Q235-B钢(板厚14mm)焊条电弧焊焊接工艺评定及厚大工件焊接工艺
- 格式:doc
- 大小:175.50 KB
- 文档页数:9
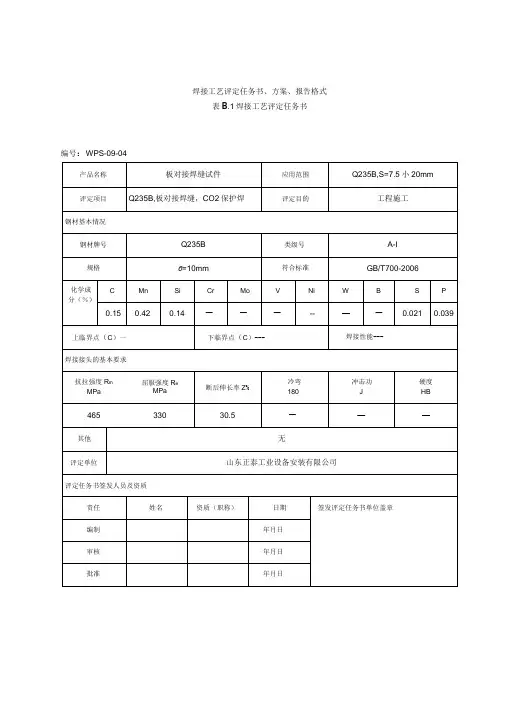
Q235-B钢(板厚14mm)焊条电弧焊焊接工
艺评定及厚大工件焊接工艺
焊接工艺指导书
焊接工艺指导书
单位名称安徽机电职业技术学院
焊接工艺指导书编号04 日期2013/10/22 焊接工艺评定编号WPS-04
焊接方法手工电弧焊机械化程度手动
焊接接头:对接接头
坡口形式V型
衬垫(材料及规格)焊缝金属
其他坡口机加工
简图:
母材:
类别号Ⅰ组别号Ⅰ-1 与类别号Ⅰ组别号Ⅰ-1 相焊标准号GB/T3274 钢号Q235-B 与标准号GB/T3274 钢号Q235-B 相焊
厚度范围:
母材:对接焊缝10.5-21 角焊缝不限
管子直径、壁厚范围:对接焊缝10.5-21角焊缝不限
焊缝金属厚度范围:对接焊缝\角焊缝不限
其他0-21mm
焊接材料:
焊材类别焊条焊剂
焊材标准GB/T5117 GB/T5293-1999
填充金属尺寸Φ3.2mm φ4.0mm
焊材型号E4315
焊材牌号J427
其他焊条烘干温度350-400℃
耐蚀堆焊金属化学成分(%)
C Si Mn P S Mo V
0.12~0.20 ≤0.30 0.32~0.65 ≤0.045 ≤0.05 \ \
其他:
焊接工艺评定报告
单位名称:安徽机电职业技术学院
焊接工艺评定编号:WPS-04 焊接工艺指导书编号:WPS-04焊接方法:SMA W 机械化程度:手工
接头简图:
母材:
材料标准:GB/T3274
钢号:Q235-B
类、组别号:Ⅰ-1-1 与类、组别号:Ⅰ-1-1 相焊
厚度:14mm
直径:
其他:焊后热处理:
热处理温度(℃):\
保温时间(h):\
保护气体:
气体种类混合比流量(L/min)保护气体\\\
尾部保护气体\\\
背面保护气体\\\
填充金属:
焊材标准:GB/5117
焊材牌号:E4315
焊材规格:Φ3.2mm φ4.0mm 焊缝金属厚度:<14mm
其他:\电特性:
电流种类:直流
极性:反极性
钨极尺寸:\
焊接电流(A):110-180 电弧电压(V):23-27
其他:\
焊接位置:
对接焊缝位置:\ 方向角焊缝位置:\ 方向技术措施:
焊接速度(cm/min):15-17
厚大工件焊接工艺
一,母材技术要求:
1、钢种:Q235—B钢。
2、厚度:厚板(≥30mm)
3、交货状态:热轧
二、焊接材料选择及技术状况:
1、焊条:
(1)焊材标准:GB/T5117—2011
(2)焊材型号:E4315
(3)焊材牌号:J427
(4)焊条烘干温度:350℃~400℃
(5)保温时间:1~2h
三、焊前准备:
机械加工V形坡口,坡口角度为60°,平位置对接接头,应对加工坡口进行清理,采用砂轮打磨或钢丝刷处理。
四、焊接确定:
1、采用多层多道焊,层间温度为300℃且前一道焊缝冷却至60℃左右再进行下道焊缝,注意接头要错开。
2、焊前预热:
预热是至焊前对工件整体或局部加热的工艺,预热目的的主要是降低冷却速度、改善组织、减小应力,防止焊接裂纹,工件是否要预热要根据工件结构、材质和尺寸及焊接方法。
工件整体一般在炉内进行,局部预热可用火焰加热,红外线加热。
五、焊接设备及工具的选用:
1、焊条电弧焊包括:焊接电流、电焊钳、电缆、面罩、护目镜和保温桶。
2、弧焊电源:(1)弧焊变压器BX1—330 (2)弧焊整流器AX—320。
3、反变形:
由于焊接时不均匀加热和冷却过程,焊接结束后会产生残余应力,在焊前必须采取处理措施。
(1)预防变形方法有:预留加工余量、合理装焊顺序、刚性固定法。
(2)常用反变形法有:锤击、火焰加热。
六、焊接参数:
1、焊接电流的选择:
根据焊条直径、焊接位置、接头形式、层数来选择,焊接电流选择时,若焊接电流过大易焊穿和咬边,增大工件变形和金属蒸发,飞溅大。
2、焊接层数:
(1)根据板厚来选择,为保证焊缝的塑性和其他力学性能要求,每层焊层不能过厚,一般N=F/D。
(2)在中厚板以上进行焊条电弧焊接时,需开坡口,采用多层多道焊,前一道焊道对后一层焊道有预热作用,后一层焊道对前一层焊道有热处理作用,能细化晶粒,提高焊接接头的塑性和韧性。
特别是易淬火钢,后一层焊道对前一层焊道有回火作用,可以改善焊接接头的组织和性能。
(3)焊接层数公式:
N=S/D
N—为焊接层数
S—为焊接工件厚度,mm
七、焊条引弧:
1、划擦法:为了减少对工件的损伤和在焊件表面造成电弧擦伤,必须在焊缝前方的坡口内划擦引弧,划擦距端部20—30mm。
2、焊条摆动:
采用锯齿形摆动。
3、收弧方法:
采用划圈收弧法。
焊条移至焊缝终点时,作圆圈运动,直到填满弧坑再拉断电弧。
八、焊接热处理:
1、后热处理:
焊接结束后,同时用气焊火焰将焊件或整条焊缝加热到200℃~350℃温度,并保持一段时间。
2、消氢处理:
将整条焊缝在300℃~400℃加热一段时间,即进行消氢处理,时间为1—
2h。
九、无损检测:
1、设备:
超声波检测仪、超声波探头、试块、耦合剂。
2、探头主要参数:
(1)折射角r (2)前沿长度(3)声轴偏离角
3、绘制距离—播幅图:
4、缺陷评定的方法:
(1)超过评定线的缺陷信号应注意是否有裂纹危害性缺陷特征,如有怀疑应采取改变探头角度,增加检测面,观察动态波形的检测方法并结合和娜姐工艺特征作出综合评定或辅助其他检测方法作综合判定。
(2)最大反射波幅超过定量线的缺陷应测定其指示长度,其值小于10mm时,按5mm计。
相邻两缺陷各向间距小于8mm时,以两缺陷指示长度之和作为单个缺陷的指示长度。
(3)相邻两缺陷在一条直线上,其间距小于其中较小的缺陷长度时,应作为一条缺陷处理,以两缺陷长度之和作为其指示长度。