贴片机常见故障及解决方法
- 格式:docx
- 大小:19.19 KB
- 文档页数:9
贴片机作业中常见问题分析贴片机是在不对器件和基础板造成任何损坏的情况下,稳定、快速、完整、正确地吸取器件,并快速准确地将器件贴装在指定位置上,目前已广泛应用于军工、家电、通讯、计算机等行业。
SMT设备在选购时主要考虑其贴装精度与贴装速度,在实际使用过程中,为了有效提高产品质量、降低有利于产成本、提高生产效率,则如何提高和保持SMT设备贴装率是摆在使用者面前的首要课题。
一:贴装率的含义所谓贴装率是指在一定时间内器件实际贴装数与吸数之比,即:贴装率= ×100%吸着数其中总弃件数是指吸着错误数、识别错误数、立片数、丢失数等,而识别错误又分器件规格尺寸错误与器件光学识别不良两种。
贴片机无论是小型机、中型机、大型机,也无论是中速机,高速机,它们主要都是由器件贮运装置、XY工作台、贴装头以及控制系统组成。
贴装头是贴片机的核心和关键部件,贴装头一般有固定头和旋转头之分,固定一般多头排列,少则2个,多则8个,可同时或单独取件,旋转头又分在水平面内旋转与在垂直面内旋转。
A:器件吸起吸嘴吸起高度切换B:θI旋转(±90’)C:器件光学识别D:器件姿态检测θ2旋转(±90’)E:贴装器件/吸嘴高度切换F:θ3旋转(±180’-θ)吸嘴原点检测不良品排除G:吸嘴转换H:吸嘴号码检测根据贴片机从取件贴装整个流程,就单纯从设备方面来看,在正确设置吸嘴取件高度、取件位吸嘴中心与供料器相对位置情况下,影响设备贴装率的主要因素是在取件位置,根据设备统计的生产信息情报,其影响占整个影响因素的80%以上。
而造成的原因有:一方面是器件贮运装置上的供料器,另一方面是吸嘴,两者中供料器的影片中60%左右,40%左右是由于吸嘴污染所造成。
二、供料器的影响供料器的影响主人集中在供料异常。
供料器的驱动方式有马达驱动、机械式驱动以及气缸驱动等几种,这里以机械式驱动为例,说明供料器对贴装率的影响:1:驱动部分磨损机械式驱动地靠凸轮主轴驱动供料机构,迅速敲找供料器的击找臂,通过连杆使与之连接的棘轮带动元器件编带前进一个进距,同时带动塑料卷带盘将编带上的塑料带帽离,吸嘴下降完成取件动作。

SMT贴片机常见故障:一,STM贴片机吸料效果不好1,飞达位置不对;2,飞达没有放平;3,飞达盖没有完全打开;4,Z轴电机是否工作;5,真空发生器工作吸力大小;6,吸料高度过高或者过低;7,吸料时间太短。
解决方法:1、重新做飞达位置;2、把飞达放平;3、检查气压是否正常;4、检查Z电机或者减小该电机的速度;1,检查真空发生器及其气路;6,重新做吸料高度;7,增大吸料时间。
二,LED贴片机不吸料的原因:1,没有负压;2,负压电磁阀没有打开;3.吸嘴堵住解决方法:1,检查气路和真空产生器;2,检查响应的电磁阀;3。
通吸嘴;三,LED贴片机贴片效果上下偏的原因1、偏上,两点之间垂直距离偏大或拼版垂直距离偏大2、偏下,两点之间垂直距离偏小或拼版垂直距离偏小3,Y轴前馈系数没做好;4,送料板前馈系数没做好解决方法:1,重新做或修改拼版垂直距离;2,重新做或修改拼版垂直距离;3,重新做或修改Y轴前馈系数;4.重新做或修改送料板前馈系数;四,LED贴片机贴片效果左右偏的原因:1,拼版或模块的水平间距做的不好;2.第N次进料长度没做好解决方法1,重新做或修改拼版模块的水平间距;2.重新做或修改第N次进料长度;五,LED贴片机贴片效果出现无规律偏差的原因:1,字据没做好;2,每次放板的位置不一致;3,吸料效果不好4,机器电机轴间隙过大解决方法:1,重新做好字据;2,用夹具或者电磁铁固定好电路板;3,解决吸料问题;4.联系我公司。
六:LED贴片机抛料的原因:1,放料时间太短;2,放料高度太高;3.真空吸力太小解决方法:1,增大放料时间;2,加大放料高度;3.检查真空气路;七,LED贴片机飞达卡料的原因1,气压不足;2,材料卡住飞达;3,材料位置放的不对;4.飞达变形;解决方法:1,增大气压;2,把卡住的废料拿掉;3,重新放置材料;4.联系我公司八,LED贴片机软件不能启动原因1,软件正在后台运行;2.图标为无效的快捷方式;解决方法:1,按住键盘的Ctr+Alt+Delete,关闭进程的软件;2.找到目标源文件,从原文件启动2.SMT贴片机常见故障:一,SMT贴片机机器没有电的原因:1,机器总电源插头没接好;2,总电源开关没合上;3,保险开关没合上;4,急停开关按下。
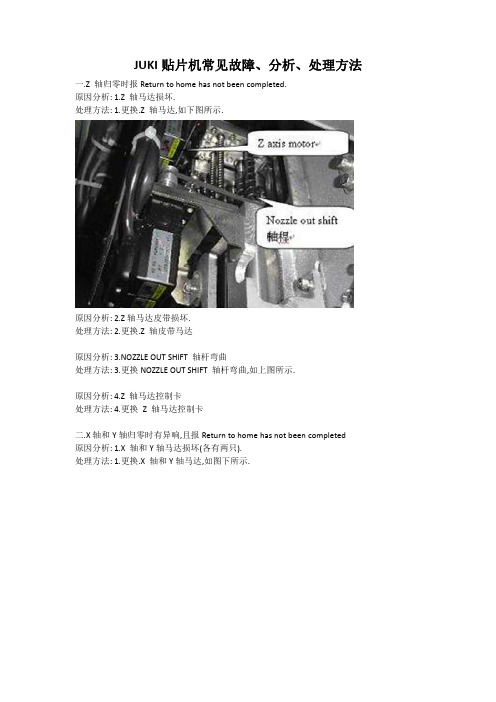
JUKI贴片机常见故障、分析、处理方法一.Z轴归零时报Return to home has not been completed.原因分析:1.Z轴马达损坏.处理方法:1.更换.Z轴马达,如下图所示.原因分析:2.Z轴马达皮带损坏.处理方法:2.更换.Z轴皮带马达原因分析:3.NOZZLE OUT SHIFT轴杆弯曲处理方法:3.更换NOZZLE OUT SHIFT轴杆弯曲,如上图所示.原因分析:4.Z轴马达控制卡处理方法:4.更换Z轴马达控制卡二.X轴和Y轴归零时有异响,且报Return to home has not been completed原因分析:1.X轴和Y轴马达损坏(各有两只).处理方法:1.更换.X轴和Y轴马达,如图下所示.原因分析:2.X轴和Y轴马达皮带损坏.处理方法:2.更换X轴和Y轴皮带马达,如上图所示.原因分析:3.X轴和Y轴线性磁尺(光学尺)损坏处理方法:3.更换X轴和Y轴线性磁尺(光学尺)损坏,如下图所示.原因分析:4.X轴和Y轴INCODE损坏处理方法:4.X轴和Y轴INCODE损坏,如上图所示.原因分析:5.X轴和Y轴马达电源卡损坏(没有供给x轴和Y轴马达电压)处理方法:5.更换X轴和Y轴马达电源卡原因分析:6.X轴和Y轴马达控制卡损坏处理方法:6.更换X轴和Y轴马达控制卡.三.MARK CAMERA无法读取机器的原点.原因分析:1.CAMERA不亮处理方法:1.检查CAMERA的电源线,接口和给MARK CAMERA供电的电源卡.原因分析:2.机器的校准块的原点赃污.处理方法:2.清洁赃物,如图所示.原因分析:3.与机器的原点偏差太大.处理方法:3.重新校准.四.真空检测吸嘴时报错.原因分析:1.真空切换电磁阀损坏.处理方法:1更换电磁阀,如图所示.原因分析:2.吸嘴的滤芯赃污处理方法:2.清洁滤芯,不行就更换.原因分析:3.真空气路有故障.处理方法:3.检查真空气路.五.“System file was lost”故障原因分析:非正常操作或意外删除或移动系统文件,导致系统文件丢失原因分析:1.系统文件路径变动或损坏.处理方法:1.重新把系统文件移至原来的路径中去或重新COPY其他同种机台同种系统的系统文件重新放置于原来的路径中,关机重启.2.上述还是不能解决问题,就请重新GHOST硬盘,步骤如下(1)准备一张98启动软盘,一张存有GHOST文件的软盘,双接口的数据线,硬盘跳线接口一个,在同机种同系统的机台上进行硬盘对拷.(2)关机,拆下硬盘,用跳线设置该硬盘为从盘;拿至同机种同系统的机台处,同样把备份系统的机台关机,拆下数据线,换上双接口的数据线,把系统损坏的硬盘一起插上.(3)开机,进入SET UP模式下,设置机器从A盘启动,关机.(4)在软驱中插入先前准备好的98启动盘,开机,直至机台读入A盘,显示>A:\(5)取出98启动盘,插入GHOST软盘,手工键入GHOST,按回车键,直到画面显示GHOST程序接口.(6)同时按下CTRL和ESC键,在左下角弹出菜单中,选者DISK\DISK TO DISK,按下回车键,在出现的对话框中,选者冲主盘到从盘对拷,按下OK键执行此项操作.(7)GHOST完成后,退出此程序后,返回至A:\,取出软盘,关机,.(8)拆下GHOST后的软盘,取下跳线,拿至原来的机台安装,重新启动.(9)在机器正常开启至主画面未归零之前,取消归零动作.在菜单栏中选择fire\control data management…\data manager,在出现的对话栏中,选择master data中的每一项,点选restor一下,恢复机台原有的calibration数据.然后再归零.原因分析:2.硬盘损坏.处理方法:2.更换新的硬盘,按上述介绍,重新GHOST硬盘,恢复系统.六.“Laser sensor is dirty”故障原因分析:laser sensor赃污.原因分析:ser sensor赃污.处理方法:1.清洁laser sensor.方法:用无尘布小心擦拭LASER SENSOR的两面镜面,2.在菜单栏中,选择控制--head控制—激光控制,出现以下图示再选择要检查的铁片头,下图先选择初始化激光,如图再选择图像显示,检查LASER曲线是否在65~200之间,且起伏不大,否则得重新擦拭LASER的镜面.原因分析:ser损坏.处理方法:2.更换LASER.原因分析:ser控制卡损坏.处理方法:3.更换LASER控制卡损坏.以上为JUKI贴片机生产过程中的常见故障,如有比较大的故障工程师无法处理可咨询深圳智驰科技。

贴片机都有哪些常见问题贴片机是电子生产中常用的设备,用于在PCB上精确地贴装各种SMD 元件。
然而,由于操作不当、环境问题等原因,贴片机可能会出现一些常见故障。
以下是贴片机常见故障的分析及排除方法。
1.精度问题:-故障原因:贴片机装载错误、元件粘性差、贴装位置偏离、元件供料故障等。
-排除方法:-检查元件是否正确装载并保持贴装位置正确。
-检查元件粘胶是否正常,必要时更换胶带或胶嘴。
-调整元件供料器的压力和位置。
-清洁贴片机和传送带,确保元件能够顺利贴装。
2.输送带卡住:-故障原因:输送带上有杂物或残留物,电机故障,传感器故障等。
-排除方法:-停机并断开电源,仔细检查输送带,清除任何杂物或残留物。
-检查输送带电机和传感器是否正常工作,必要时修理或更换。
3.元件供料问题:-故障原因:供料器故障,元件粘胶问题,元件供料机构堵塞等。
-检查供料器是否正常工作并进行维护,必要时更换。
-检查元件粘胶是否正常,必要时更换胶带或胶嘴。
-清洁元件供料机构,确保其畅通无阻。
4.摄像头问题:-故障原因:摄像头调整不正确,摄像头脏污或损坏等。
-排除方法:-调整摄像头位置和角度,确保其对元件进行准确的视觉识别。
-定期清洁摄像头,避免灰尘或污垢影响其工作。
-如有必要,更换损坏的摄像头。
5.控制系统问题:-故障原因:软件故障,控制器故障,通讯故障等。
-排除方法:-检查贴片机的软件设置和参数,确保其正确配置。
-检查控制器和电路板是否有任何损坏或松动的连接,必要时修理或更换。
-检查通讯线路及连接器是否正常工作,必要时更换。
6.传动系统问题:-故障原因:传动带松弛,传动部件磨损,轴承故障等。
-调整传动带的张力,确保其紧固适当。
-定期检查传动部件,如齿轮、皮带等,检查磨损情况并及时更换。
-检查轴承是否正常工作,必要时更换。
7.温度控制问题:-故障原因:加热元件故障,温度传感器故障,控制系统故障等。
-排除方法:-检查加热元件是否工作正常,必要时更换。


三星481贴片机故障一览表三星481贴片机是一种高效、精准的贴片设备,广泛应用于电子工业中的贴片生产领域。
然而,由于种种原因,这种高性能的设备在使用过程中也会出现故障。
本文将列举出三星481贴片机常见的故障,并介绍相应的处理方法,以供参考。
首先是“贴片头故障”。
这种故障的表现是:在机器运作中,贴片头撞到了产品或者卡住了产品,使机器无法正常贴片。
在此情况下,可以进行以下处理操作。
首先,判断是否是机械部分出现故障,如贴片头弹簧部分是否卡住或受损等。
若是机械部分无问题,则需检查一下马达或马达驱动板是否损坏了。
如果损坏了,换上新板即可解决。
其次是“Z轴故障”。
该故障的表现是机器无法将贴片头垂直升降,打的元件高度不够或过高。
在这种情况下,需要对机器的Z轴进行调试。
具体的处理方法包括:首先检查传感器的故障情况,通常情况下这个问题很容易被排除。
其次,要检查Z轴步进电机和电机驱动板是否损坏,如果损坏则需要更换。
接下来是“控制板故障”。
当机器出现控制板故障时,机器会停止运作,导致贴片机无法正常贴片。
该故障的主要表现是操作面板上出现错误代码,如“E01”等。
处理措施包括:1.先检查连线,排除连接不良或线缆老化带来的影响。
2.检查控制板内部元器件和电路,是否有零件寿命到期或其他元器件故障。
如果发现了故障元器件,需要更换。
3.如果检查发现故障无法排除,可以直接更换控制板。
最后一个故障是“飞料故障”。
当机器出现飞料故障时,会影响贴片质量,使产量降低。
飞料故障通常是由于零件损坏,或是零件自身造成的。
处理飞料故障的方法一般是清理和保养设备。
总结以上故障,对三星481贴片机的故障排除,主要需要进行以下操作:第一是通过仔细检查,区分机械故障和电器故障,并及时采取相应的措施;第二是要对设备及其内部电路进行检查和调整,如清理设备和更换损坏零件等;最后是要定期对设备进行保养和升级,以保证其长期稳定运行。
这些措施的应用可以大大延长设备的使用寿命,提高生产效率,并提高产品的质量。
Sony貼片機設備常見故障處理方法彙編序號機故問題點描述原因分析問題處理過程資料來源1 料站浮起Sensor報警 1. 供料器方面的因素2. 機台方面的因素3. 其它方面的因素 1. 檢查供料器有無上到位﹔檢查供料器有無SHUTTER【遮蔽器】翹起2. 檢查SENSOR有無臟物﹔檢查SENSOR有無信號線連接不良﹔檢查SENSOR位置是否跑位 .3. 檢查有無料帶浮起﹔檢查供料器下面有無壓零件2 吸嘴NG 的處理 1. 吸嘴方面的因素2. 供料器方面的因素3. 其它方面的因素 1. 手動轉動吸嘴頭,檢查有無吸嘴斷裂或破損﹔檢查有無NOZZLE被堵塞﹔檢查被NG的NOZZLE相應的真空切換閥,有無切換不良的現象.2. 檢查有無Feeder供料不良﹔上料沒上好,造成吸料不良3. 有無測試NOZZLE的高度﹔有無來料變异,比如零件厚度的改變4. 排除故障后,在吸嘴狀況里重新恢復OK繼續生產3 生產過程中卡板,不出板的處理 1. PCB板來料的因素 2. 軌道方面的因素 1. 檢查PCB板有無變形2. 檢查軌道寬度調整是否合适﹔3. 檢查軌道有無變形,出現喇叭口情況﹔4. 檢查軌道皮帶有無磨損脫落或斷裂4 全軸伺服馬達回復原點失敗 1. 馬達控制錯誤2. 伺服驅動器錯誤3. 伺服馬達錯誤4. 原點感應器錯誤5. 電路不良或線路不通 1. 檢查馬達控制部分2. 檢查伺服驅動器3. 檢查伺服馬達4. 檢查原點感應器5. 檢查電路或線路部分5 (吸嘴回復感應器未開啟) 1. 吸嘴回復感應器壞或歪( 感應不到吸嘴)2. "O"形圈(O-ring)臟3. 彈簧變形或未裝好壓杆彈力不夠 1.檢查吸嘴回復感應器SENSOR感應是否異常(正常情況感應值200~400之間﹐H軸下壓-2mm時的臨界值為1501~4095之間) 2.檢查并清潔."O"形圈(O-RING) 3.檢查壓杆彈簧是否裝好或變形。
JUKI贴片机常见故障集锦JUKI贴片机常见故障集锦~KE2050M Z轴故障E620014报错处理方法!生产中突然听到啪的一声.机器停止故障为E620014Z轴驱动警报 .查看驱动器.为Z驱动1第三灯亮(闪烁).头部保护开关断开.确认各吸杆轴无明显异常.于是把保护开关按下开机归原点仍出现报错.不能归原点.(心想一下:因第一次遇到)把全部Z轴跳过再归原点.OK.可回原点.于是再一个.一个头跳回.问题出来了.为L2头不良所致.手动转动.上下.明显感觉较紧.找来备品更换.开机OK.校正后生产.问题解决.建议大家:一般易损.易坏配件还是要订点库存.以备急用.就如今天如没备品更换.跳过头贴装可要少打很多点哦!KE2050机器不能贴装 ,,状况:机器不能贴装基准台MARK识别超出允许范围分析:1.关机重启后无效2.检查头部、OCC线路3.调整OCC光亮度4. 对换IPC-X3 CTL BOARD5.OCC/LASER/HEAD OFFSET校正6.对换SAFTY CTL BOARD7.检查MSP CTL参数,将基准台MARK识别范围由初始化“0”改为“5000、3000”后OKZ3轴错误,返回原点失败。
在生产中突然出现错误提示:Z3轴错误,返回原点失败。
进行如下解决: 1。
发现贴片头上基板,控制第3个头的发光2极管未亮,手动移动吸嘴轴到感应位置,2极管依旧未亮,。
2。
把Z4,Q4 和Z3,Q3插线对换,依旧提示:Z3轴错误,返回原点失败。
3。
把贴片头上线路察看,发现有一处未插好,插好后开机,故障依旧。
4。
最后发现,基板上有一处保险跳闸,手动按下,重启机器----OK。
1 8 1 2 3 9 7 0 4 7 8,MISS罗。
2050频繁撞机解决事宜KE2050M在生产过程中频繁撞机. 解决方法 :1.关掉UPS,故障、依旧 .2.测量各电压是否正常.,经检测,均正常.3.测量X马达的绕组阻值,确认正常.4.在OPEN COVER,状态下,WARM UP,确认是那边发出的声音.是X轴皮带发出声音. 5.调整X轴(大皮带)张力,MSP参数HEAD OFFSET校正.UPS正常使用. 6.重新进行生产,确认故障排除/R Head在回原点时出现E620015 报错.R Head在回原点时出现E620015报错.导致R Head无法回原点解决方法:检查θ5连接线的接头并重新连接固定.Z3 Driver的连接线确认固定.重新开机问题依旧.再把θ5线与其它机器上的θ5线进行对换. 问题依旧.最后把Z3 Driver与其它机台对换.故障仍未转移.说明线和Driver没问题.因此可判定为θ5 MOTOR问题.更换后问题解决.。
松下贴片机MSR日常故障排除方法说明1. 前言松下贴片机MSR是一种高效、准确的SMT贴片机,可以在不同的工业领域得到广泛应用。
然而,在使用过程中,由于各种原因,可能会遇到一些故障,影响设备的正常工作。
为了便于用户更好地使用设备,本文整理了几种常见故障情况及其解决方案,帮助用户快速排除故障,提高设备的工作效率。
2. MSR的常见故障2.1. 松下贴片机MSR报警如果设备出现报警,则可能是以下几个原因导致:•程序错误,需要重新编制;•设备插头松动或者损坏,需要检查插触点、清除积尘;•光纤出现问题,需要更换。
解决方案:•检查程序,重新编制程序;•检查插头及光纤,如果松动或损坏,请修复或更换。
2.2. 松下贴片机MSR模块失效如果设备的一个或多个模块失效,则可能是以下几个原因导致:•模块插接不牢,需要重新插拔;•仓库传送带线性编码器灰度值不足;•仓库传送带线性编码器与逻辑板连接处焊点松动;•模块损坏,需要更换。
解决方案:•检查模块插拔,重新插拔;•检查仓库传送带线性编码器,如果灰度值不足,请校准;•检查连接处焊点,如有松动,请重新焊接;•如果模块损坏,则需要更换。
2.3. 松下贴片机MSR贴片头异常如果设备的贴片头异常,则可能是以下几个原因导致:•控制信号线松动引起的接触异常;•贴片头本身出现问题,需要更换;•贴片头位置异常,需要重新校准;•贴片机刀片磨损或损坏,需要更换。
解决方案:•检查控制信号线,确定无松动或接触异常;•如果贴片头本身出现问题,需要更换;•如果贴片头位置异常,需要重新校准;•如果刀片磨损或损坏,则需要更换。
2.4. 松下贴片机MSR贴片丢失如果设备出现贴片丢失,则可能是以下几个原因导致:•检测传感器出现故障,需要重新校准或更换;•贴片机传动轴出现故障,需要更换或修理;•温度或湿度控制不当,导致贴片贴不牢。
解决方案:•检查检测传感器,重新校准或更换;•如果传动轴出现故障,需要更换或修理;•检查温度或湿度控制,保持适当的温度和湿度。
自动贴片机送料器常见故障分析及排除
自动贴片机送料器常见故障分析及排除
自动贴片机在日常生产过程中,会出现很多故障问题,有些问题是可以通过一些方法避免和排除的,我们下面就讨论下smt贴片机送料器常见故障分析和排除方法,希望对大家有所帮助。
一、不取料故障
1、检查自动贴片机吸嘴安装是否正确,有无损坏等现象;
2、检查取料设置里是否指定了正确的送料器,若是错误,则务必进行调整;
3、送料器上有无安装需要吸取的元件,仔细观查送料器的取料动作。
4、进行贴片机软件,在设定模式下,检查X,Y方向取料位置,尤其是在用矩阵托盘送料器。
5、必要时,再次对送料器的位置进行重置并校正。
二、吸嘴在送料器之间或送料器小盒之间进行取料故障
1、测量矩阵托盘的行和列之间的间距;
2、检查是否使用送料器内的正确小盒进行校正。
若是矩阵托盘,一定要使用指定的第一个小盒进行校正;若是振动送料器,一定使用1号轨道进行校正。
以上是自动贴片机送料器常见故障分析及排除,在实际生产中,很可能还会碰到其他送料器故障,我们要冷静思考,才更有效地解决故障问题。
贴片机常见故障及解决方法1、PCB传输故障:①E0070:PCB TRANSFER ERROR Unexpected PCBis on the ConveyorPCB传输故障,额外的PCB在运输轨上意义:在运输轨上的PCB,数量超过额定的数量。
②E0071:The PCB detected before transfer is not detected after transfer. Maybe there isthe PCB on the edge of the moving conveyor . Set the PCB to its normal Position Manually.传输前检测的PCB在传输后检测不到,可能在移动运输轨的边缘有PCB,用手将PCB放置在其正常的位置。
意义:载入开始检测的PCB在载入后不能确认,卸出前确认的PCB在出口处检测不到,或载入卸出前不能确认的PCB 在载入卸出后被检测到。
③E0072:Machine in Unable to start running because the conveyor width is not ready . The conveyor width will be changed first . Misaligment of PUSH-UP PINS or PCB onconveyor may danage machine .Assure Safety and push the [ENTER] key.意义:因未准备运输轨宽度机器不能开始运行,运输轨宽度将先被改变,在运输轨上的PCB或上推顶针的失调可能损坏机器,确保安全并按[ENTER]键。
④E0073:PCB is detected on the edge of the moving conveyor. Set the PCB to its normalPosition mannally. 在移动运输轨边上检测到PCB,将PCB手动放置在正常位置。
意义:在移动运输轨的的连接部分,危险警告传感器检测到一块PCB。
⑤E0074:PCB FIXING ERRORPCB trans-Unit, Locate-Pin or push-up-Unit does not response to command.PCB固定故障PCB传输部件,定位针或上推部件不响应指令。
意义:在PCB传输部件上的定位针传感器或上推部件,传感器不能正确响应电磁阀的状况。
⑥E0078: When the PCB was transfered to fixed conveyor of PCB exit Side ,errorhappened for time over Maybe the PCB stoppered between fix conveyor and moving enveyoror the PCB stopped is fixedConveyor of PCB exit side .Set the PCB to its normal position mannally.当PCB 传送到PCB出口处边的固定运输轨时,发生超时故障,PCB 可能停在固定运输轨和移动轨之间,或PCB停在PCB出口边的固定运输轨中,用手将PCB放在正常位置。
意义:当从运输轨上卸出PCB时,PCB不能到达出口传感器。
⑦ E0079: The PCB was not able to exit from fixed conveyor of PCB exit side . Maybe the PCB stopped on edge of fixed conveyor of PCB exit side. Set the PCB to its mormal position mannally. P CB不能从出口边的固定运输轨出来,PCB可能停在PCB出口边固定运输轨边上,手动将PCB放在正常位置。
意义:PCB不能载出到下一工序。
⑧ E0080:Moving conveyor can’t net move, because there is the PCB on the edge of the moving con veyor . Set the PCB to its normal position mannally. 移动运输轨不能移动,因为在移动运输轨边缘有PCB ,手动将PCB放于正确位置。
意义:工作台A和B之间有一块PCB ,阻碍工作台移动。
⑨ E0081:Fixed conveyor of PCB entrance side stopper for time over. Check w hether the PCB stops in fixed conveyor of PCB extrance side . P CB入口边的固定运输轨因超时停止,检查是否有PCB停止在入口边的固定运输轨中。
意义:一块PCB载入无问题,但不能运到准备位置的传感器处。
⑩ E0082: PCBS are found both on extrance and extrance sto pper, check whether more than 1 PCBS are conveyed to the worki ng position. 在入口处和入口挡板上发现PCBS,检查是否多过一块PCBS运送到工作位置。
2、丢料故障 E0075:DUMP STATION FULL Dump station is filled with components. Ple ase remove the components manually from the dump Station then start again. 丢料站满丢料站上元件满溢,请用手从丢料站上移走元件,然后再开始。
3、元件计数停止故障: E0076:COMPONENT COUNT STOP Component counter reached to speci fied number, Fill the component and run again . 元件计数停止元件计数器达到规定的数目,装上元件并重新运行。
Componeht data 151 元件数据 Feeder Set position 21 供料器安装位置意义:测试运行期间,测试的规定数目运行后发生故障。
4、托盘供料器故障① E0300: Tray unit error: The component is not placed correc tly on the traverser station. If the component is on the station, Ple ase remove it . 托盘单元故障:元件未正确放置在送料横梁的站上,如果元件留在站上,移走它。
Mount data 765 贴装数据 Component data 153 元件数据 Station 2 站 Next tray position is for the next pick sequ erice (x=6, y=3) 下一托盘位置是用于下一拾取工序的(x=6, y=3)。
意义:托盘供料器不能将元件放置在横梁站上,如果额外的元件放在规定的横梁上,移开它。
② E0301:Tray unit error: Returned component is not placed correctly on the t raverser station. If the component is on the station. Please remove i t 托盘部件故障,退回的元件未正确放置在横梁站上,如果在横梁站上有元件,请移开它。
意义:从主机退回的元件不能正确放置在横梁站上。
③ E0302:Tray unit error: Returned component is not placed correctly on the t raverser station . If the component is on the station,please remove i t . 托盘部件故障:不能从托盘上拾取元件,托盘部件不能从下面的托盘位置拾取元件。
Mount data 765 贴装数据 Component data 153 元件数据 Station 2 站Next tray position is for the next pick seque nce (x=6, y=3) 下一托盘位置是用于下一拾取工序的(x=6, y=3)。
意义:不能从托盘上拾取元件。
④ E0306: Tray unit error: Failed to store the pallet . To start production again , please return the pallet to its assigned magazine .不能存放载盘,要再开始生产,请将载盘装回指定的载架上。
Mount data 765 贴装数据 Component data 153 元件数据 Pallet 9 载盘意义:载盘不能装到载架上。
⑤ E0307: Tray unit error : Failed to pull out the pallet to star t production again. Please return the pallet to its assigned magazine . 不能抽出载盘,要再开始生产,请将载盘装回指定的载架上。
意义:从载架上抽出载盘时发生故障。
⑥ E0308:Tray Unit error : The hook action was performed incorrect, Please ch eck the following items: 1) Pallet (No:9) access position 2) The hook narl , If the pallet is out of the magazine ,then: 1) Make sure to push EMERGENCY STOP ON. 2) Remove the pallet from the stag e section. 3) Return the pallet to its magazine . 不能正确执行拉钩的动作,请检查下列项: 1)载盘(编号9)放置位置; 2)拉钩的钩子如果载盘已伸出载架,执行下列步骤: 1)确使按紧急停止钮; 2)从台架部件移走载盘 3)将载盘装回载架。