做到多少,自然这个也不能完全一致,只是一定要在客户允许的误差内。
镀铜一般会有一次铜、二次铜,一次铜的主要目的是为二次铜蚀刻的时候提供足够的铜厚,以保证二次铜蚀刻后铜厚能够符合客户的标准要求。
厚铜线路板一般可以加工6oz,3oz,2oz厚铜板,一般需要多层丝印和多层阻焊和多层沉铜,以满足客户需求。
深圳金瑞欣特种电路是专业的厚铜线路板厂家,10年厚铜板制作经验。
引进先进的铜厚检测仪、电感测量仪、微电阻测量仪保障厚铜电路板的功能品质;全部使用生益、联茂等品牌厚铜板材,用心做好产品和服务。
更多详情可以咨询金瑞欣官网。
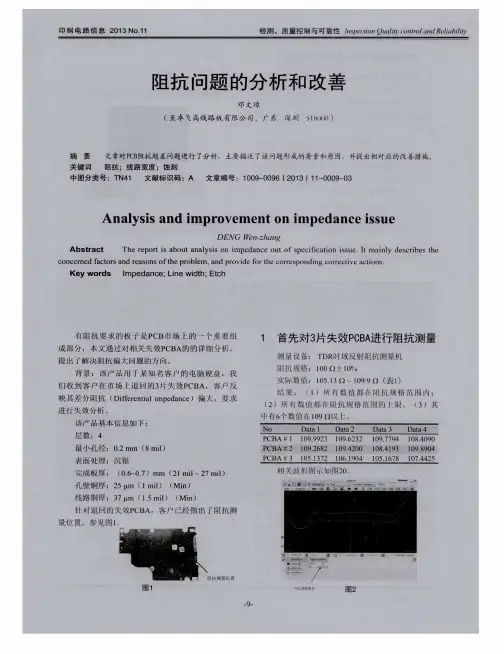
厚铜板产品控制要求和难点任树元;王立峰;肖逸兴;张俊鹏【摘要】厚铜板具有承载大电流、减少热应变和散热性良好的特性.文章从CCL厚铜板制作难点和注意事项、厚铜产品工程设计注意事项、厚铜产品PCB加工控制难点和注意事项及厚铜产品结构性问题四方面对厚铜板产品制作难点进行了分析汇总供大家共同探讨.【期刊名称】《印制电路信息》【年(卷),期】2017(025)003【总页数】6页(P51-56)【关键词】厚铜板;耐压;焊盘拉裂;工程设计【作者】任树元;王立峰;肖逸兴;张俊鹏【作者单位】广东生益科技股份有限公司,广东东莞523039;广东生益科技股份有限公司,广东东莞523039;广东生益科技股份有限公司,广东东莞523039;广东生益科技股份有限公司,广东东莞523039【正文语种】中文【中图分类】TN41厚铜板主要是大电流基板,大电流基板一般都为大功率或者高电压的基板,它多用于汽车电子、通讯设备、航空航天、网络能源、半导体照明(LED)、平面变压器、功率转换器(调解器)、二次电源模块等方面。
电子产品的薄型化、小型化的发展,迫切需要PcB具有更高的导热能力,薄芯厚铜多层板的应用就更加广泛了。
厚铜PcB产品的发展,也引申了一个以它为中心的新的产业链[1],见图1。
厚铜板是指内层或外层任意一层完成铜厚≥102.9 μm(单位面积重量)3 oz/ft2的印制电路板,是一种特种印制板。
厚铜板具有承载大电流、减少热应变、良好的散热性的优点。
2.1 薄芯厚铜板铜箔的选择厚铜ccL板最关心的问题是耐压问题,特别是薄芯厚铜板(薄芯即介质厚度≤0.3 mm),耐压问题尤为突出,薄芯厚铜板一般会选用RТF铜箔进行生产,RТF铜箔与SТD铜箔主要的不同就是毛面Ra的长度不同,RТF铜箔Ra明显小于SТD铜箔。
RТF铜箔与SТD铜箔Ra的对比图如图2,耐压性能对比见表1。
可以看出铜箔的毛面构型影响了基材绝缘层厚度,相同厚度规格,RТF铜箔Ra小,介质层有效绝缘层明显要厚,通过减小毛面粗化度能有效的改善薄基材厚铜的耐压性能。
控制焊料厚度的方法嘿,朋友们!今天咱就来聊聊控制焊料厚度这档子事儿。
你说这焊料厚度重要不?那可太重要啦!就好比咱包饺子,皮儿厚了薄了都不行,得恰到好处,这焊料厚度也是一个道理呀!咱先说说这控制焊料厚度得注意些啥。
就像你走路得看清脚下的路一样,得仔细着点儿。
首先呢,得选对焊料,不同的焊料那脾气可不一样,有的稀稀拉拉,有的稠稠乎乎,你得找个适合你活儿的。
这就好比找对象,得找个合得来的不是?然后呢,就是焊接的手法啦。
你可不能像个没头苍蝇似的乱焊一通,得有节奏,有分寸。
就跟跳舞似的,一步一步来,该快的时候快,该慢的时候慢。
你想啊,要是你跳舞的时候乱蹦跶,那能好看吗?焊接也是一样的道理呀!还有啊,温度也很关键呢!温度太高了,焊料一下子就稀里哗啦流得到处都是,那厚度能控制得住?温度低了呢,焊料又半天不化,干着急呀!这就跟做饭似的,火候得掌握好,火大了糊了,火小了不熟。
再说说这工具,就像战士手里的枪,得趁手才行。
你要是拿个不好使的工具,那不就跟让战士拿着根烧火棍上战场一样嘛!咱举个例子吧,有一次我看到一个新手在那焊接,那手忙脚乱的样子,哎呀,真让人哭笑不得。
焊料弄得到处都是,厚度那叫一个参差不齐。
我就跟他说:“你这可不行啊,得好好练练!”他还一脸茫然呢,真是让人又好气又好笑。
控制焊料厚度可不是一朝一夕就能学会的,得靠不断地练习,不断地琢磨。
就像学骑自行车,一开始肯定会摔跟头,但只要你不放弃,慢慢地就能骑得稳稳当当啦。
总之呢,控制焊料厚度这事儿,说简单也简单,说难也难。
关键就看你用不用心,有没有那份耐心和细心。
你要是认真对待,那肯定能把这活儿干得漂漂亮亮的。
可你要是马马虎虎,那最后出来的东西肯定不咋地。
所以啊,朋友们,加油吧!让我们一起把这焊料厚度控制得恰到好处,做出完美的作品来!。
厚铜板薄阻焊生产工艺优化
郝永春;杨勇;李锋
【期刊名称】《印制电路信息》
【年(卷),期】2023(31)2
【摘要】阻焊技术是印制电路板外观和组装品质的主要控制因素技术之一。
根据客户要求,面铜铜厚范围为50.8~76.2μm,线路面阻焊层厚度范围为
7.62~17.78μm,为此,对阻焊前处理方式、阻焊网版、生产次数、曝光资料、后烤等生产工艺实施优化。
优化后的生产工艺解决了厚面铜线路上防焊不露铜的问题,可确保产品达到客户要求标准。
【总页数】4页(P21-24)
【作者】郝永春;杨勇;李锋
【作者单位】胜宏科技(惠州)股份有限公司
【正文语种】中文
【中图分类】TN41
【相关文献】
1.白色阻焊油墨在厚铜板应用
2.薄芯厚铜覆铜板工艺研究
3.厚铜板的阻焊油墨工艺研究
4.厚铜板阻焊起泡原因分析及改善
5.厚铜板阻焊制作流程优化研究
因版权原因,仅展示原文概要,查看原文内容请购买。