组态软件MCGS在自动化生产线监控系统中的应用
- 格式:pdf
- 大小:665.46 KB
- 文档页数:3


2007年第2期MCGS组态软件在输煤监控系统中的应用王柏华(徐矿集团新疆天山矿业有限公司,新疆库车842000)[摘要]研究了基于MCGS软件所开发的煤矿皮带运输集中监控系统,该系统具有界面友好、操作方便、扩展性强、统计查询功能丰富、可靠性高等优点。
实际运行表明,该系统可以达到煤矿胶带运输自动化生产的目的。
[关键词]MCGS组态软件;数据采集;计算机监控[中图分类号]TD672[文献标识码]B[文章编号]1672!9943(2007)02!0075!02能源技术与管理1MCGS组态软件[1]MCGS(MonitoringandControlGeneratedSystem)是北京昆仑通态自动化软件科技有限公司开发的全中文工控组态软件。
它能够完成现场数据采集、实时和历史数据处理、流程控制、动画显示、报警和安全机制、趋势曲线、报表输出等功能。
MCGS系统包括组态环境和运行环境。
组态环境帮助用户设计和构造自己的应用系统,生成组态结果数据库;运行环境按照组态结果数据库中用户指定的方式进行各种处理,完成用户组态设计工作。
用户应用系统由用户窗口、主控窗口、设备窗口、实时数据库和运行策略5部分构成;具有良好的可维护性和可扩充性。
3种基本类型的构件设备构件、动画构件、策略构件,完成MCGS设备驱动、动画显示、流程控制的所有构造工作;开放式结构,广泛的数据获取和强大的数据处理功能。
MCGS提供多种高性能的I/O驱动;支持Mi-crosoft开放数据库互连(ODBC)接口,全面支持OPC标准;具有完善的安全机构、强大的网络功能、丰富的报表处理方式及显示多种趋势曲线功能。
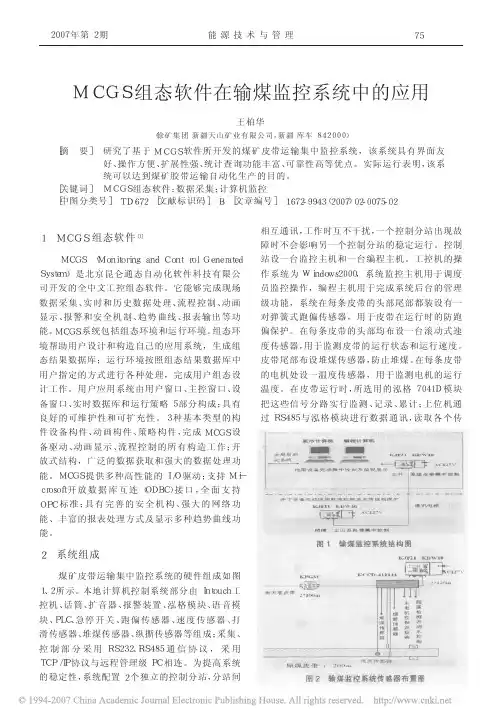
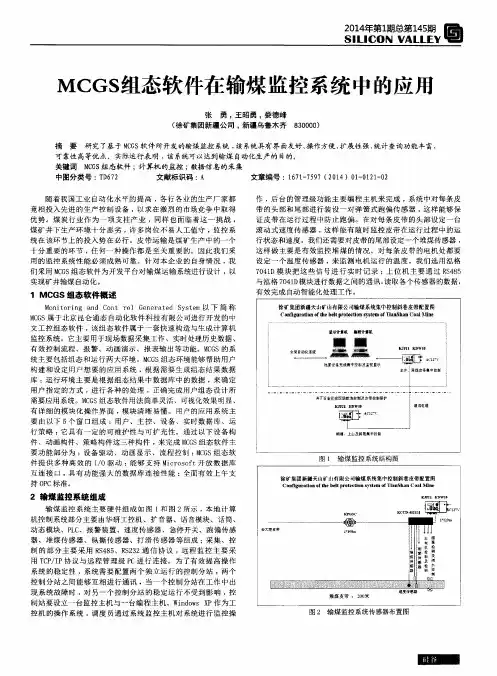
2系统组成煤矿皮带运输集中监控系统的硬件组成如图1、2所示。
本地计算机控制系统部分由Intouch工控机、话筒、扩音器、报警装置、泓格模块、语音模块、PLC、急停开关、跑偏传感器、速度传感器、打滑传感器、堆煤传感器、纵撕传感器等组成;采集、控制部分采用RS232、RS485通信协议,采用TCP/IP协议与远程管理级PC相连。
MCGS的应用
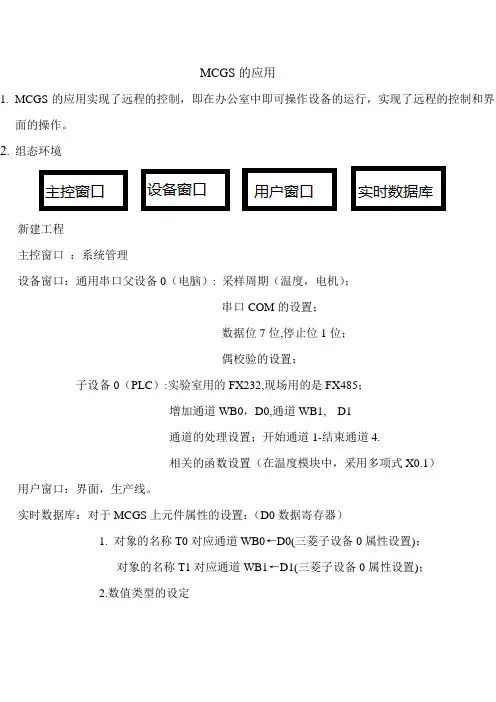
1.MCGS的应用实现了远程的控制,即在办公室中即可操作设备的运行,实现了远程的控制和界面的操作。
2.组态环境
新建工程
主控窗口:系统管理
设备窗口:通用串口父设备0(电脑): 采样周期(温度,电机);
串口COM的设置;
数据位7位,停止位1位;
偶校验的设置;
子设备0(PLC):实验室用的FX232,现场用的是FX485;
增加通道WB0,D0,通道WB1, D1
通道的处理设置;开始通道1-结束通道4.
相关的函数设置(在温度模块中,采用多项式X0.1)用户窗口:界面,生产线。
实时数据库:对于MCGS上元件属性的设置:(D0数据寄存器)
1. 对象的名称T0对应通道WB0←D0(三菱子设备0属性设置);
对象的名称T1对应通道WB1←D1(三菱子设备0属性设置);
2.数值类型的设定。
・116・ 哈尔滨职业技术学院学报 2012年第4期 J o urna l of Ha rbi n Vo c a t i ona l & T e c h ni c a l C ol l e ge自动化生产线是在流水线的基础上逐渐发展起来的。
它不仅要求线体上各种机械加工装置能自动地完成预定的各道工序及工艺过程,使产品成为合格的制品,而且要求在装卸工件、定位夹紧、工件在工序间的输送、工件的分拣甚至包装等都能自动地进行。
使其按照规定的程序自动地进行工作。
自动化生产线的任务就是为了实现自动生产,综合应用机械技术、控制技术、传感技术、驱动技术、网络技术、人机接口技术等,通过一些辅助装置按工艺顺序将各种机械加工装置连成一体,并控制液压、气压和电气系统将各个部分动作联系起来,完成预写的生产加工任务。
随着计算机控制技术和生产信息化的发展,许多自动加工生产线、包装线、喷漆线改变了几十年来的传统人工控制方式,在生产线中应用了自动监控系统,使得生产效率进一步得到提高。
工人的劳动强度大大降低,生产管理水平得到显著提高。
在生产线自动监控系统中,触摸屏技术作为一项新兴的技术,以其直观的界面、方便的操作,越来越得到广泛应用。
组态软件M C G S 制定的自动生产线监控系统,利用自身的组态优势和面向对象技术,实时反映生产线现场工作被控对象的工作状态和该系统的运行位置,较好地解决了这些问题。
一、MCGS系统介绍及数据设计MC GS 是专门应用于嵌入式计算机监控系统的组[收稿日期]2012-05-05[作者简介]1.杜丽萍(1976-),女,哈尔滨职业技术学院副教授/工程师;2.王筱淞(1973-),男,哈尔滨博实自动化股份有限公司工程师。
中图分类号:TP277 文献标识码:A 文章编号:1008—8970—(2012)04—0116—03组态软件MCGS 在自动化生产线监控系统中的应用研究杜丽萍1, 王筱淞2(哈尔滨职业技术学院, 黑龙江 哈尔滨 150081; 哈尔滨博实自动化股份有限公司, 黑龙江 哈尔滨 150001)摘要:本文阐述了MCGS组态软件的功能和特点, 设计了基于MCGS的自动化生产线监控系统。

MCGS工控组态软件在主通风机监控系统中应用一、概览工业自动化技术的发展推动了各领域生产效率的提高。
在矿山中,主通风机作为煤矿的主要通风机械设备,其性能的稳定和可靠性能直接关系到煤矿生产的安全与效率。
如何有效地监测和维护主通风机运行状态已经成为煤矿生产中一个极为重要的课题。
在这个背景下,MCGS工控组态软件在主通风机监控系统中得到越来越广泛的应用。
二、MCGS工控组态软件的介绍MCGS工控组态软件是一种工业化的控制软件,它采用了Windows平台,拥有友好的人机交互界面,不仅使得操作者的工作变得更加简单,也提高了工作的稳定性和精度。
由于MCGS软件具有良好的组态和编程能力,可以轻松实现工业控制系统的监测、控制和调试。
同时,MCGS工控组态软件还可以与其他硬件和软件进行无缝的通讯和集成,实现更加复杂的自动化工业生产流程控制。
目前,MCGS软件已经成为广大工控行业用户的首选。
三、主通风机监控系统的应用1.主通风机监控系统的功能主通风机监控系统是煤矿生产过程中非常重要的一环节。
它通过对主通风机的监控、操作和控制,确保煤矿的生产过程的安全和稳定。
主通风机监控系统主要具有以下功能:•主通风机的状态监测和数据采集。
监测主通风机的核心部件,包括电机、轴承、齿轮等的状态信息,如转速、温度、电流、振动等,并将这些数据采集到监控系统中。
•主通风机的远程控制。
通过远程操作系统实现对主通风机的远程控制,能够实现主通风机的启停、开关和调速等操作。
•主通风机的状态诊断和预警。
通过对主通风机的机械、电气、软件和控制系统等进行状态诊断和分析,对设备异常状态进行预警提示,以便及时进行维护。
•主通风机的报警处理和故障排除。
当监测系统检测到主通风机发生异常情况,会及时发出报警信息,帮助维修人员进行故障排除,确保主通风机的正常运行。
2.MCGS工控组态软件在主通风机监控系统中的应用MCGS工控组态软件在主通风机监控系统中发挥着重要的作用。
mcgs工程实例MCGS工程实例MCGS是一款面向工业自动化领域的人机界面软件,具备强大的功能和灵活的应用性。
在实际工程中,MCGS被广泛应用于各种工业设备的监控与控制系统中,提供了可靠高效的解决方案。
下面将介绍几个MCGS工程实例,以展示其在工业自动化领域的应用。
一、智能水处理系统在水处理行业,MCGS可以用于实现智能化的水处理系统。
通过与传感器和执行器的连接,MCGS可以实时监测水质、水位等参数,并根据设定的控制策略进行自动控制。
在人机界面上,可以显示水处理过程中的各种参数和状态,提供操作员直观的监控界面。
同时,MCGS还支持远程监控和控制,使得操作人员可以通过网络远程访问系统,进行远程操作和故障排除。
二、智能物流系统在物流行业,MCGS可以应用于智能化的物流系统中。
通过与条码扫描仪、传感器、输送带等设备的连接,MCGS可以实时监测货物的位置、数量等信息,并进行自动化的分拣、装载等操作。
在人机界面上,可以显示货物的实时位置和状态,提供操作员直观的监控界面。
同时,MCGS还支持与WMS(仓库管理系统)的连接,实现物流系统的信息化管理。
三、智能制造系统在制造行业,MCGS可以应用于智能化的制造系统中。
通过与PLC (可编程逻辑控制器)和其他设备的连接,MCGS可以实时监测生产线的各种参数和状态,并进行自动化的生产控制。
在人机界面上,可以显示生产线的实时状态和生产进度,提供操作员直观的监控界面。
同时,MCGS还支持与ERP(企业资源计划)系统的连接,实现制造系统与企业管理系统的无缝集成。
四、智能能源管理系统在能源行业,MCGS可以应用于智能化的能源管理系统中。
通过与传感器和计量仪表的连接,MCGS可以实时监测能源的消耗和产生情况,并进行自动化的能源调度和管理。
在人机界面上,可以显示能源的实时消耗和产生情况,提供操作员直观的监控界面。
同时,MCGS还支持与EMS(能源管理系统)的连接,实现能源管理系统的信息化管理。
mcgs工程实例MCGS工程实例MCGS(Machine Control Graphic System)是一种基于PC的工业控制软件,广泛应用于自动化设备的控制系统中。
MCGS工程实例是指在MCGS软件平台上开发的具体应用项目,可以是各种各样的自动化控制系统,如机械设备控制、工艺流程控制、能源管理等。
下面将介绍几个典型的MCGS工程实例。
第一个工程实例是一个食品加工设备的控制系统。
该系统通过MCGS 软件编写的界面,实现了对设备的监控和控制。
操作员可以通过触摸屏界面实时查看设备的运行状态和工艺参数,并可以进行设备的启停、运行模式切换等操作。
该系统还集成了温度、压力等传感器,实时监测设备的工艺参数,并通过MCGS软件进行数据采集和分析。
通过该系统,生产厂家可以实现对设备的远程监控和管理,提高生产效率和产品质量。
第二个工程实例是一个智能楼宇控制系统。
该系统集成了MCGS软件和各种传感器、执行器等设备,实现了对楼宇的智能化管理。
通过MCGS编写的界面,用户可以实时监测楼宇的温度、湿度、光照等环境参数,并可以通过界面进行设备的控制,如空调、照明、窗帘等。
该系统还可以根据用户的习惯和需求,进行智能化的能源管理,实现能源的节约和环境的保护。
第三个工程实例是一个工业机器人控制系统。
该系统通过MCGS软件编写的界面,实现了对工业机器人的控制和调度。
操作员可以通过界面设定机器人的工作任务和路径,并可以实时监测机器人的运行状态。
该系统还集成了视觉传感器和力传感器,实现了对机器人的精确定位和力控制。
通过该系统,生产厂家可以实现自动化生产线的搬运和组装,提高生产效率和产品质量。
以上三个工程实例只是MCGS工程实例的一小部分,实际上MCGS软件可以应用于各种各样的自动化控制系统中。
通过MCGS软件,用户可以方便快捷地开发出功能强大、界面友好的控制系统,提高设备的自动化程度和生产效率。
同时,MCGS软件还具有良好的可扩展性和可定制性,可以根据用户的需求进行二次开发和定制,满足不同行业和不同应用场景的需求。

MCGS在自动化生产线中的应用与实践刘美珍;唐明凤【摘要】In this paper,the development and application of human-machine interface to realize the au-tomatic production line control system by MCGS configuration software is introduced.The structure,func-tions and the application of the automation line system based on MCGS configuration software are de-scribed.Human machine interface is designed using the toolbox of MCGS.The functions of the logic control of each control window,the function realization of each window,the each indicator lamp and the controls of button and the labels are finished by script programs of MCGS.%介绍了通过MC GS组态软件实现自动化生产线控制系统的人机界面开发与应用。
阐述了自动化线系统的构成、功能和MC GS组态软件在系统中的应用。
人机界面设计主要利用MC GS软件提供的绘图工具箱来完成。
各个控制窗口之间的逻辑控制、各窗口内的功能实现以及各指示灯、按钮控件、标签等图形对象的功能主要通过MC GS的脚本程序来完成。
【期刊名称】《昆明冶金高等专科学校学报》【年(卷),期】2016(032)001【总页数】7页(P33-39)【关键词】MC GS组态软件;自动化线;人机界面;脚本程序【作者】刘美珍;唐明凤【作者单位】云南机电职业技术学院电气工程系,云南昆明650203;云南机电职业技术学院电气工程系,云南昆明650203【正文语种】中文【中图分类】TP391随着科学技术的快速发展,自动化生产技术在工业中得到越来越广泛的应用。
基于MCGS组态软件的送料小车自动往返运行监控系统设计随着工业自动化水平的不断提高,自动化设备在生产线上的应用越来越广泛。
送料小车系统是一种常见的自动化设备,用于在生产线上往返运输物料。
为了提高生产效率和降低人工成本,很多企业都引进了送料小车系统。
而为了更好地监控和管理这些自动化设备的运行情况,很多企业也选择使用MCGS组态软件进行监控系统的设计。
本文将介绍基于MCGS组态软件的送料小车自动往返运行监控系统的设计。
1. 系统概述送料小车自动往返运行监控系统是基于MCGS组态软件开发的,用于监控和管理生产线上的送料小车设备。
系统主要包括监控主机、PLC控制器、送料小车、传感器和MCGS组态软件。
监控主机负责采集和显示送料小车的运行数据,PLC控制器用于控制送料小车的运行,传感器用于获取生产线上的环境数据,MCGS组态软件用于界面设计和数据处理。
2. 系统功能(1)实时监控:系统能够实时监控送料小车的运行状态,包括位置、速度、载货情况等。
(2)故障报警:系统能够实时监测送料小车设备的运行情况,一旦发生故障,能够及时报警并显示故障信息。
(3)运行参数设置:系统能够实时设置送料小车的运行参数,包括速度、加速度、停靠位置等。
(4)数据统计分析:系统能够对送料小车的运行数据进行统计和分析,为生产线的优化提供数据支持。
3. 设计思路(1)界面设计:根据实际需要,通过MCGS组态软件设计监控界面,包括实时显示送料小车位置、速度、运行状态等信息,并设置相应的操作按钮和参数输入框。
(2)数据交互:通过OPC协议实现监控主机和PLC控制器之间的数据交互,实现对送料小车运行状态的实时监控和控制。
(3)故障诊断:通过MCGS组态软件实现对送料小车设备的故障诊断,包括故障信息的显示和报警提示。
(4)数据处理:通过MCGS组态软件对采集的送料小车运行数据进行处理和分析,生成相应的报表和趋势图,为生产线的优化提供数据支持。
4. 系统实现系统的实现主要包括硬件设备的配置和MCGS组态软件的开发两个方面。
MCGS组态软件在PLC工作状态监控系统中的应用可编程控制器( PLC) 自问世以来, 以其可靠性高、通用性强等优点, 广泛应用于工业自动化的各个领域。
在使用PLC 对各种制造装备、自动化生产线等进行控制时, 必须对各类故障做出实时正确的反应; 若发生意外, 应及时处理。
因此, 为提高控制系统的整体效益, 需要对PLC 工作状态监控功能提出一定的要求。
目前, 常用的PLC 工作状态监控方式主要有两种。
一种是利用与PLC 配套的编程软件所具有的监控功能, 当PLC 工作在监控方式时, 在上位机的监控界面中, 以PLC 程序语句闪烁等形式表示故障报警, 监控者需要根据PLC 程序内容推测故障环节, 再予以排除。
其技术要求高, 现场工作有较大的困难。
另一种方法是用VC++、VB 等程序设计语言编制监控程序软件包, 在上位机中以直观的图形界面显示PLC 及被控对象的工作运行状态, 从而能够形象显示故障环节。
但其软件设计工作难度高, 编程量大, 开发周期长。
考虑到上述两种方法的不足, 以MCGS 工控组态软件为开发平台, 通过相对容易的组态编程工作, 较好实现可编程控制器工作状态监控的功能。
现场总线技术是20世纪80年代后期发展起来的一种基于现场设备之间进行通讯的新型总线系统,它综合了数字通信技术、计算机技术、自动控制技术、网络技术和智能仪表等多种技术手段,从根本上突破了传统的“点对点”式的模拟信号或数字一模拟信号控制的局限性,构成一种全分散、全数字化、智能、双向、互连、多变量、多节点的通信与控制系统。
现场总线则是连接智能现场设备和自动化系统的数字式、双向传输、多分支结构的通信网络,其基础是智能仪表。
分散在各个工业现场的智能仪表通过数字现场总线连为一体,并与控制室中的控制器和和监视器一起构成现场总线控制系统(Field Bus Control System, FCS)。
通过遵循一定的国际标准,可以将不同厂商的现场总线产品集成在同一套FCS中,具有互换性和互操作性。
基于MCGS组态软件的送料小车自动往返运行监控系统设计1. 引言1.1 研究背景近年来,随着制造业的快速发展和生产水平的不断提高,对生产效率和质量要求也越来越高。
在传统的生产线上,送料小车的往返运行一直是一个重要的环节,其运行状态的监控与管理直接影响着整个生产线的运行效率。
传统的手动监控方式存在监控盲区大、数据采集不及时等问题,严重影响了生产线的稳定性和效率。
为了解决这一问题,基于MCGS组态软件的送料小车自动往返运行监控系统设计应运而生。
该系统利用现代化的软件技术和自动化控制原理,实现对送料小车的实时监控、运行状态分析和异常处理,提高了生产线的运行效率和管理水平。
本研究旨在通过对MCGS组态软件和自动化控制原理的深入研究,设计一套高效可靠的送料小车自动往返运行监控系统,为制造业生产线的智能化发展提供技术支持和解决方案。
通过优化系统设计和关键技术应用,实现生产线的智能管理和自动化运行,提升企业的竞争力和市场地位。
1.2 研究目的研究目的旨在通过基于MCGS组态软件的送料小车自动往返运行监控系统设计,实现对送料小车运行情况进行实时监控和管理,提高生产效率和设备利用率。
具体目的包括:①实现对送料小车的运行状态、位置和运行路径的实时监控;②提供实时报警功能,及时发现并处理设备故障和异常情况;③优化生产流程,提高生产效率和资源利用率;④提高生产过程的自动化程度,减少人力成本和人为因素带来的风险;⑤为企业管理层提供决策支持,通过数据分析和报告,提升管理决策的准确性和科学性。
通过实现以上目的,提升企业的竞争力和市场地位,推动智能制造的发展,助力企业实现可持续发展的目标。
1.3 研究意义送料小车自动往返运行监控系统设计的研究意义主要体现在以下几个方面:1. 提高生产效率和节约成本:通过对小车自动往返运行进行监控和优化,可以有效提高生产线的运行效率,减少人力成本和运输成本。
系统能够自动监测小车的运行状态,及时发现故障并进行处理,从而避免因为故障而导致的生产中断和时间浪费。
・116・ 哈尔滨职业技术学院学报 2012年第4期 J o urna l of Ha rbi n Vo c a t i ona l & T e c h ni c a l C ol l e ge自动化生产线是在流水线的基础上逐渐发展起来的。
它不仅要求线体上各种机械加工装置能自动地完成预定的各道工序及工艺过程,使产品成为合格的制品,而且要求在装卸工件、定位夹紧、工件在工序间的输送、工件的分拣甚至包装等都能自动地进行。
使其按照规定的程序自动地进行工作。
自动化生产线的任务就是为了实现自动生产,综合应用机械技术、控制技术、传感技术、驱动技术、网络技术、人机接口技术等,通过一些辅助装置按工艺顺序将各种机械加工装置连成一体,并控制液压、气压和电气系统将各个部分动作联系起来,完成预写的生产加工任务。
随着计算机控制技术和生产信息化的发展,许多自动加工生产线、包装线、喷漆线改变了几十年来的传统人工控制方式,在生产线中应用了自动监控系统,使得生产效率进一步得到提高。
工人的劳动强度大大降低,生产管理水平得到显著提高。
在生产线自动监控系统中,触摸屏技术作为一项新兴的技术,以其直观的界面、方便的操作,越来越得到广泛应用。
组态软件M C G S 制定的自动生产线监控系统,利用自身的组态优势和面向对象技术,实时反映生产线现场工作被控对象的工作状态和该系统的运行位置,较好地解决了这些问题。
一、MCGS系统介绍及数据设计MC GS 是专门应用于嵌入式计算机监控系统的组[收稿日期]2012-05-05[作者简介]1.杜丽萍(1976-),女,哈尔滨职业技术学院副教授/工程师;2.王筱淞(1973-),男,哈尔滨博实自动化股份有限公司工程师。
中图分类号:TP277 文献标识码:A 文章编号:1008—8970—(2012)04—0116—03组态软件MCGS 在自动化生产线监控系统中的应用研究杜丽萍1, 王筱淞2(哈尔滨职业技术学院, 黑龙江 哈尔滨 150081; 哈尔滨博实自动化股份有限公司, 黑龙江 哈尔滨 150001)摘要:本文阐述了MCGS组态软件的功能和特点, 设计了基于MCGS的自动化生产线监控系统。
该系统用MCGS编辑框架,实现了采集实时工作状态, 以及图形显示、报警和关停电源等功能。
关键词:MCGS;自动化生产线;监控系统;应用态软件,M C GS 嵌入版包括组态环境和运行环境两部分,它的组态环境能够在基于M i c r o s o ft 的各种32位Wi nd ow s 平台上运行,运行环境则是在实时多任务嵌入式操作系统WindowsCE 中运行。
适应于应用系统对功能、可靠性、成本、体积、功耗等综合性能有严格要求的专用计算机系统。
通过对现场数据的采集处理,以动画显示、报警处理、流程控制和报表输出等多种方式向用户提供解决实际工程问题的方案,在自动化领域有着广泛的应用。
此外M C GS 嵌入版还带有一个模拟运行环境,用于对组态后的工程进行模拟测试,方便用户对组态过程的调试。
在M C G S 嵌入版中,用数据对象来描述系统中的实时数据,用对象变量代替传统意义上的值变量,把数据库技术管理的所有数据对象的集合称为实时数据库。
实时数据库是M C G S 嵌入版系统的核心,是应用系统的数据处理中心。
系统各个部分均以实时数据库为公用区交换数据,实现各个部分协调动作。
设备窗口通过设备构件驱动外部设备,将采集的数据送入实时数据库;由用户窗口组成的图形对象,与实时数据库中的数据对象建立连接关系,以动画形式实现数据的可视化;运行策略通过策略构件,对数据进行操作和处理。
如下图所示:・117・ 哈尔滨职业技术学院学报 2012年第4期 J o urna l of Ha rbi n Vo c a t i ona l&T e c h ni c a l C ol l e ge图1二、MCGS在自动化生产线中的应用与研究在亚龙Y L335B型自动生产线实训考核装备中,输送单元作为多个单元的主站,通过直线运动传动机构驱动抓取机械手装置到指定单元的物料台上精确定位,并在该物料台上抓取工件,把抓取到的工件输送到指定地点然后放下,实现传送工件的功能。
该单元运行的主令信号(复位、启动、停止等)通过触模屏人机界面给出。
同时,人机界面上也显示系统运行的各种状态信息。
人机界面是在操作人员和机器设备之间做双向沟通的桥梁。
使用人机界面能够明确指示并告知操作员机器设备目前的状况,使操作变的简单生动,并且可以减少操作上的失误,即使是新手也可以很轻松的操作整个机器设备。
使用人机界面还可以使机器的配线标准化、简单化,同时也能减少P LC控制器所需的I/ O点数,降低生产的成本,同时由于面板控制的小型化及高性能,相对的提高了整套设备的附加价值。
(一)工作界面欢迎画面主界面图2工作界面1.欢迎画面组态(1)建立欢迎画面选中“窗口0”,单击“窗口属性”,进入用户窗口属性设置,包括:①窗口名称改为“欢迎画面”,②窗口标题改为:欢迎画面。
③在“用户窗口”中,选中“欢迎”,点击右键,选择下拉菜单中的“设置为启动窗口”选项,将该窗口设置为运行时自动加载的窗口(2)编辑欢迎画面选中“欢迎画面”窗口图标,单击“动画组态”,进入动画组态窗口开始编辑画面。
①装载位图:选择“工具箱”内的“位图”按钮,鼠标的光标呈“十字”形,在窗口左上角位置拖拽鼠标,拉出一个矩形,使其填充整个窗口。
在位图上单击右键,选择“装载位图”,找到要装载的位图,点击选择该位图,见图3,然后点击“打开”按钮,则该图片装载到了窗口。
图3位图位置②制作按钮:单击绘图工具箱中“”图标,在窗口中拖出一个大小合适的按钮,双击按钮,出现如图4的属性设置窗口。
在可见度属性页中点选“按钮不可见”;在操作属性页中单击“按下功能”:打开用户窗口时候选择主画面,并使数据对象“HMI 就绪”的值置1。
图4属性设置窗口③制作循环移动的文字框图:选择“工具箱”内的“标签”按钮,拖拽到窗口上方中心位置,根据需要拉出一个大小适合的矩形。
在鼠标光标闪烁位置输入文字“欢迎使用Y L-335B自动化生产线实训考核装备!”,按回车键或在窗口任意位置用鼠标点击一下,完成文字输入。
静态属性设置如下:文字框的背景颜色:没有填充;文字框的边线颜色为:没有边线;字符颜色:艳粉色;文字字体:华文细黑,字型:粗体,大小为二号。
为了使文字循环移动,在“位置动画连接”中勾选“水平移动”,这时在对话框上端就增添“水平移动”窗口标签。
水平移动属性页的设置如图5所示。
图5设置水平移动属性・118・ 哈尔滨职业技术学院学报 2012年第4期 J o urna l of Ha rbi n Vo c a t i ona l&T e c h ni c a l C ol l ege设置说明如下:为了实现“水平移动”动画连接,首先要确定对应连接对象的表达式,然后再定义表达式的值所对应的位置偏移量。
图5中,定义一个内部数据对象“移动”作为表达式,它是一个与文字对象的位置偏移量成比例的增量值,当表达式“移动”的值为0时,文字对象的位置向右移动0点(即不动),当表达式“移动”的值为1时,对象的位置向左移动5点(-5),这就是说“移动”变量与文字对象的位置之间关系是一个斜率为-5的线性关系。
触摸屏图形对象所在的水平位置定义为:以左上角为座标原点,单位为象素点,向左为负方向,向右为正方向。
TPC7062KS 分辨率是800×480,文字串“欢迎使用Y L-335B自动化生产线实训考核装备!”向左全部移出的偏移量约为-700象素,故表达式“移动”的值为+140。
文字循环移动的策略是,如果文字串向左全部移出,则返回初始位置重新移动。
(二)主画面组态1.建立主画面①选中“窗口1”,单击“窗口属性”,进入用户窗口属性设置。
②将窗口名称改为:主画面窗口标题改为:主画面;“窗口背景”中,选择所需要颜色。
2.定义数据对象和连接设备定义数据对象各工作站以及全线的工作状态指示灯、单机全线切换旋钮、启动、停止、复位按钮、变频器输入频率设定、机械手当前位置等,都是需要与P LC连接,进行信息交换的数据对象。
定义数据对象的步骤:①单击工作台中的“实时数据库”窗口标签,进入实时数据库窗口页。
②单击“新增对象”按钮,在窗口的数据对象列表中,增加新的数据对象。
③选中对象,按“对象属性”按钮,或双击选中对象,则打开“数据对象属性设置”窗口。
然后编辑属性,最后加以确定。
表1列出了全部与PLC连接的数据对象。
表1 数据对象设备连接使定义好的数据对象和P LC内部变量进行连接,步骤如下:①打开“设备工具箱”,在可选设备列表中,双击“通用串口父设备”,然后双击“西门子_S7200PP I”。
②双击“西门子_S7200PPI”,进入设备编辑窗口,按表1的数据,逐个“增加设备通道”,如图7所示。
图7设备通道编辑窗口3.主画面制作和组态按如下步骤制作和组态主画面:①制作主画面的标题文字、插入时钟、在工具箱中选择直线构件,把标题文字下方的区域划分为如图8所示的两部分。
区域左面制作各从站单元画面,右面制作主站输送单元画面。
图8主画面分区②制作各从站单元画面并组态。
③制作主站输送单元画面。
通过以上分析研究,我们能够正确地为生产线实训考核装置设置组态界面,更灵活的应用触摸屏操作生产线。
【参考文献】[1] 吕景泉.自动化生产线安装与调试[M].北京:中国铁道出版社,2009.[2] 张文明,华祖银.嵌入式组态控制技术[M]. 北京:中国铁道出版社,2011.(责任编辑:刘丽)。