电机制造工艺流程图1
- 格式:doc
- 大小:33.50 KB
- 文档页数:2
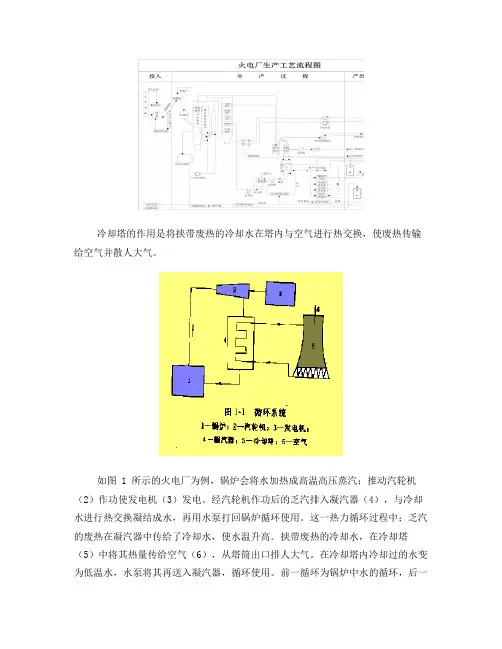
冷却塔的作用是将挟带废热的冷却水在塔内与空气进行热交换,使废热传输给空气并散人大气。
如图 1 所示的火电厂为例,锅炉会将水加热成高温高压蒸汽;推动汽轮机(2)作功使发电机(3)发电。
经汽轮机作功后的乏汽排入凝汽器(4),与冷却水进行热交换凝结成水,再用水泵打回锅炉循环使用。
这一热力循环过程中;乏汽的废热在凝汽器中传给了冷却水,使水温升高.挟带废热的冷却水,在冷却塔(5)中将其热量传给空气(6),从塔筒出口排人大气。
在冷却塔内冷却过的水变为低温水,水泵将其再送入凝汽器,循环使用。
前一循环为锅炉中水的循环,后一循环为冷却水的循环。
冷却塔中水和空气的热交换方式之一是,流过水表面的空气与水直接接触,通过接触传热和蒸发散热,把水中的热量传输给空气。
用这种冷却方式的称为湿式冷却塔(简称湿塔)。
湿塔的热交换效率高,水被冷却的极限温度为空气的湿球温度。
但是,水因蒸发而造成损耗;蒸发又依循环的冷却水含盐度增加,为了稳定水质,必须排掉一部分含盐度较高的水;风吹也会造成水的损失。
这些水的亏损必须有足够的新水持续补充,因此,湿塔需要有补给水的水源。
缺水地区,补充水有困难的情况下;只能采用干式冷却塔(简称干塔或空冷塔)。
干塔中空气与水(也有空气与乏汽)的热交换;是通过由金属管组成的散热器表面传热,将管内的水或乏汽的热量传输给散热器外流动的空气。
干塔的热交换效率比湿塔低,冷却的极限温度为空气的干球温度。
2.2 蒸发耗损量当冷却回水和空气接触而产生作用,把其水温降时,部分水蒸发会引起冷却回水之损耗,而其损耗量和入塔空气的湿球温度及流量有关,以数学表达式作如下说明:令:进水温度为T1℃,出水温度为T2℃,湿球温度为Tw,则*:R=T1-T2 (℃)------------(1)式中:R:冷却水的温度差,对单位水量即是冷却的热负荷或制冷量Kcal/h对式(1)可推论出水蒸发量的估算公式*:E=(R/600)×100% ------------ (2)式中:E----当温度下降R℃时的蒸发量,以总循环水量的百分比表示%,600-----考虑了各种散热因素之后确定之常数。


1目的对冲压、叠焊生产过程中影响产品质量的各项因素进行控制,确保冲压、叠焊生产过程处于受控状态,保证生产计划的有效实施。
2范围适用于XX有限公司生产一部冲压、叠焊到产品交付的整个生产过程。
3术语3.1首件:开班生产的第一件产品或零部件;实施模具、刀具、夹具、工具、材料的交换或调整后、或操作人员更换后生产的第一件的产品及零部件。
3.2巡检:生产过程中,由生产质量部做不定时检验,检验频次不少于1次/2H。
3.3尾件:机种变更(换型)前做成的最后一件产品及零部件;各班工作结束时所生产的最后一件产品及零部件。
4职责4.1产控物流部:产控物流部依据客户订单或项目经理下发的样件试制计划,输出一部冲压的生产订单,并将生产订单下发至车间经理/主管。
生产经理/主管依据生产订单,以目前的最大产能为基准分解为日计划,并编制生产日计划及产品交付计划,将生产日计划反馈产控物流部,由产控物流部负责与产品项目部或销售部沟通,输出最终的生产计划;跟进采购物料到货,及入库存储;进行物料发放;办理产品入库。
4.2设计部门(机械组):提供过程控制中所涉及到的设计文件,如:图纸、DBOM、检验标准等。
4.3生产工艺组:负责量产移交前的工艺开发和优化,工艺文件的制订/修订,工艺文件(如:流程图、PFMEA、CP、WI等)的准备,并对作业员进行培训(对特殊工序及影响产品和过程特殊特性的操作人员进行重点培训)。
样机试制物料的领用及样机入库,样机制作过程的跟踪和指导,样机试制阶段工艺制造类问题的分析和解决,样机试制经验教训总结。
4.4生产经理/主管:编制生产日计划及产品交付计划,协调车间内人员分配,负责按生产计划组织车间实施生产,并负责生产过程控制和现场管理。
4.5车间生产班组:4.5.1负责生产前作业准备的验证,包括人员、设备、工装、计量器具、原材料、环境等的点检/确认;4.5.2负责制件的生产、标识、防护及生产过程中对制件进行首件检验和异常处置工作;4.5.3负责生产设备、工装的一级维护保养工作;4.5.4负责本班组出现不合格的纠正及纠正/预防措施的实施;4.5.5负责车间辅具的日常维护保养工作。
东方发电机转子组装工艺摘要:根据构皮滩转子的结构特点及组装控制尺寸要求,制订严格的工艺措施,并通过对首台机转子转子组装工艺的分析和实践,总结、优化下一台转子组装的工艺方案,成功地控制了转子支架的焊接变形、热打键的胀量、转子铁芯及转子的圆度和同心度,保证二台转子组装各项控制尺寸要求。
关键词:转子组装工艺圆度、同心度控制1概述水轮发电机转子由转子中心体、圆盘式分瓣转子支臂、转子磁轭、转子磁极及其它附件组成;现场组装时先将转子中心体与圆盘式分瓣转子支臂把合成整体并按专门的工艺文件焊接成一体;转子磁轭由2mm厚的高强度冲片现场叠压而成,并通过冷、热打键的方式使磁轭与转子支架形成一个整体;48个转子磁极挂装于磁轭外侧。
转子组装的工作内容包括转子支架组装、焊接、闸板组装、磁轭叠装、磁极挂装等。
2转子组装工艺流程图转子组装工艺流程见图13转子组装工艺措施3.1现场布置在转子组装场地中心安装转子中心体支墩;制作一定数量的钢支墩布置在转子不同的圆周上,用于支撑支臂和磁轭;在最外圆布置磁轭叠片和磁极安装的升降式可拆卸平台;转子测圆架安装在转子中心体顶部。
3.2转子支架组焊1、设备清扫检查转子中心体和支臂运输到安装间后,对合缝块及焊缝坡口进行清扫、打磨。
中心体的上法兰面进行清扫、检查高点和除毛刺。
图1转子组装工艺流程2、转子中心体支墩安装和中心体就位清理转子工位中心基础板把合螺栓孔,将转子中心体支墩吊装就位,用螺栓将支墩把合在基础板上。
将转子中心体吊放到转子中心体支墩上,利用千斤顶和中心体支墩上楔子板调整转子中心体上法兰面水平在0.05mm内,合格后,对称、均匀将转子中心体固定到转子中心体支墩上。
检查中心体上法兰与上端轴止口直径和中心体下法兰与下端轴口直径的同心度。
3、测圆架安装将中心测圆架各部件安装在转子中心体上法兰面上。
调整转子测圆架中心柱的中心和垂直度:同心度调整到0.05mm以内。
测圆架中心柱垂直度不大于0.02mm/m,测圆架调整后,要求利用中心测圆架转臂重复测量圆周上任意点的半径误差不得大于0.02mm,旋转一周测头的上下跳动量不得大于0.2mm。
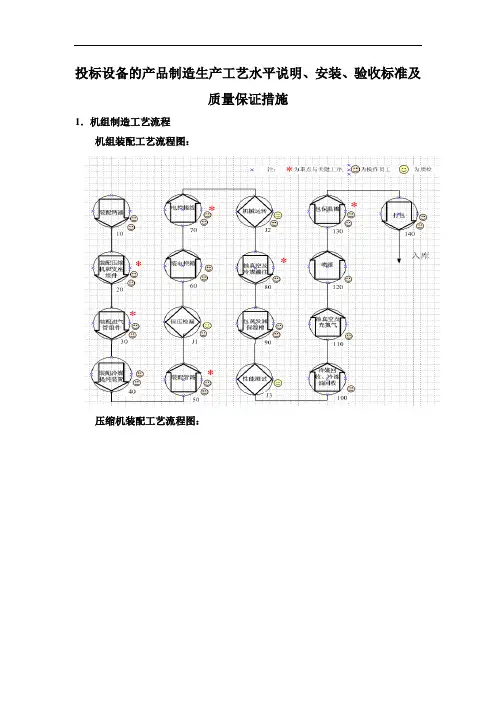
投标设备的产品制造生产工艺水平说明、安装、验收标准及质量保证措施1.机组制造工艺流程机组装配工艺流程图:压缩机装配工艺流程图:2.安装及验收标准2.1机组进场2.1.1机组进场严格按照机组上所贴吊装位置及吊装孔进行吊装。
2.1.2机组进场吊装时检查机组外观无损伤。
2.1.3我公司生产的机组在电控箱中已经附带减震胶垫,请在机组就位时安装减震胶垫并固定。
2.2机组水系统安装2.2.1机组牢固安装于基础上并且周围有排水道。
2.2.2机组周边通风良好、有足够的维修空间。
2.2.3机组冷冻水、冷却水进水管处必须安装Y型过滤器。
2.2.4机组冷冻水、冷却水进、出水口管必须安装软连接、压力表、温度计、阀门,且都均工作正常。
2.2.5机组进、出水管路阀门后必须安装旁通管。
2.2.6水泵前必须安装Y型过滤器,后装软连接、止回阀及阀门。
2.2.7管路清洗时,进出水管接通旁通,污水未进机组,且要清洗干净。
(用水瓶盛水清澈)2.2.8冷冻水系统保压(约工作压力的1.5倍,不得低于0.6MPa)2.2.9所有水泵和冷却塔试运转正常,且能保证机组运行所需要求。
(冷却塔处理水量选型不得低于冷却水流量1.3倍)2.2.10冷却塔风机必须与机组连锁。
2.2.11水系统最低点需安装泄水阀。
2.2.12机房与每层的水系统必须安装自动排气阀,且调试时系统已充分排气。
冷冻水管网必须保温完全。
2.3机组配电安装2.3.1电源使用名牌标识电压并为机组专用,三项不平衡小于2%。
2.3.2总电源到主机各项间电源线必须采用铜线,严禁使用铝线。
2.3.3主机空气开关容量及进主机电源线线径参照随机附带说明书中所要求。
2.3.4接线正确无反相,且压紧无虚接。
2.4.5机组必须接地线且是主电源线线径的一半。
3.质量保证措施格力商用空调机组质量可靠性保证分布在生产前、生产中和生产后等三个阶段。
生产前质量保证新产品生产前的质量控制由技术部门与质量控制部一起参与方案评审、样机评审、确认评审。

电机制造工艺知识电机制造工艺知识培训教材一、工艺流程图1、Y2系列电机流程图;2、Z4直流电机流程图;3、YKK高压电机流程图二、关键工艺(1)水压试验(2)磨削(3)校动平衡(4)转子铸铝(5)定子铁心压装(6)绕组浸渍1、校动平衡(1)电机的转动部件(转子、风扇)由于结构不对称(如键槽、记号槽),材料质量不均匀或制造加工时的误差等原因,而造成转动体机械上的不平衡,就会使该转动体的重心对轴线产生偏移,转动时由于偏心的惯性作用,将产生不平衡的离心力或离心力偶,电机在离心力的作用下将产生振动。
(2)转子不平衡的影响电机转子不平衡所产生的振动对电机的危害很大:1)消耗能量,使电机效率降低;2)直接伤害电机轴承,加速其磨损,缩短使用寿命;3)影响安装基础和与电机配套设备的运转,使某些零件松动或疲劳损伤,造成事故;4)直流电枢的不平衡引起的振动会使换向器产生火花;5)产生机械噪声;(3)平衡精度等级有11种:G1、G2.5、G6。
32、绕组浸渍(1)绝缘浸渍是电机在制造过程中或制造后以及电机定子绕组或转子绕组在嵌线装配后,按一定的工艺方法浸渍绝缘漆,以提高绝缘的耐热性、耐潮性、耐化学腐蚀性,提高电机绝缘的各中电气性能,降低介质损耗,提高绝缘的力学性能,改善导热性,降低电机温升,延长电机绝缘寿命,延长电机使用寿命.绝缘浸渍是电机制造的关键工序。
(2)常用的浸渍方法:a、普通沉浸;b、连续沉浸;c、滚浸;d、浇漆;e、滴漆;f、真空浸漆;g、VPI真空压力浸漆;(2)绝缘分为七个等级:A(105℃)、E(120℃)、B(130℃80K)F(155℃100K)、H(180℃125K)、C(180℃以上)4、VPI简介:V:Vacuum 真空P:Pressure 压力I:Impregnation 浸渍真空压力浸渍(简称VPI)绝缘是50年代末始于美国西屋公司,60年代开始发展的绝缘处理技术。
国内已采用VPI绝缘技术的电机生产厂大多采用中胶VPI绝缘技术.我国发展VPI是在70年代上海电机厂B级绝缘的中胶云母带工艺,此时,设备真空度不高,仅为KP级,后来设备真空度大大提高,小于100Pa的设备国产化,F级少胶带工艺发展流行。
电机生产工艺简述及工艺流程图电机制造是整个机器制造业中的一个重要部门,电机除了具有和一般机器类似的结构部分之外,还具有特殊的导电、导磁和绝缘部分,因此,在电机制造的工艺过程中,除了具有一般机械制造中所共有的锻、铸、焊、金工加工和装配之外,还有电机制造所特有的工艺,如铁心的冲制和压装、换向器的制造以及绕组的制造(绕线、成形、绝缘、嵌线、浸漆和烘干)等.在电机制造业中,为了完成这些特殊的工艺过程,除了金属切削机床以外,还要具备大量的非标设备(专用设备),例如铁心冲片涂漆和干燥(或铁心冲片的氧化处理)所用的专用设备;转子铸铝所用的熔铝炉、预热炉及压铸机(或离心铸铝机)、转子铜条(鼠龙结构)中频焊机;防爆电机壳体(即型腔)耐压试验设备;绕组制造中所用的绕线机、胀形机、包绝缘机、浸渍、烘干设备等,这些设备的制造质量和操作工艺过程的工作质量对电机的性能及工作的可靠性有着很大的影响.不但电机制造工艺具有多样性,而且所使用材料的种类也多样化,电机制造中不但要用到一般的金属材料,还要用到有色金属及其合金,以及各种绝缘材料.根据电机结构以及零部件的种类,可分为如下制造工艺过程:1电机零部件的金工加工:1.1转轴和转子的加工1.2端盖、油盖、出线盒的加工1.3机座的加工2定子、转子铁心制造2.1铁心冲片的冲制加工2.2冲片的绝缘处理2.3铁心的压装制造3电机的绕组制造3.1散嵌绕组的制造3.2绕组的绝缘处理3.3高压定子绕组的制造3.4绕线转子绕组的制造4笼型转子制造4.1离心铸铝4.2压力铸铝4.3铜端环与铜导条的中频焊接(或钎焊)5电机装配5.1转子铁心与转轴装配及动平衡5.2轴承装配5.3定子装配5.4电机的检验试验电机制造的另一个特点则是品种、规格多;电机的容量、电压、转速、几何尺寸等变化围很大,其用途、安装方式、冷却方式、防护形式多种多样,因此,在制造工艺上也不尽相同而各有其特点.综上所述,电机产品及制造工艺流程不会对大气造成污染.附:工艺流程图鑫瑞特电机机械制造二〇一四年五月二十八附图1单相鼠笼铸铝转子异步电动机生产工艺流程图附图三相鼠笼铸铝转子异步电动机生产工艺流程图. ... .c------------下面黄颜色是赠送的简历模板不需要的可以下载后编辑删除男| 已婚| 1988 年月生| 户口:| 现居住于-宝安区3年工作经验 | 团员|省市宝安区福永镇屋村2巷518101E-mail:. ... .c求职意向·工作性质:全职·期望职业:销售业务、销售管理、市场·期望行业:专业服务/咨询(财会/法律/人力资源等)、教育/培训/院校、通信/电信运营、增值服务·工作地区:·期望月薪:4001-6000元/月·目前状况:我目前处于离职状态,可立即上岗职业目标喜欢营销管理类工作,喜欢有挑战的工作,大学四年一直在挑战自己,挑战自己的极限,一直在做营销的兼职,坚信“也精于勤而荒于嬉”一直严于律己,在各方面都要从严要求自己。
起重机制造的工艺流程Crane manufacturing process我们公司主要生产桥、门式起重机,具有自行设计、研制能力和制造加工能力;我们的产品涉及到冶金、水工、电站、化工、造纸、造船、航空、航天、港口等行业,目前制造的起重机最大起重量为500t,最大起升高度达400米。
Our company mainly produces bridge, gantry crane, with our own design, development capabilities, manufacturing and processing capacity; of our products related to metallurgy, hydraulic, power, chemical industry, papermaking, shipbuilding, aviation, space, ports and other industries, the current manufacturing maximum starting weight of the crane 500t, maximum lifting height of up to 400 meters.在结构件制造方面,本公司具有较强的制造能力;有年处理能力达5万吨以上,具开卷、校平、剪切、抛丸、喷漆、烘干能力的预处理生产线一条;有数控切割设备5台;(6000X50000);半自动切割60多台,CO2气体保护焊,埋弧自动焊(平、角焊)200多台;其他焊机300多台。
有各种剪板机,校平机、折弯机、卷板机等各种大型加工设备。
这些设备为提高结构件的制造能力提供了有力的保证。
In the structural parts manufacturing, our company has strong manufacturing capacity; have capacity of more than 5 million tons in a year, with open-book, school level, shearing, shot blasting, painting, drying capacity of a pre-processing production line; a numerical cutting equipment 5 sets; semi-automatic cutting more than 60 units, CO2 gas shielded welding, submerged arc welding (flat, angle welding) more than 200 units; other welding more than 300 units. A variety of shears, school-level machine, bending machine, rolling machine and other large-scale processing equipment. These devices to improve the structural parts of the manufacturing capacity to provide a strong guarantee.在机械加工方面,本公司的设备加工能力在长垣地区可以说是领先的,我们有16米的落地铣镗床,即将到厂的m=28,最大加工直径φ3150的大型滚齿机和大型立式车床,数控重型卧式车床、各种卧式镗床,立式铣加工中心等精、大、稀设备,为我们公司加工各种大型、高精度的零件提供了设备保证In mechanical processing, the processing capacity of the company's equipment can besaid in the Changyuan region's leading, we have 16 meters of floor milling and boring machine, upcoming visit to the factory m = 28, maximum machining diameter of φ3150 large-scale and large vertical lathe hobbing machine , CNC heavy duty horizontal lathe, all kinds of horizontal boring machine, vertical machining centers, precision milling, large, rare equipment for our processing of all kinds of large-scale, high-precision parts provided with equipment to ensure机械产品生产过程是指从原材料到机械产品出厂的全部生产过程。
内燃机与配件0引言近些年,永磁同步电动机得到较快发展,其特点是功率因数高、效率高,许多场合开始逐步取代最常用的交流异步电机,在新能源汽车驱动方面尤为突出,是一种很有前途的节能电机。
但是,永磁电机的总装工艺较传统电机的总装工艺有所不同,转子内嵌永磁体,带有很大的磁力,对定子等零部件吸附能力较强,尤其是定转子合装部分,是永磁电机总装成功的关键。
本文从永磁同步电机的性能分析出发[1],描述了永磁同步电机的主要关键技术,调研了永磁同步电机在新能源汽车行业的发展现状,根据工信部收集调查的数据显示,永磁同步电机已成为新能源汽车行业发展的主力军,成为未来驱动电机行业的主流发展。
因其节能减排、排放环保致使永磁同步电机作为新能源汽车电驱动系统的重要组成部分,将成为未来的研究重点。
永磁同步电动机特别适合重启动轻运行的使用场合,推广使用永磁同步电动机具有积极的经济效益和社会效益,对节能减排意义重大。
在可靠性和稳定性方面,永磁同步电动机也具有可贵的优势。
选用高效永磁同步电动机是一项一次性投资长期受益的过程。
1目前工艺方法存在的主要问题永磁同步电机[2]定转子之间的气隙很小(2~3.5mm 的双边间隙),定转子合装时,转子在下落过程中受到定转子———————————————————————基金项目:宁夏回族自治区银川能源学院机械设计制造及其自动化省级一流本科专业建设点(教高厅函[2019]46号)的初期成果;宁夏高校大学生创新创业训练计划(S201913820021);宁夏高校大学生创新创业训练计划(S202013820011)。
作者简介:刘向萍(1978-),女,宁夏盐池人,高级工程师,本科,研究方向为机械制造工艺与装备;李兆军(1977-),男,山东平阴人,工程师,本科,研究方向为煤矿防爆电机设计与制造。
大功率永磁同步电机拆装工艺方案分析及工艺优化研究刘向萍①;李兆军②(①银川能源学院,银川750100;②宁夏西北骏马电机制造股份有限公司,石嘴山753001)摘要:本文针对大容量(300kW 及以上)永磁同步电机进行总装时,由于永磁电机转子内嵌永磁体,带有很大的磁力,对定子等导磁材料吸附能力较强,会导致转子由于磁力作用无法装入定子中去,而且定转子极易相互吸引碰撞,造成绝缘损伤,使电机使用寿命减少,带来质量隐患。
电机制造工艺1、电机制造工艺的特征和电机制造工艺的内容1.1 电机制造工艺是机械制造工业中的一部分,和一般机械制造工艺比较,电机制造工艺具有以下特征:1.1.1电机产品种类繁多,每一品种又按照不同的容量、电压、转速、安装方式、防护等级、冷却方式及配用负载等,分为许多不同的形式和规格。
1.1.2电机各零部件之间除了有机械方面的联系外,还有磁、电、热等方面的相互作用,零部件制造质量要求严格,个别零部件中的缺陷很容易影响产品不能正常运行,甚至报废。
1.1.3电机制造工艺内容比较复杂,除了一般机械制造中的机械加工工艺外,还有铁心、绕组等零部件制造所特有的工艺,其中手工劳动量的比重相当大,工件质量也较难稳定。
1.1.4电机制造所用的原材料,除一般金属结构材料外,还有导磁材料、导电材料、绝缘材料,材料的品种规格多。
1.1.5电机制造中,使用非标准设备的数量相当多,所需的非标准工艺装备也较多。
1.2 电机制造工艺内容1.2.1机加工工艺:包括转子加工、轴加工。
1.2.2铁芯制造工艺:包括磁极铁芯的冲片制造、冲片叠压。
1.2.3绕组制造工艺:包括线圈制造,绕组嵌装及其绝缘处理(包括短路环焊接)。
1.2.4鼠笼转子制造工艺:包括转子铁芯的叠压,转子压铸。
1.2.5电机装配工艺:包括支架组件的铆压,电机的主副定子铆压和装配等。
在电机制造中,同样的设计结构和同一批原材料所制成的产品,其质量往往有相差很大的现象(铁耗值相差可达40%,线圈绝缘耐压强度相差可达80%,电机的使用寿命相差好几倍。
)其所以如此,除原材料、外购件、外协件的因素外,一个重要的原因就是工艺不够完善或未认真按工艺规程加工。
(如:转子铸铝、转子加工、支架铆压、定子短路环铆压等等),在制造过程中所造成的缺陷,不是零部件检查时容易发觉出来的,如果将有缺陷的零部件用到产品上去,就会造成产品质量下降和使用寿命降低。
在当前电机品种的生产规模越来越大,自动化的程度越来越高,对所用电机的运行可靠性和质量稳定性的要求越来越严格。