变压器原材料介绍
- 格式:ppt
- 大小:1.38 MB
- 文档页数:20
变压器产品剖视图及主要原材料1.磁性部件:磁芯2.电性部件:漆包线3.塑胶部件: 胶壳/骨架4.金属部件: 料片/针脚5.灌封材料: 环氧树脂/硅胶6.焊接材料/助焊剂1.1 磁性材料的分类1.1.1 软磁材料,软磁材料是指本身没有磁性,通电后容易于被磁化,去电后易于退磁的磁性材料。
1.1.2 硬磁材料: 本身带有磁性,如永久磁铁。
1.磁芯变压器产品剖视图及主要原材料•1.2 铁氧体•我们行业中的网络滤波器产品所用的磁芯是鐵氧體材料,它属于•软磁材料,是電子變壓器領域中廣泛使用的磁性材料。
可分為:•锰锌铁氧体,分子式:•工作频率:1KHZ-10MHZ, 适合做变压器(Transformer);•镍锌铁氧体,分子式:•工作频率:1-300MHZ , 适合做共模线圈(CMC )[]4x 1y 1y O Fe Zn Mn 2+−−x []4x 2x 1y 1y O Fe Zn Ni +−−变压器产品剖视图及主要原材料变压器产品剖视图及主要原材料•1.3鐵芯材料的基本參數a).有效磁導率: μ= (1/μ) lim(B/H) , 磁化曲線始端磁導率的極限值.b). 初始磁導率: μ= (L/4πn ) X (1/A ) X 10 , 在漏磁忽略的閉合磁路中.c). 飽和磁感應強度Bs: 加磁場至飽和時的值.d). 剩余磁感應強度Br: 從飽和狀態去除磁場后,剩余的.e). 矯頑力Hc.f). 溫升系數&μ.g). 居里溫度Tc, 在該溫度下磁芯狀態從鐵磁性轉變為順磁性.h). 磁芯損耗Pc: 磁芯在工作磁感應強度時的單位體積損耗.i). 電感系數Al: 電感系數是磁芯上每一匝線圈產生的自感量.AL=L/N^2式中L为装有磁芯的线圈的电感量(H), N为线圈匝数。
变压器产品剖视图及主要原材料2.漆包线我們常用的漆包線是直焊性聚胺脂(Polyurethane)漆包线,主要是采用NEMA(美国电气制造协会)的標準與JIS標准, 兩者有相同的要求,也有不同的要求,1)比如對于針孔試驗,NEMA要求高壓針孔試驗,而JIS要求鹽水針孔試驗,2)JIS與NEMA對漆膜的厚度的分法不同.JIS分為四種厚度膜0種、1種、2種、3種,依次從厚到薄,我們常用第2種線,如2UEW;NEMA常用四種構造,Single Build, Heavy Build,Triple Build andQuad Build, 前者叫單被覆,后者叫雙被覆,三被覆和四被覆。
第1篇一、引言变压器是电力系统中不可或缺的设备,它负责将高压电能转换为低压电能,为家庭、工业等提供稳定的电力供应。
随着我国经济的快速发展,变压器市场需求逐年增加。
本文将详细介绍变压器生产流程,包括原材料准备、零部件加工、组装调试、试验检测等环节。
二、原材料准备1. 铁芯材料:变压器铁芯是变压器的核心部分,主要采用硅钢片叠压而成。
硅钢片应具有良好的磁导率、较低的损耗和足够的机械强度。
2. 绝缘材料:绝缘材料包括绝缘纸、绝缘漆、绝缘布等,用于保护线圈免受外界干扰和腐蚀,保证变压器安全运行。
3. 导线材料:导线材料主要采用铜或铝,具有较高的导电性能和足够的机械强度。
4. 塑料、橡胶等辅助材料:用于制作变压器外壳、接线端子等。
三、零部件加工1. 铁芯加工:将硅钢片剪切成所需尺寸,然后叠压成铁芯。
铁芯加工过程中,应严格控制硅钢片间的间隙,以保证变压器效率。
2. 线圈绕制:根据变压器设计要求,选用合适的导线材料,绕制线圈。
线圈绕制过程中,应保持均匀的绕制张力,确保线圈形状和尺寸符合要求。
3. 绝缘处理:对线圈进行绝缘处理,包括绝缘纸包扎、绝缘漆涂覆等,以提高线圈的绝缘性能。
4. 接线端子加工:根据变压器设计要求,加工接线端子,确保其与线圈连接牢固。
四、组装调试1. 组装:将铁芯、线圈、接线端子等零部件组装成变压器本体。
组装过程中,应严格按照设计要求进行,确保各部件连接牢固、位置准确。
2. 油处理:将组装好的变压器本体进行油处理,包括注油、排气、静置等,以确保变压器内部油质清洁。
3. 调试:对变压器进行调试,包括空载试验、负载试验等,以检验变压器性能是否满足设计要求。
五、试验检测1. 外观检查:检查变压器外观,确保无损坏、变形等缺陷。
2. 绝缘性能检测:检测变压器绝缘性能,包括绝缘电阻、介质损耗角正切等,确保变压器绝缘性能符合要求。
3. 电性能检测:检测变压器电性能,包括空载损耗、负载损耗、短路阻抗等,确保变压器性能满足设计要求。

变压器制作资料变压器是一种将电能从一个交流电路传输到另一个交流电路的电器。
它通过电感耦合来改变电压和电流的比例。
制作变压器需要一些基本的材料和工具,下面是制作变压器的一些资料。
材料:1. 铁芯:可以使用硅钢片制作铁芯,因为硅钢具有较高的磁导率和较低的磁滞损耗。
2. 绕线:可以使用铜线或铝线作为绕线材料。
这两种金属具有良好的导电性能和适当的耐高温性能。
3. 绝缘材料:用于绝缘绕线和隔离铁芯的绝缘材料,如绝缘纸或绝缘漆。
4. 外壳:为了保护变压器并提高安全性,可以选择一个合适的外壳材料,如塑料或金属。
工具:1. 绕线工具:可以使用绕线机或手动绕线工具来完成绕线工作。
2. 焊接工具:用于连接绕线和连接绕线与引线的焊接工具。
3. 绝缘工具:用于剥离绕线末端的绝缘层的工具。
4. 测试工具:用于测试变压器的工作状态和性能的工具,如万用表或示波器。
5. 切割工具:用于切割铁芯和调整绕线长度的工具。
制作步骤:1. 准备铁芯:根据设计要求切割硅钢片,然后堆叠在一起以形成一个闭合的铁芯结构。
2. 绕线:使用绝缘纸或绝缘漆绝缘铁芯,并使用绕线工具将绕线缠绕在铁芯上。
根据设计要求绕制初级绕组和次级绕组。
3. 连接引线:使用焊接工具将绕线与引线连接起来,以便将变压器与电路连接。
4. 绝缘处理:使用绝缘材料覆盖绕线和引线,确保绝缘性能符合要求。
5. 安装外壳:根据需要选择一个合适的外壳材料,并根据变压器尺寸将变压器放入外壳中。
6. 完工检查:使用测试工具检查变压器的绝缘性能、电阻、电压变化等参数,确保变压器正常工作。
这些是制作变压器的基本资料和步骤,制作变压器需要一定的专业知识和技术,因此建议在制作变压器前咨询专业人士或参考相关资料。
制作一个变压器是一个相对复杂的过程,需要仔细的计划和准备。
以下是进一步的详细资料和步骤,以帮助您更好地理解变压器制造过程。
设计阶段:在制作变压器之前,首先需要进行设计。
设计包括确定所需的电压变比、功率容量和铁芯尺寸。
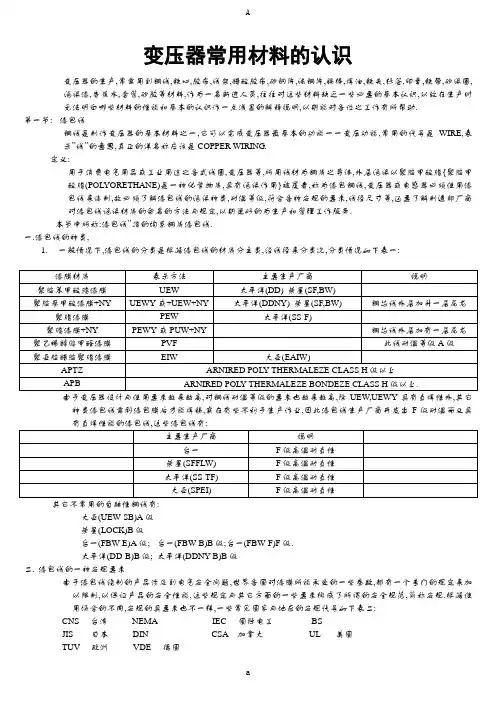
变压器常用材料的认识变压器的生产,常需用到铜线,铁心,胶布,线架,醋酸胶布,矽钢片,纯铜片,锡棒,焊油,铁夹,标签,印章,铁带,矽缘圈,绝缘漆,香蕉水,套管,矽胶等材料,作为一名新进人员,往往对这些材料缺乏一些必要的基本认识,以致在生产时无法明白哪些材料的性能和基本的认识作一点浅显的解释说明,以期能对各位之工作有所帮助.第一节: 漆包线铜线是制作变压器的基本材料之一,它可以完成变压器最基本的功能一一变压功能,常用的代号是WIRE,表示”线”的意思,真正的洋名称应该是COPPER WIRING.定义:用于消费电气用品或工业用途之各式线圈,变压器等,所用线材为铜质之导体,外层绝缘以聚胺甲酸脂{聚胺甲酸脂(POL YORETHANE)是一种化学物质,具有绝缘作用}被覆者,称为漆包铜线,变压器或电感器必须使用漆包线来缟制,故必须了解漆包线的绝缘种类,耐温等级,符合各种安规的要求,线径尺寸等,还要了解制造部厂商对漆包线绝缘材质的命名的方法与规定,以期更好的为生产和管理工作服务.本节中所称:漆包线”指的均系铜质漆包线.一.漆包线的种类,1. 一般情况下,漆包线的分类是根据漆包线的材质分主类,经线径来分类次,分类情况如下表一:由于变压器设计与使用要求越来越高,对铜线耐温等级的要求也越来越高,除UEW,UEWY具有直焊性外,其它种类漆包线需剥漆包膜后才能焊锡,实在有些不利于生产作业,因此漆包线生产厂商开发出F级耐温而又具其它不常用的自融性铜线有:大亚(UEW-SB)A级荣星(LOCK)B级台一(FBW-E)A级; 台一(FBW-B)B级;台一(FBW-F)F级.太平洋(DD-B)B级; 太平洋(DDNY-B)B级二. 漆包线的一种安规要求由于漆包线绕制的产品涉及到电气安全问题,世界各国对漆膜所能承受的一些参数,都有一个专门的规定来加以限制,以保证产品的安全性能,这些规定与其它方面的一些要求构成了所谓的安全规范,简称安规.根据使用场合的不同,安规的具要求也不一样,一些常见国家与地区的安规代号如下表二:CNS ---台湾NEMA--- IEC----国际电工BS-----JIS------日本DIN------ CSA---加拿大UL-----美国TUV----欧洲VDE----德国1. 美规线漆膜区分美规线最厚的是: QUAD 依TRIPLE 次HEAYY 遁最薄者: SINGLE 减美规线都是最外层加尼龙(C O A T I N G N Y L O N),习惯上称: QPN,TPN, HPN, SPN.2. 厘米制线漆膜的区分应用国家或地区主要有:台湾和日本.依最外层漆膜厚度分为: 0种线3层漆膜1种线2层漆膜2种线1层漆膜3种线最薄层膜漆膜等数可以参考下列标准代用:TPN=OUEW+NYHPN=1UEW+NYSPN=2UEW+NY四. 铜线的线径分类A. 美规线: 以号码来表示铜线线径的,铜线的线径对应于线号.具体表示法如下:@ AWG#38号@ AWG#24号一般美规之大小从AWG#00号~AWG#50号为止,即AWG#50号为最小,具体对应的线径请参考(铜线线号与线径对照表).B. 厘米制: 线径直接以裸径大小来规定线径之规格,具体表示方法如下:¢2.0mm,表示铜线直径为2.0mm, ¢1.5mm,表示铜线直径为1.5mm.¢1.2mm,表示铜线直径为1.2mm, ¢1.0mm,表示铜线直径为1.0mm. 等等值得注意的是: 在实际的测量中,往往会出现测量值比实际线径值要稍微大一点,这是正常现象,因为在标示线径时,并未含包膜厚度,实际测量时要加上漆膜厚度才是正确的测量值,具体是依铜线线种则定.五. 铜线漆膜颜色表示的意义在实际生产中,有时有多个绕组绕线,为了作业的方便和防呆需要,将铜线加以区分,如果有漆膜中加入各种颜色,就可以很方便的解决这些问题.标示这些铜线时,约定在铜线规格代号后加上颜色代号区分,方法为: 自然色(或称本色---金黄色)----N 红色-----R(Red) 绿色-------G(GREEN)蓝色-------B(BLUE) 黑色-----BLA(BLACK) 等等例: 0.25Φ 2UEWN---表示为: 直径为0.25mm自然色的2种漆膜铜线0.35Φ 2UEWR---表示为: 直径为0.35mm红色的2种漆膜铜线六. 铜线漆膜耐温等级和耐温等特性分类各种铜线耐温等特性见下表三.1. 圆型铁芯绕线时,要使用外层加有尼龙的漆包线.2. 必须使用客户SPEC,书规定的耐温度等级,例如.F级耐温的产品,不能用UEW的线去绕制.3. 若以1UEW 的铜线代用2UEW去绕制变压器时,必须考虑线包会不会过饱(BUILDING)问题.4. 铜线线径的代用,原则上以粗一点的铜线去代用细的一点铜线,但不可相差过大,代用时必须考虑到客户的要求,所以代用时最好取得客户承认方可.5. STRAND WIRE (多股绞线):依客户规格要求线种,线径,股数去绞线.例如:2UEW Φ0.1*20多股线不宜绞得太紧,以免漆包线龟裂.其绞数\英寸依客户要求,若列要求则依一般绞数(线径*股数,有一般性计算公式,厂商会自行调整.6. LITZ WIRE (多股线织线):严格区分多股线编织线(有一定比例股数),但现在在多已不区分,把STRAND WIREI当成LITZ WIRE 来称呼.7. USTC (丝包线): 很细的多股线外加丝线被覆,或多股线中加一条丝线,以增加强度而不易被拉断,目前客户用丝包线时,又含浸又凡立水,这样失去了丝包的意义,但只要客户喜欢就好.8. TEX—E :此为日本古河电工开发出来的一种三层绝缘漆包线,它的漆包膜厚度是一般2UEW线的3-5倍,可以承受较高的绝缘试验电压,因此经UL认可,用在次级时,与次级间可以省略档墙胶布,目前的已有该种线径有Φ0.2~Φ1.0等多种规格,该线在安规上的温度等级为E级,但也有用于B级产品上.使用TEX—E漆包线时,最困扰的一个问题是焊锡,因为它的三层绝缘漆膜要完全吃锡需较长的时间,故此有吃锡上方的漆膜上会呈现枯黄色,影响外观. 八. 铜线的外观检验一般漆包线的检查项目主要有如下几项:1. 线径2. 外观检查3.针孔试验4.拉力试验5.耐高压试验6.直焊性试验7.导体电阻试验等.1. 线径线径的检验一般依靠游标卡尺或镙微器来测量,漆包线之实际线径均与规格书要指明线径要组,因为规格书上标明的是指裸径而言的,这一点检验时必须明了,具体相差尺寸见页一之规定.另: 美规线(SWG)和英规线(AWG)是用线号代替线径的例如,SWG#20.具体意义见附表件(铜线线号与线径对照表.)2. 外观检查聚胺基甲酸脂类线之漆膜均匀被覆于导体表面,所烤成之漆膜不得有裂痕,瑕疵,绝缘应良好,其漆膜对铜线,纤维质材料不应含有害作用,且具体充分之耐久性.就整轴线用目视和手感施行检查,没有下列情形者为合格:A. 有伤痕B. 表面光滑不足不均匀,颜色不纯正.C. 于常温下线与线粘在一起D. 于常温下,漆膜易用手指甲括脱落.3. 针孔试验截取长度为6m之试料两条(或1条),经125℃加热十分钟后,浸入试验液中约5m,以试验液为正极,试料为负极,加以(表四)试验液配制: 将含3%酚太的酒精溶液数滴,滴于0.3%的食盐水中即成4. 拉力试验设标点距离250mm,以300mm\MIN 以下之张速度,线径0.08~0.09mm 之伸长率为10%,线径0.10~0.35mm 之伸长率为15%,然后以约5倍之放大镜检查导体,漆膜不得有裂痕现象为合格.5. 耐高压试验线径0.05mm 以上者须实施耐高压试验,取同一轴之铜线,以适当长度截取3根,将线对折,加以表五所示之拉力,在长度如表五所示之扭数,然后移去拉力,从线对折处剪成两条,于此两条线间,通以50Hz 或60Hz 之正弦交流电压,(表五)线架与底座是支撑线圈的骨体,再配以PIN(也有的线架没有PIN,而是用导线代替之).则形成了一个完整的支架,使变压器各出入线可以方便的缠焊在PIN 上,它的洋名是BOBBIN.一, 线架的种类: 根据变压器的绕线和设计使用的需要,线架可以分为EI 型\EE 型\EC 型\UU 型\EF 型\日字型\子母型\EEL 型\圆弧型等.二. 一般而言,线架正放置(PIN 朝下),左下脚为PIN1,然后顺时针方向标示之,依次为第2.3.4………..,一般制造厂家都会在PIN1上有所区别,例如: A. 斜角: PIN1 (图一)B. 沟槽: PIN1 (图二)7 5 图三(A)C. 不同PIN 距,第一PIN 比其它PIN 距要宽. PIN1见图三(A)3 5 图三(B) 第一PIN 比其它PIN 距要窄, 见图三(B) PIN1 D. 线架正立放置时,其顶端有一圆凸点之对应PIN 为第一PIN(如图四).图四E. 直接在PIN 旁标上数字表示.F. 线架两排PIN 数目不相同,PIN 少的一端且不对称边为第一PIN,顺时针为序,例如,一边为5PIN.一边为6PIN.也有少部分BOBBIN 没有任何可资识别者,在此情况下,绕线前应先把线架选择同一方的打白(或黑)点,以资区别,打点的方式有在PIN 侧,有在线架顶端(客户插件时容易识别).一般的情况下,客户在设计时都会注意到防呆措施,把不用的PIN,选择不对称的拔除,PC 板对应的位置不鐕孔,插件时就插不进去,以防止插错方向,烧掉PCB 板.2. 线架之PIN 的标示A. 顺时针计算方法,通常情况下,是采用此种方法计算的,:B. 并列标示方法就是从PIN1开始,计完第一排的PIN 后,再计第二排,以第一排PIN1所对应的PIN 开始计算的方法称之为并列标示方法.如图六:注意: 在使用线架时,特别注意客户规格书中标明的PIN 位,千万不可自行判定PIN 位,以免发生客户抱怨,弄巧成拙.C. 其它要知道的方法@, 客户懂得一般性公认的标示方法,但基于PCB 设计时,印刷电路布线时无法布线,所以PIN 位是根据实际需要来标示的,此时,应依客户的特别说明和规格书特别的注明的标示方法来认识即可.@. 客户不懂得一般性的分认的标示方法,只依有缠线的PIN 位来标示PIN 的数字顺序号,且有的从左边标示,有的从右边标示,此种情况下,应特别注意与实际的线架对照认识,并转换为公认标示法,写出作业指导书上,以免厂内产生困扰或弄错.@. 矽钢片型线架之PIN 位计算方法依规格书上标示之序号为准,尤其是引出线部分.三. 线架的材质,主要有三种:A. 电木线架, B. 塑胶线架, C. 尼龙线架, 各材质特性说明如下: A. 电木线架@, 电木线架是由电木粉经过注塑机高温射出成型的,不同制造厂商生产的电木粉有不同耐热性,浪注性和含水性图五1 8 9 16 图六1 8等,而且标示方法也不一样,例如: 住友电木粉有PM-9820 PM9630长春电木粉有T373 T357 T375杜邦电木粉有RE9087@. 以用得最多的长春电木粉来说明电木粉的耐热性,流注性,含水性如下:流注性: T373(好) -------T357 --------T375(最好)耐热性: T375(好) ---------T357 --------T373(最好)含水性: T375(少)----------T357 --------T373(多)因此,某些客户要求品质时,往往会对变压器进行环境试验,(可靠度试验),这时必须依客户要求指定使用某种电木粉成型的线架.并通知业务重新报价.B. 塑胶线架,塑胶线架分为黄色塑胶(PET)和白色塑胶(PBT)两种,PBT性质和PET基本上相似,只是耐温性更差而已.此种线架耐温性差,高温镀锡后,PIN会移位,造成PIN距不符,整PIN很困难,此种线架在插PIN处一般留有气孔,以利于焊锡时,可以更快的散热冷却,防止PIN移位,如图七:图七气孔洞C. 尼龙线架式NY-66尼龙线架的最大的好处就是韧性好,不易破碎,但绕线时随着绕线的张力,线架凹槽边缘会向外扩张.且耐性能一般,硬度和耐性能均会增加,价格相对而言好会较高.UL安规的重点在于防火,线架的选择要注意安全安规要求,目前常以线架厚度来决定安规等级,例如: T373材质为94V-1 .但在壁厚1.0mm以上时可以当成94V-0来用,大家都是这么认为的,姑且信之.四. 线架的选择一般变压器厂锡炉温度都很高.在420℃以上,为了减低镀锡后PIN移位现象,除非找不到客户要求尺寸的电木线架,万不得以才选用PET(或PBT)线架,很不幸非用PET(或PBT)线架时.应增加生产线工时,并告诉生产线,缠PIN只要不超过凸点时,缠线尽量不要压到最低下,以免镀锡时漆包线陷到线架内面.无法吃锡,为了使漆包线完全吃锡,延长镀锡时间而使PIN移位变形情况恶化.A, 选择PIN距与排距时必须符合客户规格要求,并注意尺寸必须有与铁芯配合臂长,积厚等.B. 在尺寸许可的范围内,尽量选择绕线时幅度略大者,以免布线时有一圈绕不下去的问题.五. 线架的试验线架检验主要有:外箱标示,外观尺寸,材质,耐温性,PIN数与PIN位,PIN承受拉力等.1. 外箱标示内容: 规格,数量,安规,厂商检验等2. 外观尺寸:线架高度,宽度,长度,槽深等各部位尺寸,PIN长,PIN距,PIN位,PIN直径,PIN排距等尺寸,PIN数是否相符,PIN是否松动,是否露铜,氧化,刮伤,倒角等,铁芯套入线架是否太紧或卡死,上下(立式线架)或左右(卧式线架)是否还有1.0mm以上的余裕间隙.3. 线架材质:是否为规格书要求材质(可从外观上简单的识别),各部位尺寸是否太大,影响作业,是否破损,成型不完全,射料不足,变形或污秽.4. 拉力试验, 线架结构是否能承受5KG(EI-30以上)或2KG(EI-30以下)压力,用手挤压是否容易断裂,PIN是否能够承受2KG拉力,拉PIN时有无PIN断和塑胶崩裂的情况.5. 耐压试验: 线架管壁厚度是否大于0.8(EI-30以上)或0.5MM(EI-30以下),能承受AC5KV 3mA或者AC4KV3mA之高压,尼龙线架加温180℃20分钟之后,用1KV 1mA高压试验时,不得击穿,电木线架加温180℃20公钟后,用1.2V 1mA高压试验时,不得有击穿现象.6. 耐温性,经锡炉450℃~500℃3秒钟镀锡,不否有掉PIN PIN红,塑胶碳化,爆裂,熔化,变形,PCB支架的,在400±20℃时,不可有变色的,铜皮不可脱落,白色塑胶线烘烤100℃4小时候,应无变色现象(这样对制程形有抑制作用).则耐温性良好.第三节, 铁芯铁芯从广义来讲,主要分为两种: 一种是低频变压器用的铁芯,如硅钢片和矽钢片等,一种是高频变压器用的铁芯,这种铁芯严格来说,应该叫磁芯更为贴切,它是由铁氧体磁粉经过高温烧结,处理而成的,通常,大家在工厂内所听到的铁芯,指的就是磁芯,而不含低频变压器用的铁芯,这只是习惯叫法,即然大家都这样叫,就姑且用之.铁芯的作用是增加磁场强度,形成磁回路的,之所以叫铁芯,主要是因为它是采用磁铁物质制造而成的.硅钢片和矽钢片是在一种软钢片中渗入一定比例的硅或矽的成份制造而成的,磁芯则是有氧化铁中按一定比例加入镍,锌或锰,锌等经高温烧结而成的,在本节以下的叙述中.铁芯指的就是磁芯.一. 铁芯的U值与使用频率范围铁芯因不同的烧结而成,不同的物质配比比例,可以烧结成各种不同性能参数的材料.一般来讲,镍锌系的铁氧体铁芯比锰气体铁芯的使用频率范围宽,U值是衡量铁芯性能的一个重要参数.U值越高,铁芯使用产频率范围就越小,例如:根据变压器设计和使用要求的不同,铁芯外形有多种多样,例如:EE型,EI型,EFD型,ET型,ER型,ETD型,UU型,环型,R型,(棒型) DR型(工字形),等1.铁芯的规格识别2.在实际使用中,铁芯的型线中往往含有铁芯的尺寸规格,如何识别呢?不妨来看一下实例:EE33铁芯---------表示EE型,长度为33MM的铁芯EFD25铁芯--------表示EFD型,长度为25MM铁芯ETD49铁芯--------表示ETD型,长度为49MM的铁芯DR9*12铁芯--------表示DR型(工字型),*为9MM.长度为12MM的铁芯.R6*30铁芯---------表示R型,*为6MM.长度为30MM的铁芯一般来讲长度均是如上图八所示的:L”尺寸,但实际上, 在型争光碌中都标示为”A”,只是为避免与讲义上相混淆,故以”L”表示之,单位为MM.DR R型I型型L L L(图八)B ( 图八)C (图八)D (图八)AB, 环形铁芯的表示方法一般有三种:(1) 外径*内径*高度(2) 外径*高度*内径(3) 只标示外径长度(此时长度大都以英寸为单位) (图九)例如: T106-26 (第三种表示方法) 内径外径材质即外径=1.06*25.4=26.92(mm)2. 铁芯的使用,代用与区分铁芯的代用应以特性相近者为原则,并非以高U值铁芯磨GAP.使电感值符合规格要求就能代用,因为铁芯使用不能简单的以初始导磁系数U值相同就可以代用,它还有矫顽磁力,磁通量等十几个特性参数,于变压器的使用特性的着非常重要的作用,这一点,应是品管人员和工程人员所认识和坚持的.A. DR-CORE属镍锌系列铁芯,除了材质以外,中径非常重要,DR-CORE加磁铁,一般用于LINERITY COIL或未加磁铁的CHOKE ,都不要随便中径的大小去代用,在LINERITY COIL会因中径(或磁铁)的改变而在加正负偏流时,无法达到需要的电感值,在CHOKE若改变中径,也许在静态测试时符合电感值,但插到机板上,实际使用时,可能因为功率数不足而影响使用要求,不可不慎重.B. 各种形状铁芯的使用特点* DR---“工”字形镍锌系列铁芯,如图八(b),在绕细线时,L值一般比绕粗线时要偏高.* R------属镍锌系列铁芯,如图八©,在绕粗线时,L值一般比绕细线时要偏低.* EIEEER形铁芯L值有高有低,随着材料的变化,但是,普遍认为EI形铁芯比EE形漏磁稍微要大,EE形铁芯比ER形漏磁又稍微大一点,因为ER形铁芯是圆形的,没有方角,比较符合磁力线的传输特点,相对地减少了磁传输过程中的损耗,提高了磁传输效率.* 空习形铁芯一般没有L值偏离的情况.注: 稍大的高频变压器铁芯研磨时,要单边研磨,且一定要靠PIN端.(除非客户有指定要求).3. 铁芯的检验铁芯的检验主要包含:A 外观与尺寸检验B,特性检验,检验内容有:A, 外观检验,外箱标示的生产厂商,材质,料号,规格,数量,生产日期与批号等,铁芯的长,宽,高,与内外径等尺寸,套入标准绕好线的线架上,铁芯与线包上下(立式)左右(卧式)要有1.0mm—3.0mm的活动间隙,立式的左右与中径还要有0.5mm—1.5mm的活动间隙,铁芯外观表面不可有裂痕,缺角,变形,表面要平整,铁芯接触要光滑,研磨不可有很深的纹路,不可有毛边,涂漆的铁芯不可有脱落,漆不均匀,内孔有毛边逢或太厚造成内径小等现象.B, 特性检验;依生产规格,套入标准线包测试L值,是否在半成品规格要求范围内,必要时,送样确认角芯的各种参数值和曲线圈是否符合使用要求.三.矽钢片1.依其含钢量多少而不同的材质,常用的有:ZII(M6)---Z类为方向性矽钢片,用手折时,感觉较柔软,且会有白色粉状物质出现,一般厚度为0.35mm.H类为非方向性矽钢片,主要有:H18.H20.H23…….H50.H60 等,(M18,M20.M23……..M50,M60)等.一般来讲,含钢量多的矽钢片(或硅钢片)重量比含钢量少的要重一些,矽钢片分为锻烧(褐色)与无锻烧(灰白色)两种.2.我们厂内常用的矽钢片厚度一般是0.35mm及0.5mm,使用在频率为50HZ-60Hz的电源变压器上,有时也有用到T0.1mm厚的矽钢片,其用途比较特殊,大都是是使用在飞机与轮船上,其频率为400HZ的电源变压器,价格比较高昂,设计也较特殊.3.矽(硅)钢片厚度越厚,它的过流损失就越大,温升也会越高.4.H50A与H50N矽钢片的区分,H50A为烧纯类,H50N为未烧纯类,H20与H50Z11矽钢片的区分,H20矽钢片用手折时感觉很软.H50矽钢片用手折时有如同断裂的感觉,而Z11矽钢片用手折时会掉下粉状的物质下来且感觉很软.第四节.胶布在变压器中,经常用到胶布,胶布的洋名是TAPE,也有的叫玛拉(MAYLAR),后者只是直接用它的基材名称的英文音译来表示而已.一,胶布的构成1.胶布的基材A.PE膜: 全称是POL YEATEN FILM,是日前用得最多的胶布,基材是MAYLAR FILM.B.EPOXY FILM环气树脂膜C.POL YIMIDE FILM聚亚胺基膜D.POL YIMIDE COMPQCITES聚脂复合膜E.PTFE FLVOROCARBON铁气龙F.GLASS CLOTH 玻璃纤维布G.ACETA TE CLOTH醋酸布(档墙)2.基材的厚度基材厚度是指不含背胶的部份,每种类型的胶布基本并不一致,以3M#1350胶布而言,其基材有1miL及2mil两种,1mil胶布含背厚度约0.06mm.2mil胶布背胶厚度纸为0.085mm.因此不要误解一般厚度为0.06mm的胶布为2mil胶布.3.胶布的背胶任何一种胶布都是由基材和背胶组成的,背胶的作用主要是帮助基材沾附于所贴合面上,通常背胶分为五种:A. RT---热固型橡胶B.ST---热固型矽利主康胶C. AT----热固型压克力胶D.A----压克力胶凡背胶胶系有”T’字者,为热固型胶系.RT型须经过120℃3H烘烤,背胶将凝固而使附着力增强,耐熔性与耐温性也增强,ST型须热固的温度更高,才能达到此效果,已不适应于变压器其它材料的烘烤温度,常用的胶布,背胶以3M与TERAOKA两家厂商的背胶较厚,1mil基材含有背胶约0.06mm,其余厂商的背胶厚度约0.05—0.055mm之间,因此在使用时,3M和TERAOKA胶布粘性较好.二, 胶布的使用A, 绝缘胶布: 3M#1350 . 3M#1318.---TERAOKA-----630F;MY9---四维.T49---天瑞; NITTO—31C,压敏.B.醋酸胶布: 3M#44. 3M#4418mil,----TERAOKA ---673FMTIL….MY3L-----天瑞----740NITTO----318C, 铁芯胶布: 热缩胶布---PPI#1113.SP—32焊点胶布----3M#10耐高温胶布---(CLASS. H) 3M#92三. 胶布的宽度1.原则上胶布的幅度在小数点以下,最小以0或0.5为单位,例如: 6.0mm:6.5mm;7.0mm;7.5mm….23.5mm2.绝缘胶布的宽度=>线架沟槽宽度,绕线幅度因包红绝缘胶布而有一个拉力,实际上大于线架幅宽0.5mm,当线包很胖时,外层胶布宽度应大于1.0mm,以避免漆包线与档墙外露.3.档墙胶布的宽度要依规格规定的宽度,因为它牵涉到安规的沿面距离(CREEPAGE DIS-TANCE),厂商能提供的尺寸在W=3.2mm上者,可以接受±0.3Mm-0MM,也就是说,规格规定挡墙胶布为 3.2mm时,只能适用3.2~3.5mm,不可用3.1mm以下者,宽不影响排线.四. 胶布的检验和其它材料一般,胶布的检验包含:外观尺寸耐温性,耐熔济性,耐凡立水,耐高压等内容.A.外观尺寸:外箱标示,安规认可,规格,颜色,厂商,数量,料号等.B.耐温性能:取一试片,贴在铜片上,以12KG重的滚轮来回滚压一次,再放入已设定的105℃温度的烤箱中,经15~20分钟后,拿出冷却,撕下时铜片上应不以残留有粘胶为合格.C.耐熔济性:将耐温试验后的试片,浸入甲苯,丙酮熔液中,粘胶应不会脱离基材而熔解.D.耐凡立水:将试片直接浸入各类型的凡立水中1小时后,观察粘性不应有脱离基材之现象.E.耐高压性:取100mm试片3-5片,互相重叠在一起,(相叠处应宽3mm以上),依CTMD876所规定的方法,以500V\秒的升压速度加电压天试片,在破坏时读取其读数不应低于4.5V高压.F.胶布轴是否平整,各点是否一致,胶带是否有皱纹,是否易断裂,被胶是否均匀.有无脱胶现象.第五节. 套管变压器使用套管的目的,在于增加初次级绕组间的绝缘强度,以符合安规要求,或作为飞线或跨线,使其它元件能够有不影响连接的情况下,形成跨接或飞线状态.一. 套管的种类A, PEFT套管---亦即铁气龙套管,全称应是。
变压器材料变压器材料是指用于制造变压器的材料,主要包括磁性材料、导电材料和绝缘材料等。
磁性材料是变压器重要的基本材料之一,它的主要作用是在交变电磁场中产生磁感应强度,以实现能量的传递。
目前常用的磁性材料主要有硅钢片、铁氧体和铁镍合金等。
硅钢片是制造大型变压器中常用的涂层硅钢片,具有低磁阻、高导磁性和低损耗的特点,能够有效地降低变压器的铁损。
铁氧体是一种具有高导磁率、高饱和磁感应强度和低损耗的陶瓷材料,主要用于制造中小功率的变压器和高频变压器。
铁镍合金是一种具有低磁导率和高磁饱和度的合金材料,适用于制造特殊要求的变压器和电感器。
导电材料主要用于制造变压器的线圈,用以传导电能。
常用的导电材料主要有铜和铝。
铜具有良好的导电性能和机械强度,能够满足变压器的要求,但价格较高。
铝具有良好的导电性能和较低的价格,适用于一些中小功率的变压器。
绝缘材料是用于绝缘变压器的各种部件,以阻止电流通过的材料。
常用的绝缘材料主要有绝缘纸、绝缘胶木、绝缘漆和绝缘胶带等。
绝缘纸是制造低压绝缘部件的主要材料,具有较低的介电损耗和较高的绝缘强度,能够在变压器的工作温度下保持稳定。
绝缘胶木是一种由木材制成的绝缘材料,广泛用于低压和中压变压器的绝缘零件。
绝缘漆和绝缘胶带是用于覆盖和保护变压器的绝缘部件,能够提高其绝缘性能。
除了上述材料,变压器还需要使用一些辅助材料,如密封材料、填充材料和冷却材料等。
密封材料主要用于变压器的密封部分,以防止湿气和污染物进入变压器内部。
填充材料用于填充变压器的内部空隙,提高绝缘和机械强度。
冷却材料主要用于变压器的冷却部分,以散热降温,保障变压器的正常运行。
综上所述,变压器材料是多种材料的复合应用,需要根据不同性能和需求综合选用,以保证变压器的正常运行和安全可靠。
一、变压器简介各种电子装备常用到变压器,作用是提供各种电压确保系统正常工作;提供系统中以不同电位操作部份得以电气隔离;对交流电流提供高阻抗,但对直流则提供低的阻抗等。
变压器除了能够在一个系统里占有显着百分比的重量和空间外,另一方面在可靠性方面,它亦是衡量因子中的要项。
对不同类型的变压器都有相应的技术要求,可用相应的技术参数表示。
如电源变压器的主要技术参数有:额定功率、额定电压和电压比、额定频率、工作温度等级、温升、电压调整率、绝缘性能和防潮性能、频率特性、非线性失真、磁屏蔽和静电屏蔽、效率等。
1.变压器分类按工作频率分类,可分为以下几种:工频变压器:工作频率为50或60Hz;中频变压器:工作频率为400~1000Hz;音频变压器:工作频率为20~20kHz;超音频变压器:工作频率为20~100kHz;高频变压器:工作频率为20~100kHz 以上。
2.电压比当变压器两组线圈圈数分别为N1和N2时,且N1为初级,N2为次级,则在初级线圈上加一交流电压,在次级线圈两端就会产生感应电动势。
当N2>N1时,其感应电动势要比初级所加的电压还要高,这种变压器称为升压变压器:当N2<N1时,其感应电动势低于初级电压,这种变压器称为降压变压器。
初级次级电压和线圈圈数间的关系为:式中n 称为电压比(圈数比)。
当n<1时,则N1>N2,V1>V2,该变压器为降压变压器。
反之则为升压变压器。
3.变压器的效率在额定功率时,变压器的输出功率和输入功率比值叫做变压器的效率。
当变压器的输出功率P2等于输入功率P1时,效率η等于100%(理想的情况),变压器将不产生任何损耗,但实际上变压器传输电能时总要产生损耗,这种损耗主要有铜损和铁损。
铜损是指变压器线圈电阻所引起的损耗。
当电流通过线圈电阻发热时,一部分电能就转变为热能而损耗。
由于线圈一般都由带绝缘的铜线缠绕而成,因此称为铜损。
变压器的铁损包括两个方面,一是磁滞损耗,当交流电流通过变压器时,通过变压器磁心磁力线其方向和大小随之变化,使得磁心内部分子相互摩擦,放出热能,从而损耗了一部分电能。
制作变压器所需的材料
1、铁心材料:
变压器使用的铁心材料主要有铁片、低硅片,高硅片,的钢片中加入硅能降低钢片的导电性,增加电阻率,它可减少涡流,使其损耗减少。
我们通常称为加了硅的钢片为硅钢片,变压器的质量所用的硅钢片的质量有很大的关系,硅钢片的质量通常用磁通密度B来表示,一般黑铁片的B值为6000-8000、低硅片为9000-11000,高硅片为12000-16000。
2、绕制变压器通常用的材料有
漆包线,沙包线,丝包线,较常用的漆包线。
对于导线的要求,是导电性能好,绝缘漆层有足够耐热性能,并且要有一定的耐腐蚀能力。
一般情况下较好用Q2型号的高强度的聚脂漆包线。
3、绝缘材料
在绕制变压器中,线圈框架层间的隔离、绕阻间的隔离,均要使用绝缘材料,一般的变压器框架材料可用酚醛纸板制作,层间可用聚脂薄膜或电话纸作隔离,绕阻间可用黄腊布作隔离。
4、浸渍材料:
变压器绕制好后,还要过较后一道工序,就是浸渍绝缘漆,它能增强变压器的机械强度、提高绝缘性能、延长使用寿命,一般情况下,可采用甲酚清漆作为浸渍材料。
变压器几乎在所有的电子产品中都要用到,它原理简单但根据不同的使用场合(不同的用途)变压器的绕制工艺会有所不同的要求。
变压器的功能主要有:电压变换;阻抗变换;隔离;稳压(磁饱和变压器)等,变压器常用的铁心形状一般有E型和C型铁心。
第1篇一、引言变压器是电力系统中不可或缺的设备,其作用是将高压电能转换为低压电能,以满足各类用电设备的需要。
随着我国电力工业的快速发展,变压器制造技术也得到了长足的进步。
本文将从变压器制造工艺的各个方面进行详细介绍,包括材料选择、结构设计、制造过程、质量控制等。
二、材料选择1. 硅钢片:硅钢片是变压器铁芯的主要材料,其性能直接影响变压器的损耗和效率。
优质硅钢片应具备以下特点:低损耗、高导磁率、良好的机械性能和耐腐蚀性。
2. 铝或铜:变压器绕组通常采用铝或铜作为导线材料。
铝具有重量轻、成本低、导电性能好等优点,但机械强度较差;铜具有较高的导电性能和机械强度,但成本较高。
3. 绝缘材料:绝缘材料是保证变压器正常运行的重要部分,包括绝缘纸、绝缘漆、绝缘油等。
绝缘材料应具备良好的绝缘性能、耐热性能、耐油性能和耐老化性能。
4. 其他材料:变压器制造过程中,还需要使用各种辅助材料,如绑带、垫圈、螺栓等,这些材料应具备良好的机械性能和耐腐蚀性。
三、结构设计1. 铁芯:铁芯是变压器的磁路部分,由硅钢片叠压而成。
铁芯结构设计应满足以下要求:高导磁率、低损耗、良好的散热性能。
2. 绕组:绕组是变压器的电路部分,由导线绕制而成。
绕组设计应满足以下要求:足够的导电性能、良好的绝缘性能、合理的几何尺寸。
3. 外壳:外壳是变压器的保护部分,通常采用钢板或铸铁制成。
外壳设计应满足以下要求:足够的强度、良好的密封性能、便于安装和维护。
四、制造过程1. 铁芯制造:首先将硅钢片剪切成所需尺寸,然后进行叠压,叠压过程中应注意硅钢片的清洁和整齐。
叠压完成后,进行去毛刺、校平、涂漆等工序。
2. 绕组制造:根据设计图纸,将导线绕制在绕线机上,绕制过程中应注意线圈的均匀性、绝缘层的厚度和绝缘性能。
3. 组装:将铁芯、绕组、外壳等部件进行组装,组装过程中应注意各部件的尺寸和位置,确保变压器结构的稳定性。
4. 热处理:对变压器进行热处理,以提高其机械性能和耐腐蚀性能。
变压器原材料变压器是电力系统中常见的电气设备,它可以将电压从一种电压级别转换到另一种电压级别。
而变压器的性能和质量很大程度上取决于其原材料的选择和使用。
在变压器的制造过程中,原材料的选择至关重要,下面我们就来详细了解一下变压器的原材料。
首先,变压器的主要原材料之一是硅钢片。
硅钢片是变压器铁芯的主要材料,它具有低磁滞、低损耗和高导磁性能的特点。
这些特性使得硅钢片成为制造变压器铁芯的理想材料。
在选择硅钢片时,需要考虑其磁导率、损耗和饱和磁感应强度等性能指标,以确保变压器的高效运行。
其次,绕组材料也是变压器的重要原材料之一。
绕组材料通常采用漆包线或漆包铜线,它们具有良好的导电性能和绝缘性能。
漆包线是一种以聚酰胺表面涂覆有绝缘漆的铜线,它能够有效地防止线圈之间的短路和绝缘击穿。
漆包线还具有良好的耐热性和耐腐蚀性,适用于变压器长期稳定运行的要求。
另外,变压器的绝缘材料也是至关重要的原材料。
绝缘材料通常采用绝缘纸、绝缘胶带和绝缘漆等。
这些材料能够有效地阻止电流的泄漏和绝缘击穿,保证变压器的安全稳定运行。
在选择绝缘材料时,需要考虑其耐压强度、耐热性和耐腐蚀性等性能指标,以确保变压器在高压、高温环境下仍能可靠运行。
此外,变压器的外壳材料也是制造过程中不可忽视的原材料。
外壳材料通常采用钢板或铝合金板,它们具有良好的机械强度和耐腐蚀性能。
外壳材料的选择需要考虑其防护等级、防腐蚀性和外观要求,以确保变压器在恶劣环境下仍能安全可靠地运行。
总的来说,变压器的原材料选择对于其性能和质量至关重要。
硅钢片、绕组材料、绝缘材料和外壳材料是变压器制造过程中不可或缺的材料,它们的选择直接影响着变压器的工作效率、安全性和可靠性。
因此,在变压器制造过程中,需要严格控制原材料的质量,确保其符合设计要求,以保证变压器的高效稳定运行。
变压器原材料的认识第一章:铜线(W IRE)1、美国安规线漆膜的区分最厚的是QUAP(最厚的)、TRIPCE、HEAYY、SINGLE(最薄)美规线加尼龙标示为QPN、TPN、HPN、SPN,2、铜线线径分类:A、漆包线种分0UEW;1UEW;2UEW;3UEW(数字越大漆包膜越薄),一般按常规代用,漆膜厚的可以代用漆膜薄的,但漆膜薄的不可以代用漆膜厚的。
(如:0UEW可以代用1UEW,但1UEW不可以代用0UEW);线种后面加NY的表示漆膜外层多加一层尼龙,加尼龙的WIRE不可以代用不加尼龙的(如OUEN+NY表示O 种线加尼龙),加尼龙WIRE代用一定要同时也加尼龙的(如1UEN+NY可代用2UEN+NY的,也就是漆膜厚的可代用漆膜薄的)。
B、美规线以号码来表示线的线径,如:AWG#38-AWG#24。
一般美规线大小从AWG#100-AWG#50为线径最小,具体对应线径参照线径,线号对号表。
C、漆包线是直接从裸线大小来规定线径之规格,0.2mm表示铜线直径为0.2mm,值得注意的是在实际测量中往往会出现测量值比实际值稍微大一些,这是正常现象,因为在实际标示时,并未含漆膜厚度,实际测量中需加上漆膜厚度才是正确的测量值。
3、线的颜色一般有:绿色:GREEN 红色:RED 蓝色:BLUE 黑色:BLACK NA TVRE:自然色(本色、黄色)4、道体电阻试验方法:取1米之铜线,在常温下(25℃),其电阻不得超出线号表之标准。
(查看线号表)5、针孔实验方法:实验液的配制:30%酚酞、0.3%食盐、酒精数滴加于水中,取长度约5米之铜线,先经加热处理125℃/10分钟,浸入试液中,以12V之直流电压1分钟后,如发现有气泡冒出或有紫色雾状冒出时,表示针6、直焊性实验方法:取适当长度试料3条,分别浸入380℃±5℃锡炉中10CM压下表所示时间后取出,7、耐压试验方法:取适当长度之WIRE 3根,将3根WIRE扭绞合后,耐压机之电流调为0.5MA,所承受三层绝缘线不管线径大小,承受耐压均为5000V AC1mA1SEC。