浙大工业过程控制--1.绪论资料
- 格式:ppt
- 大小:458.50 KB
- 文档页数:20
检测与过程控制技术姚维博士浙江大学电气自动化研究所课程主要内容过程参数检测与变送:温度、压力、流量、液位 过程控制仪表:执行器单回路控制系统设计常用高性能过程控制系统:串级、前馈实现特殊要求的过程控制系统参考书过程控制与自动化仪表,侯志林主编过程控制及仪表(修订版),邵裕森主编过程控制系统及仪表,邵裕森、巴筱云主编检测和控制仪表普通采用基地式仪表和部分单元组合式仪表,且多数为气动仪表;被控参数主要是温度、压力、流量、液位; 控制目的是保持工艺参数的稳定,消除或减少生产过程的扰动;控制理论是以频率法和根轨迹法为主体的经典控制理论;过程控制系统的结构大多数是单输入单输出系统。
50年代(仪表化和局部自动化—过程控制第一阶段)60年代(综合自动化阶段—过程控制第二阶段) 仪表方面大量采用单元组合仪表,并出现了组装仪表以适应较复杂的模拟和逻辑控制的需要;计算机控制系统开始应用于过程控制领域,实现了DDC和SCC控制;为提高控制质量和实现特殊控制要求,出现了串级、前馈、比值、均匀、选择等复杂控制系统;理论方面除了经典控制理论外,出现了现代控制理论;系统由单变量系统转向多变量系统,以解决实际生产过程中的更为复杂的问题。
1962年,英国帝国工业公司(ICI)安装了Ferranti Argus计算机控制系统替代全部模拟控制仪表,功能保持不变,这是集中式计算机控制系统应用的开端。
集中式过程计算机控制系统的发展经历了直接数字控制DDC、集中型计算机控制系统和分层计算机控制系统。
9集中型计算机控制系统它把几十个甚至几百个控制回路以及上千个过程变量的显示、操作和控制集中在单一计算机实现,即在一台计算机上实现过程监视、数据采集、数据处理、数据存储、报警、过程控制等功能。
此外,还可实现生产调度和工厂管理部分功能。
与常规模拟仪表控制系统相比具有以下优点:控制功能齐全,可实现模拟仪表难以实现的部分功能和先进控制、联锁等复杂控制;由于单一计算机高度集中,便于信息分析和综合,易实现整个系统的最优控制;用CRT来代替大量的模拟仪表盘,简洁明了。
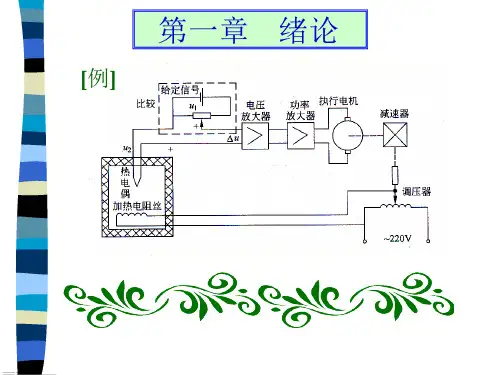

第一章:1.过程控制定义 :所谓过程控制是指根据工业生产过程的特点,采用测量仪表、执行机构和计算机等自动化工具,应用控制理论,设计工业生产过程控制系统,实现工业生产过程自动化。
2.通常把原材料转变成产品并具有一定生产规模的过程叫做工业生产过程。
连续生产过程中自动控制系统的被控参数往往是温度、压力、流量、物位和成分等变量。
3.球磨给矿过程控制示意图 球磨给矿过程控制方框图4.硫酸工艺流程压力控制方框图5.过程控制目的:目的:抑制外界扰动的影响,确保过程的稳定性,使生产过程的工况最优化。
具体来说:保证质量;提高产量;节能降耗;安全运行;保护环境;改善劳动条件;提高管理水平等 。
6.过程控制系统组成:1.被控过程,指运行中的多种多样的工艺生产设备;2.过程检测控制仪表,包括:测量变送;控制器、执行器。
7. 被控参数(变量)y(t ) 控制(操纵)参数(变量)q(t) 扰动量f(t) 给定值r(t) 当前值z(t) 偏差e(t) 控制作用u(t) 8.过程控制的主要特点:被控过程形形色色;控制过程多属缓慢过程和参量控制形式;控制方案的多样性,有单回路(50%以上)、串级(20%以上)、前馈-反馈、比值、均匀、分程、选择性、时滞、数字和计算机过程控制系统等; 定值控制是主要控制形式。
9.过程控制系统的分类 :按系统的结构特点来分 :反馈控制系统 、前馈控制系统 、复合控制系统(前馈-反馈控制系统) 按给定值信号的特点来分:定值控制系统 、随动控制系统 反馈控制系统 :偏差值是控制的依据,最后达到减小或消除偏差的目的。
反馈信号可能有多个,从而可以构成多回路控制系统(如串级控制系统)。
前馈控制系统:扰动量的大小是控制的依据,控制“及时”。
属于开环控制系统,在实际生产中不能单独采用。
复合控制系统(前馈-反馈控制系统) :充分发挥了前馈和反馈的各自优点。
10.过程控制系统的性能评价:一个性能良好的过程控制系统,在受到外来扰动作用或给定值发生变化后,应能迅速、平稳、准确地达到或趋近给定值。