第四章金属材料的性能金属的工艺性能
- 格式:doc
- 大小:33.00 KB
- 文档页数:4

金属材料的分类及性能一、金属材料定义:是金属元素或以金属元素为主构成的具有金属特性的材料。
二、金属材料分类:①黑色金属:纯铁、铸铁、钢铁、铬、锰。
②有色金属:有色轻金属、有色重金属、半金属、贵金属、稀有金属三、金属材料性能:①工艺性能:铸造性能、锻造性能、焊接性能、切削加工性能、热处理性能等②使用性能:机械性能、物理性能、化学性能等1. 工艺性能金属对各种加工工艺方法所表现出来的适应性称为工艺性能,主要有以下五个方面:(1)铸造性能:反映金属材料熔化浇铸成为铸件的难易程度,表现为熔化状态时的流动性、吸气性、氧化性、熔点,铸件显微组织的均匀性、致密性,以及冷缩率等。
铸造性能通常指流动性,收缩性,铸造应力,偏析,吸气倾向和裂纹敏感性。
(2)锻造性能:反映金属材料在压力加工过程中成型的难易程度,例如将材料加热到一定温度时其塑性的高低(表现为塑性变形抗力的大小),允许热压力加工的温度范围大小,热胀冷缩特性以及与显微组织、机械性能有关的临界变形的界限、热变形时金属的流动性、导热性能等。
可锻性:塑性和变形抗力(3)焊接性能:反映金属材料在局部快速加热,使结合部位迅速熔化或半熔化(需加压),从而使结合部位牢固地结合在一起而成为整体的难易程度,表现为熔点、熔化时的吸气性、氧化性、导热性、热胀冷缩特性、塑性以及与接缝部位和附近用材显微组织的相关性、对机械性能的影响等。
(4)切削加工性能:反映用切削工具(例如车削、铣削、刨削、磨削等)对金属材料进行切削加工的难易程度。
(5)热处理性能:热处理是机械制造中的重要过程之一,与其他加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。
其特点是改善工件的内在质量,而这一般不是肉眼所能看到的,所以,它是机械制造中的特殊工艺过程,也是质量管理的重要环节。
2. 机械性能:金属在一定温度条件下承受外力(载荷)作用时,抵抗变形和断裂的能力称为金属材料的机械性能(也称为力学性能)。
金属材料的性能一、金属材料的力学性能任何机械零件工作时都会受到外力的作用,如行车吊运重物,钢丝绳会受到重物拉力的作用;柴油机连杆会受到拉力、压力、甚至交变外力和冲击力的作用等。
在这些外力作用下,材料所表现出来的一系列特性和抵抗的能力称力学性能。
按作用形式不同,外力常分为静载荷、冲击载荷和交变载荷等。
材料的力学性能也分为强度、塑性、硬度、冲击韧度和疲劳强度等。
1.强度和塑性强度是指材料在外力作用下抵抗永久变形和断裂的能力。
强度用应力表示,其符号为σ,单位为MPa,1MPa=1N/mm2。
常用来衡量金属材料强度的指标有屈服点(σs)和抗拉强度(σb)等。
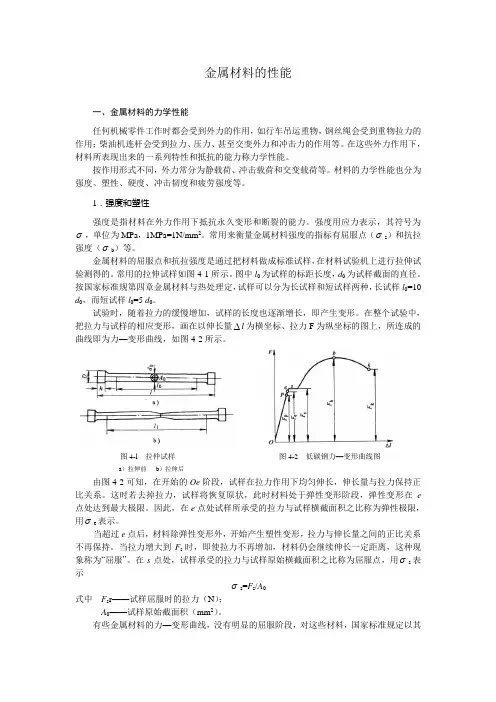
金属材料的屈服点和抗拉强度是通过把材料做成标准试样,在材料试验机上进行拉伸试验测得的。
常用的拉伸试样如图4-1所示。
图中l0为试样的标距长度,d0为试样截面的直径。
按国家标准规第四章金属材料与热处理定,试样可以分为长试样和短试样两种,长试样l0=10 d0,而短试样l0=5 d0。
试验时,随着拉力的缓慢增加,试样的长度也逐渐增长,即产生变形。
在整个试验中,把拉力与试样的相应变形,画在以伸长量∆l为横坐标、拉力F为纵坐标的图上,所连成的曲线即为力—变形曲线,如图4-2所示。
图4-l 拉仲试样图4-2 低碳钢力—变形曲线图a)拉伸前b)拉伸后由图4-2可知,在开始的Oe阶段,试样在拉力作用下均匀伸长,伸长量与拉力保持正比关系。
这时若去掉拉力,试样将恢复原状,此时材料处于弹性变形阶段,弹性变形在e 点处达到最大极限。
因此,在e点处试样所承受的拉力与试样横截面积之比称为弹性极限,用σe表示。
当超过e点后,材料除弹性变形外,开始产生塑性变形,拉力与伸长量之间的正比关系不再保持。
当拉力增大到F s时,即使拉力不再增加,材料仍会继续伸长一定距离,这种现象称为“屈服”。
在s点处,试样承受的拉力与试样原始横截面积之比称为屈服点,用σs表示σs=F s/A0式中F s r——试样屈服时的拉力(N);A0——试样原始截面积(mm2)。
金属材料的性能金属材料的性能分为使用性能和工艺性能。
●使用性能是指金属材料为保证机械零件或工具正常工作应具备的性能,即在使用过程中所表现出的特性。
金属材料的使用性能包括力学性能、物理性能和化学性能等;●工艺性能是指金属材料在制造机械零件和工具的过程中,适应各种冷加工和热加工的性能。
工艺性能也是金属材料采用某种加工方法制成成品的难易程度,它包括铸造性能、锻一、金属材料的力学性能●金属材料的力学性能是指金属材料在力作用下所显示的与弹性和非弹性反应相关或涉及应力──应变关系的性能,如强度、塑性、硬度、韧性、疲劳强度等。
●物体受外力作用后导致物体内部之间相互作用的力,称为内力。
●单位面积上的内力,称为应力σ(N/mm2)。
●应变є是指由外力所引起的物体原始尺寸或形状的相对变化(%)金属材料的力学性能主要有:强度、刚度、塑性、硬度、韧性和疲劳强度等。
●金属材料在力的作用下,抵抗永久变形和断裂的能力称为强度。
●塑性是指金属材料在断裂前发生不可逆永久变形的能力。
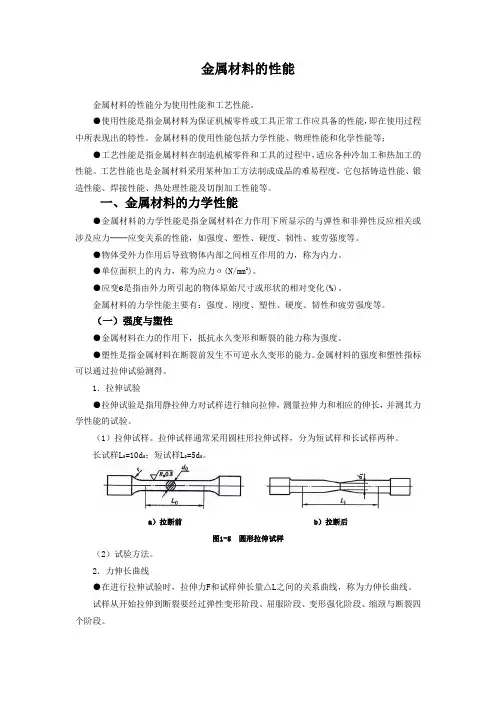
金属材料的强度和塑性指标1●拉伸试验是指用静拉伸力对试样进行轴向拉伸,测量拉伸力和相应的伸长,并测其力(1)拉伸试样。
拉伸试样通常采用圆柱形拉伸试样,分为短试样和长试样两种。
长试样L0=10d0;短试样L0=5d0。
a)拉断前 b)拉断后图1-5 圆形拉伸试样(2)试验方法。
2.力伸长曲线●在进行拉伸试验时,拉伸力F和试样伸长量△L之间的关系曲线,称为力伸长曲线。
试样从开始拉伸到断裂要经过弹性变形阶段、屈服阶段、变形强化阶段、缩颈与断裂四个阶段。
图1-7 退火低碳钢力伸长曲线3.金属材料的强度指标主要有:屈服点σs、规定残余伸长应力σ0.2、抗拉强度σb等。
(1)屈服点和规定残余延伸应力。
●屈服点是指试样在拉伸试验过程中力不增加(保持恒定)仍然能继续伸长(变形)时的应力。
屈服点用符号σs表示。
单位为N/mm2或MPa●规定残余延伸应力是指试样卸除拉伸力后,其标距部分的残余伸长与原始标距的百分比达到规定值时的应力,用应力符号σ并加角标“r和规定残余伸长率”表示,如σr0.2表示规定残余伸长率为0.2%(2)抗拉强度。
4-1 在使用性能和工艺性能的要求上,工具钢和机器零件用钢有什么不同?工具钢使用性能:(1)硬度。
工具钢制成工具经热处理后具有足够高的硬度。
工具在高的切削速度和加工硬材料所产生高温的受热条件下,仍能保持高的硬度和良好的红硬性。
(2)耐磨性。
工具钢具有良好的耐磨性,即抵抗磨损的能力。
工具在承受相当大的压力和摩擦力的条件下,仍能保持其形状和尺寸不变。
(3)强度和韧性。
工具钢具有一定的强度和韧性,使工具在工作中能够承受负荷、冲击、震动和弯曲等复杂的应力,以保证工具的正常使用。
(4)其他性能。
由于各种工具的工作条件不同,工具用钢还具有一些其他性能,如模具用钢还应具有一定的高温力学性能、热疲劳性、导热性和耐磨腐蚀性能等。
工艺性能:(1)加工性.工具钢应具有良好的热压力加工性能和机械加工性能,才能保证工具的制造和使用。
钢的加工性取决于化学成分、组织的质量。
(2)淬火温度范围.工具钢的淬火温度应足够宽,以减少过热的可能性。
(3)淬硬性和淬透性. 淬硬性是钢在淬火后所能达到最高硬度的性能。
淬硬性主要与钢的化学成分特别是碳含量有关,碳含量越高,则钢的淬硬性越高。
淬透性表示钢在淬火后从表面到内部的硬度分布状况。
淬透性的高低与钢的化学成分、纯洁度、晶粒度有关。
根据用于制造不同的工具,对这两种性能各有一定的要求。
(4)脱碳敏感性. 工具表面发生脱碳,将使表面层硬度降低,因此要求工具钢的脱碳敏感性低。
在相同的加条件下,钢的脱碳敏感性取决于其化学成分。
(5)热处理变形性. 工具在热处理时,要求其尺寸和外形稳定。
(6)耐削性.对很制造刀具和量具用钢。
要求具有良好的磨削性。
钢的磨削性与其化学成分有关,特别是钒含量,如果钒质量分数不小于0.50%则磨削性变坏。
机器零件用钢使用性能:(1)较高的疲劳强度和耐久强度。
(2)高的屈服强、抗拉强度以及较高的断裂抗力。
(3)良好的耐磨性和接触疲劳强度。
(4)较高的韧性,以降低缺口敏感性。
工艺性能:通常机器零件的生产工艺:型材→改锻→毛坯热处理→切削加工→最终热处理→磨削以切削加工性能和热处理工艺性能为机器零件用钢的主要工艺性能。
金属材料的工艺性能金属材料的工艺性能是指金属材料在加工过程中所具有的性能特点,包括可塑性、可锻性、可切削性、可焊性、可锻性、可热处理性等。
这些性能特点对金属材料的加工、成形、焊接等工艺过程起到重要的影响,决定了材料在各种工艺中的适用性和实际应用价值。
首先,可塑性是金属材料工艺性能中最重要的特点之一。
金属材料的可塑性是指在外力作用下,金属能够发生塑性变形而不导致断裂的能力。
金属材料的可塑性反映了材料内部晶体结构的强度和变形能力。
具有良好可塑性的金属材料,可以通过压延、拉伸、挤压等加工工艺来实现各种复杂的形状和尺寸。
适当的变形条件下,可塑性可以得到提高,但过大的变形会导致晶粒的破坏和拉伸。
其次,可锻性也是金属材料工艺性能的一个重要指标。
金属材料的可锻性是指在一定加热条件下,材料能够经过冷、热锻造等锻造工艺而获得所需形状和性能的能力。
可锻性和可塑性有一定的关联性,但可锻性更关注材料在高温条件下的变形能力。
一般情况下,高熔点金属具有较好的可锻性,而低熔点金属则可塑性更好。
可切削性也是金属材料工艺性能的重要指标之一。
可切削性是指金属材料在切削过程中能够保持良好的切削性能。
切削性能是衡量金属材料切削性能好坏的关键因素,直接影响着金属材料的加工效率和加工质量。
较好的可切削性可以使金属材料在切削过程中实现高速切削,提高加工效率,减少刀具磨损和工件表面质量。
可焊性是金属材料工艺性能中的另一个重要指标。
可焊性是指金属材料在焊接过程中能够保持良好的焊接性能。
具有良好可焊性的金属材料在焊接过程中能够良好地与其他金属进行结合,形成可靠的焊接接头。
可焊性好的金属材料有利于实现先进的焊接技术,如激光焊接、电子束焊接等,提高焊接质量和自动化程度。
此外,可热处理性也是金属材料工艺性能中的一个重要特点。
金属材料的热处理是指通过加热和冷却过程来改变材料的组织结构和性能的过程。
可热处理性决定了金属材料在加工过程中是否能够经历热处理来改善材料的性能。
第二部分 机械基础第四章 金属材料和热处理本章重点1.掌握:强度、硬度、塑性、韧性、疲劳强度的含义。
2.了解:工艺性能的含义。
3.了解:热处理的概念及目的。
4.熟悉:退火、正火、淬火、回火,表面热处理的方法。
5.掌握:碳素钢的概念、分类、牌号的表示方法及性能。
6.掌握:合金钢的牌号及表示方法。
7.熟悉:铸铁分类牌号及用途。
本章内容提要一.金属材料的性能1.物理、化学性能物理性能是指金属材料的密度、熔点、导电性、导热性、热膨胀性、磁性等具有物理特征的一些性能。
化学性能是指金属在化学作用下所表现的性能。
如:耐腐蚀性、抗氧化性和化学稳定性。
2.金属材料的机械性能金属材料在外力作用下所表现出来的性能就是力学性能。
主要有强度、塑性、硬度、韧性和疲劳强度等。
(1)强度强度是材料在静载荷作用下抵抗变形和破坏的能力。
可分为抗拉强度、抗压强度、抗剪强度和抗扭强度。
常用的强度是抗拉强度。
工程上常用的强度指标是屈服点和抗拉强度。
(2)塑性塑性是金属材料在静载荷作用下产生永久变形的能力。
常用塑性指标是伸长率和断面收缩率。
伸长率:是指试样拉断后的伸长与原始标距的百分比。
式中,L 0表示试样原长度(mm ),L 1表示试样拉断时的长度(mm )。
断面收缩率:是指试样拉断后,缩颈处横截面积(A 1)的最大缩减量与原始横截面积(A 0)的百分比。
(3)硬度硬度是金属材料表面抵抗比它更硬的物体压入时所引起的塑性变形能力;是金属表面局部体积内抵抗塑性变形和破裂的能力。
目前最常用的硬度是布氏硬度(HB )、洛氏硬度(HRC 、HRB 、HRA )和维氏硬度(HV )。
(4)韧性1o o 100%L L L -=⨯δ010A A 100%A -=⨯ψ韧性是脆性的反意,指金属材料抵抗冲击载荷的能力。
工程技术上常用一次冲击弯曲试验来测定金属抵抗冲击载荷的能力。
(5)疲劳强度疲劳强度是指材料在无限多次交变载荷作用下不发生断裂的最大应力。
一般规定,钢铁材料的应力循环次数取108,有色金属取107。

金属材料的物理性能、化学性能及工艺性能黄丰讲师表示某种材料单位体积的质量。
材料由固态转变为液态时的熔化温度。
材料传导热量的能力。
材料传导电流的能力。
材料随温度变化体积发生膨胀或收缩的特性。
(1)密度(2)熔点(3)导热性(4)导电性 (5)热膨胀性包括密度、熔点、导热性、导电性、热膨胀性和磁性等。
物理性能在室温或高温时抵抗各种介质的化学侵蚀的能力。
化学性能 金属材料在常温下抵抗氧、水蒸汽等化学介质腐蚀破坏作用的能力。
材料抵抗氧化作用的能力。
金属材料的耐腐蚀性和抗氧化性的总称。
(1)耐腐蚀性 (2)抗氧化性(3)化学稳定性工艺性能是材料对各种加工工艺的适应能力。
包括铸造性能、锻压性能、焊接性能、切削加工性能和热处理性能。
工艺性能的好坏直接影响零件的加工质量和生产成本,所以也是选材和制定零件加工工艺必须考虑的因素之一。
工艺性能是材料对各种加工工艺的适应能力。
铸造性能主要是指液态金属的流动性和凝固过程中的收缩及偏析倾向等。
锻造性能主要是指金属进行锻造时,其塑性的好坏和变形抗力的大小。
塑性高、变形抗力小,则锻造性能好。
是材料对各种加工工艺的适应能力。
工艺性能焊接性能主要是指在一定焊接工艺条件下,零部件获得优质焊接接头的难易程度。
焊接性能受到材料本身特性和工艺条件的影响。
工艺性能是材料对各种加工工艺的适应能力。
切削加工性能主要是指工件材料接受切削加工的难易程度。
热处理工艺性能包括淬透性、热应力倾向、加热和冷却过程中裂纹形成倾向等。
谢谢观看。
金属材料的工艺性能是指
首先,可塑性是金属材料的一项重要工艺性能。
金属材料的可塑性是指在一定
条件下,金属材料在受到外力作用下发生塑性变形的能力。
可塑性好的金属材料在加工过程中容易进行塑性变形,可以通过压力加工、拉伸、冷弯等方式得到所需形状的零件。
而可塑性差的金属材料则在加工过程中容易出现断裂、开裂等问题,影响加工的顺利进行。
其次,强度和硬度是金属材料的另外两项重要工艺性能。
金属材料的强度是指
材料抵抗外力破坏的能力,硬度则是指材料抵抗划伤、切削等表面损伤的能力。
强度和硬度的高低直接影响着金属材料在加工过程中的耐磨性和耐用性,对于一些需要承受高压、高温、高速摩擦等条件的零部件来说,强度和硬度是至关重要的工艺性能指标。
另外,金属材料的韧性和可焊性也是影响加工工艺的重要因素。
韧性是指金属
材料在受到冲击载荷作用下不断变形、吸收能量的能力,而可焊性则是指金属材料在加工过程中容易进行焊接的性能。
韧性好的金属材料在加工过程中不容易出现断裂、开裂等问题,而可焊性好的金属材料可以通过焊接工艺将不同零部件进行连接,提高产品的整体性能和可靠性。
总的来说,金属材料的工艺性能对于加工工艺和成品质量有着重要的影响,了
解和分析金属材料的工艺性能,可以帮助我们选择合适的材料、确定合理的加工工艺,并最终得到满足要求的成品。
因此,在实际的生产和加工过程中,需要充分考虑金属材料的工艺性能,以确保产品质量和生产效率的提高。
金属材料的工艺性能铸造性能金属材料铸造成形获得优良铸件的能力称为铸造性能。
用流动性、收缩性和偏析来衡量。
⑴流动性—熔融金属的流动能力称为流动性。
流动性好的金属易充满铸型,获得外形完整、尺寸精确、轮廓清晰的铸件。
⑵收缩性—铸件在凝固和冷却过程中,其体积和尺寸减少的现象称为收缩性。
收缩不仅影响尺寸,还会使铸件产生缩孔、疏松、内应力、变形和开裂。
⑶偏析—金属凝固后,铸锭或铸件化学成分和组织的不均匀现象称为偏析。
偏析会使铸件各部分的力学性能有很大的差异,降低铸件的质量。
锻造性能金属材料用锻压加工方法成形的能力称为锻造性。
塑性越好,变形抗力越小,金属的锻造性越好。
焊接性能金属材料对焊接加工的适应性称为焊接性。
在机械行业中,焊接的主要对象是钢材。
碳质量分数是焊接好坏的主要因素。
碳质量分数和合金元素质量分数越高,焊接性能越差。
切削加工性能切削加工性能一般用切削后的表面质量(以表面粗糙度高低衡量)和刀具寿命来表示。
金属具有适当的硬度(170HBS~230HBS)和足够的脆性时切削性能良好。
改变钢的化学成分(加入少量的铅、磷元素)和进行适当的热处理(低碳钢正火、高碳钢球化退火)可提高钢的切削加工性能。
热处理工艺性能钢的热处理工艺性能主要考虑其淬透性,即钢接受淬火的能力。
含Mn、Cr、Ni等合金元素的合金钢淬透性比较好,碳钢的淬透性比较差。
金属材料的机械性能材料的性能好坏关系到设备使用寿命,整个国民经济的发展,特别是在航空航天方面(I2-8)。
材料的机械性能包括这么几个方面。
强度金属材料抵抗塑性变形或断裂的能力称为强度。
根据载荷不同,可分为抗拉强度σb 、抗压ζbc 、抗弯ζbb 、抗剪ηb 、抗扭ηt 。
抗拉强度通过拉伸试验测定。
将一截面为圆形低碳钢拉伸试样(如图1a )在材料试验机I2-9)上进行拉伸,测得应力—应变曲线(如图1b )图1a 低碳钢试样图1b 低碳钢应力-应变图图中ζ为应力,ε为应变。
图中各个阶段:OA弹性变形阶段—试样的变形量与外加载荷成正比,载荷卸掉后,试样恢复原来样子。
第四章金属材料的性能
第二节金属的工艺性能
下列指标中属于金属材料的工艺性能的是________。
A.热膨胀性
B.铸造性
C.冲击韧性
D.耐腐蚀性
常用金属材料中铸造性优良的材料是________,可锻性好的是________,焊接性能好的是________。
A.低碳钢/高碳钢/合金钢
B.灰铸铁/中、低碳钢/低碳钢
C.中、低碳钢/灰铸铁/低碳钢
D.高碳钢/低碳钢/灰铸铁
下列关于金属材料的工艺性能的描述不正确的是________。
A.低碳钢具有良好的可焊性,而铝合金的可焊性很差
B.金属材料的热处理性主要用淬透性、淬硬性、晶粒长大倾向及回火脆性等来衡量
C.金属材料的可锻性是其承受压力加工的能力
D.可锻性的好坏取决于材料的强度和变形抗力
金属材料的工艺性能包括________。
Ⅰ.热硬性;Ⅱ.铸造性;Ⅲ.可焊性;Ⅳ.疲劳强度;Ⅴ.锻造性;Ⅵ.蠕变。
A.Ⅱ+Ⅲ+Ⅳ
B.Ⅰ+Ⅱ+Ⅴ
C.Ⅱ+Ⅴ+Ⅵ
D.Ⅱ+Ⅲ+Ⅴ
下列说法正确的是________。
A.差不多所有的金属材料和塑料都可以铸造
B.压力加工性主要取决于材料的塑性
C.焊接性能的好坏取决于焊缝产生的裂纹、气孔等倾向
D.钢比铸铁的切削性好
铸造性好的金属材料除具有流动性好,收缩小的特性外,还应具有________小的性能。
A.气孔
B.残余应力
C.疏松
D.偏析
铸造性好的金属材料应具有________性能小或好的特点。
Ⅰ.膨胀;Ⅱ.收缩;Ⅲ.偏析;Ⅳ.应力;Ⅴ.流动性;Ⅵ.晶粒。
A.Ⅱ+Ⅲ+Ⅳ
B.Ⅰ+Ⅱ+Ⅴ
C.Ⅱ+Ⅲ+Ⅴ
D.Ⅱ+Ⅴ+Ⅵ
液态金属凝固后化学成分不均匀的现象称________。
A.气孔
B.残余应力
C.疏松
D.偏析
金属材料的可锻性好坏取决于材料的塑性和________。
A.硬度
B.强度
C.弹性
D.刚性
下列材料中的可锻性最好的是________。
A.低碳钢
B.中碳钢
C.高碳钢
D.铸铁
可锻性好坏取决于材料的________。
A.塑性与变形抗力
B.硬度与强度
C.塑性与硬度
D.硬度与刚度
金属材料承受压力加工的能力称为________。
A.塑性
B.可锻性
C.冷变形工艺性
D.韧性
金属材料的可锻性取决于材料的________。
Ⅰ.强度;Ⅱ.塑性;Ⅲ.韧性;Ⅳ.变形抗力;Ⅴ.刚性;Ⅵ.弹性。
A.Ⅱ+Ⅲ+Ⅳ
B.Ⅰ+Ⅱ+Ⅳ
C.Ⅰ+Ⅱ+Ⅴ
D.Ⅱ+Ⅳ
下列金属材料中,焊接性最差的是________。
A.低碳钢
B.中碳钢
C.高碳钢
D.铸铁
下列金属材料中,焊接性良好的是________。
Ⅰ.低碳钢;Ⅱ.中碳钢;Ⅲ.高碳钢;Ⅳ.普通低合金钢;Ⅴ.灰铸铁;Ⅵ.铝合金。
A.Ⅰ+Ⅱ+Ⅳ
B.Ⅰ+Ⅳ+Ⅵ
C.Ⅰ+Ⅱ+Ⅵ
D.Ⅰ+Ⅳ
热处理工艺性包括________。
A.淬透性+回火脆性
B.淬透性+淬硬性
C.淬硬性+回火脆性
D.淬透性+淬硬性+回火脆性
金属材料的热处理性能主要用________等来衡量。
Ⅰ.淬透性;Ⅱ.加热温度;Ⅲ.淬硬性;Ⅳ.晶粒长大倾向;Ⅴ.回火脆性;Ⅵ.疲劳强度。
A.Ⅰ+Ⅱ+Ⅲ+Ⅳ+Ⅵ
B.Ⅰ+Ⅲ+Ⅳ+Ⅵ
C.Ⅰ+Ⅲ++Ⅳ+Ⅴ
D.Ⅰ+Ⅱ+Ⅳ
金属材料的切削加工性与其硬度有关,一般容易切削加工的硬度为________。
A.HB<100
B.HB160~230
C.HRC40
D.HRC<60
金属材料的切削加工性能好,说明在切削时________。
A.消耗动力少、刀具寿命长、切屑不易断和加工表面光洁
B.消耗动力少、刀具寿命长、切屑易断和加工表面不光洁
C.消耗动力少、刀具寿命长、切屑易断和加工表面光洁
D.消耗动力多、刀具寿命短、切屑易断和加工表面光洁
切削加工性与材料的________等有关。
Ⅰ.种类;Ⅱ.成分;Ⅲ.硬度;Ⅳ.塑性;Ⅴ.组织。
A.Ⅰ+Ⅱ+Ⅲ+Ⅳ+Ⅴ
B.Ⅰ+Ⅲ+Ⅳ
C.Ⅰ+Ⅲ++Ⅳ+Ⅴ
D.Ⅰ+Ⅱ+Ⅲ+Ⅳ
对船用钢管依规范进行扩口、卷边、压扁和弯曲试验。
对型材依规范进行________冷弯试验。
A.90°
B.120°
C.180°
D.270°。