覆膜砂检验记录
- 格式:xls
- 大小:18.00 KB
- 文档页数:1


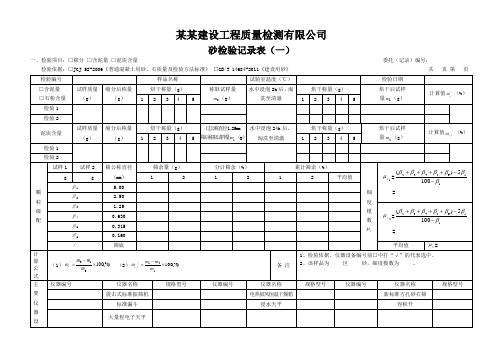
砂检测原始记录鲁JC/JL-01.0301 共页第页样品名称砂样品编号样品状态规格型号检测日期环境条件温度:相对湿度:设备名称震击式标准振筛机电子控温鼓风干燥箱设备编号RZ022 RZ021设备状态检测依据JGJ52-2006检测内容堆积密度次数容量筒质量m1(kg)容量筒与砂总质量m2(kg)容量筒容积V(L)堆积密度ρL(kg/m3)平均值(kg/m3)12颗粒级配公称粒径筛余量(g)分计筛余(%)累计筛余(%)累计筛余(%)第一次第二次第一次第二次第一次第二次5.00 mm2.50 mm1.25 mm630μm315μm160μm底细度模数(μf)μf1= μf2=22f1ffμμμ+=含泥量(石粉含量)次数试验前烘干质量m0 (g)试验后烘干质量m1 (g)含泥量(石粉含量)ωc(%)平均值(%)12检测说明堆积密度1000 12?-=VmLρ含泥量% 10010?-=mmmcω细度模数()11654321005ββββββμ--++++=fβ1、β2、β3、β4、β5、β6—分别为公称直径5.00mm、2.50mm、1.25mm、630μm、315μm、160μm方孔筛上的累计筛余。
校核:主检:鲁JC/JL-01.0301 共页第页样品名称砂样品编号样品状态规格型号检测日期环境条件温度:相对湿度:设备名称电子控温鼓风干燥箱设备编号RZ021设备状态检测依据JGJ52-2006检测内容紧密密度次数容量筒容积V(L)容量筒质量m1(kg)容量筒和试样总质量m2(kg)紧密密度ρc(kg/m3)平均值(kg/m3)12含水率次数容器质量m1(g)未烘干的试样与容器的总质量m2(g)烘干后的试样与容器的总质量m3(g)含水率ωwc(%)平均值(%)12泥块含量次数试验前干燥试样质量m1(g)试验后干燥试样质量m2 (g)泥块含量ωc,L(%)平均值(%)12表观密度次数试样烘干的质量m0(g)试样、水及容量瓶总质量(吊篮在水中质量)m1(g)水及容量瓶总质量(吊篮及试样在水中质量)m2(g)水温t(℃)修正系数αt表观密度ρ(kg/m3)平均值(kg/m3)12检测说明紧密密度1000 12?-=Vmmcρ含水率% 1001332?--=mmmmwcω泥块含量% 100121,-=mmmLcω表观密度%10021--=tVVmαρ校核:主检:。

覆膜砂操作规程引言概述:覆膜砂是一种常用的表面处理方法,用于保护和改善物体表面的质量和外观。
为了确保覆膜砂操作的准确性和效果,制定一套规范的操作规程是非常重要的。
本文将详细介绍覆膜砂操作规程的五个部份,包括前期准备、砂料选择、覆膜砂技术、质量检验和后期处理。
一、前期准备1.1 清洁表面:在进行覆膜砂操作之前,首先需要将待处理的物体表面进行彻底清洁。
使用清洁剂和刷子或者布进行清洁,确保表面没有灰尘、油脂或者其他污垢。
1.2 修复损坏:如果待处理的物体表面存在损坏,如划痕或者凹陷,需要先进行修复。
使用适当的修复工具和材料进行修复,确保表面平整。
1.3 遮盖保护:在进行覆膜砂操作时,需要注意保护周围的区域和不需要处理的部份。
使用塑料膜或者胶带进行遮盖,避免覆膜砂材料溅落或者损坏其他部份。
二、砂料选择2.1 选择合适的砂料:根据待处理物体的材质和需要达到的效果,选择适合的砂料。
常用的砂料包括玻璃珠、氧化铝和石英砂等,每种砂料都有不同的粒径和硬度。
2.2 砂料筛选:对于某些要求较高的应用,需要对砂料进行筛选,去除过大或者过小的颗粒。
使用合适的筛网进行筛选,确保砂料的均匀性和一致性。
2.3 砂料储存:砂料应储存在干燥、清洁的环境中,避免受潮或者受污染。
使用密封容器或者包装袋进行储存,定期检查并更换砂料。
三、覆膜砂技术3.1 调整喷砂参数:根据待处理物体的特性和需要达到的效果,调整喷砂设备的参数。
包括喷砂压力、砂料流量和喷砂距离等参数,确保喷砂效果的一致性和稳定性。
3.2 均匀喷砂:在进行覆膜砂操作时,需要保持喷砂的均匀性。
使用均匀的喷砂技术,避免浮现砂料堆积或者过度磨损的情况。
3.3 控制喷砂时间:根据不同的应用需求,控制喷砂的时间。
过长的喷砂时间可能导致表面过度磨损,而过短的喷砂时间则可能无法达到预期的效果。
四、质量检验4.1 视觉检查:在完成覆膜砂操作后,进行视觉检查。
检查表面是否均匀覆盖砂料,是否存在砂料堆积或者磨损不均匀的情况。

覆膜砂检验报告单1. 检验目的本次检验是为了评估覆膜砂的质量和性能,包括颜色、外观、强度、耐磨性等方面的特性。
2. 检验标准本次检验参照了国家标准《覆膜砂技术要求》(GB/T XXXXX)进行,所有测试项目都按照该标准的要求进行。
3. 检验项目本次检验涵盖以下项目:3.1 颜色覆膜砂的颜色是通过目视观察进行评估的。
根据标准色卡,覆膜砂的颜色应符合指定范围内的颜色。
3.2 外观通过目视观察覆膜砂的外观,检查是否存在表面不平整、气泡、裂纹等缺陷,评估覆膜砂的外观质量。
3.3 强度测试覆膜砂的强度,包括拉伸强度和抗压强度。
拉伸强度测试使用标准拉伸试验机进行,抗压强度测试使用压力试验机进行。
3.4 耐磨性测试覆膜砂的耐磨性能,通过模拟实际使用条件下的磨损测试,评估其耐久性和耐磨性能。
4. 检验结果4.1 颜色经过目视观察,覆膜砂的颜色与标准色卡相符合,符合规定的颜色范围。
4.2 外观覆膜砂的外观质量良好,表面平整,无明显缺陷如气泡、裂纹等。
4.3 强度拉伸强度测试结果显示,覆膜砂的拉伸强度符合国家标准要求,达到了指定的强度级别。
抗压强度测试结果显示,覆膜砂的抗压强度也符合国家标准要求,达到了指定的强度级别。
4.4 耐磨性耐磨性测试结果显示,覆膜砂在模拟实际使用条件下经受磨损后,仍保持良好的耐久性和耐磨性能。
5. 结论根据对覆膜砂的检验结果,可以得出以下结论:•覆膜砂的颜色、外观、强度和耐磨性等性能均符合国家标准《覆膜砂技术要求》的要求。
•覆膜砂的质量良好,适用于相关应用领域。
6. 建议在使用覆膜砂时,建议遵循以下操作要求:•在储存和运输过程中,避免覆膜砂暴露在阳光直射下,以免影响其性能。
•在使用前,对覆膜砂进行目视检查,确保无明显的缺陷。
•使用适当的工具和操作方法,以避免破坏覆膜砂的表面。
•在使用过程中,避免剧烈冲击和过度负荷,以延长覆膜砂的使用寿命。
以上是对覆膜砂的检验报告单,旨在为评估其质量和性能提供参考。

覆膜砂质量控制及检测覆膜砂质量控制及检测1 关于覆膜砂工艺1 1 砂子加热过程原砂要求加热快、热效率高、温度均匀、不污染原砂、重量和温度控制准确, 加砂斗的形状不易使原砂粒度出现偏析。
采用气体火焰沸腾加热和滚筒加热较为理想。
但是气体火焰加热燃烧不充分时, 易污染砂子。
搅拌加热较为简单实用。
1 2 热砂粒在混砂机中应较快的、三维的旋转加直线运动, 使粘稠态树脂受剪切力作用, 使其均匀地无缺陷地包覆在原砂表面, 完成覆膜过程。
显然能使原砂产生这种运动状态的混砂机是较为理想的。
显然混砂机的旋转速度是关键参数之一。
1 3 混合、冷却和分散过程当砂完成覆膜过程且温度降至120 以下时, 加入乌洛托品水溶液和硬脂酸钙使其分散均匀的分布, 完成混合、冷却和分散过程。
固化剂要以微小晶粒状态很均匀地分布在树脂膜表面( 表层), 带入的水分完全蒸发并能使覆膜砂很快温, 形成松散海棉状砂团后分离成砂粒,树脂膜完整和光滑是对这一过程的理想要求。
为了不使粘稠状的砂团在冷却的瞬间形成! 致密的团块?和受到太大应力, 应选择好混砂机结构和混砂工艺( 加固化剂时的温度, 砂团在混砂机还是在振动筛上破碎分离等) 。
1 4 覆膜工艺好的覆膜砂设备和合适的覆膜工艺( 加料顺序、加料时间、温度控制、配比等) 是制造高质量覆膜砂的重要保证。
不同的设备在工艺上亦有所不同, 这要靠试验来定, 不能照搬。
2 关于原材料2 1 原砂覆膜砂往往用于精密铸件的生产, 因此对原砂的质量要求应更高一些, 有时也有特殊的要求。
圆形粒形固然好, 但是粒形稍差一些的原砂在设备、工艺和其它材料较好的情况下, 也可以生产出高质量的覆膜砂。
砂粒表面无缺陷,SiO 2 含量高, 其中没有云母之类的毛状颗粒也是至关重要的。
建议采用图象分析仪测试原砂的粒形。
含泥量应控制在0 2% 以下, 建议采用擦磨脱泥处理工艺。
粒度分布的控制和级配处理应高度重视。
试验结果表明, 合适的粒度级配可提高强度10%~ 15% 。
覆膜砂标准正文(总8页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除ICS 91.100.15 J 31 备案号:JB铸造用覆膜砂coated sand for foundry国家发展和改革委员会 发布前言本标准代替JB/T 8583—1997《铸造用覆膜砂》。
本标准与JB/T 8583—1997《铸造用覆膜砂》相比主要的变化有:按GB/T1.1-2000进行了编辑性修改,修改了分类和标记,对要求的内容进行了增加并调整了指标,对试样方法进行了补充和修改。
——将覆膜砂分为五类:普通覆膜砂,易溃散覆膜砂,耐高温覆膜砂,低膨胀覆膜砂。
——扩大了覆膜砂常温抗弯强度和灼烧减量分级范围。
对覆膜砂的牌号进行了简化,增加了覆膜砂的分类代号。
——选测指标增加了氮含量、热膨胀、脱壳性、热开裂。
本标准的附录A为规范性附录,附录B为资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国铸造标准化技术委员会归口。
本标准起草单位:沈阳铸造研究所、重庆长江造型材料有限责任公司、武汉力发化工有限责任公司、承德北雁铸造材料有限责任公司、盖州市造型材料厂、中国一汽铸造有限公司。
本标准主要起草人:本标准所代替标准的历次版本发布情况为:——JB/T 8583—1997。
铸造用覆膜砂1 范围本标准规定了铸造用覆膜砂的分类和标记、要求、试验方法、检验规则、标志、标签和包装等。
本标准适用于以铸造用原砂及壳型(芯)用酚醛树脂为主要原材料生产的型、芯覆膜砂。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 2684 铸造用原砂及混合料试验方法GB/T 5611 铸造术语GB/T 9442 铸造用硅砂JB/T 8834铸造用壳型(芯)酚醛树脂3 术语和定义下列术语和定义适用于本标准,本标准出现的其它术语符合GB/T 5611。