非对称一模两腔注塑模浇注系统平衡优化
- 格式:docx
- 大小:85.86 KB
- 文档页数:5
基于Moldflow 软件的型腔各异模具流动平衡优化洪剑城(四川大学高分子科学与工程学院,成都 610065) 摘要 采用Moldfl ow 6.1的填充分析模块和流道平衡模块,分析型腔各异模具的不平衡流动。
发现优化流道截面尺寸,流动不平衡率仅从28.16%降为20.88%,而同时调整型腔布局和优化流道截面尺寸,能将流动不平衡率从28.16%降为1.16%。
结果表明,当熔体流动不平衡率较大时,应首先考虑调整型腔布局,再结合调整流道截面尺寸、浇口等因素使之达到流动平衡;型腔布局对熔体的平衡流动起着重要作用。
关键词 Moldfl ow 型腔 流动平衡 布局 20世纪70年代以来,随着计算机技术的迅猛发展和普及,注射模CAD /CAE 技术也随之推广。
注射模CAD /CAE 技术的发展和应用使模具设计、加工的成本大大降低,效率则成倍提高,该技术的重要作用已得到充分的认可。
其中以Moldfl ow 软件的应用最具代表性,它不仅能够模拟分析热塑性塑料熔体注入模具的流动过程,而且可以对注塑的浇口位置、压力分布、冷却过程及注射工艺条件等进行模拟分析[1]。
注塑机大批量生产中,由于剪切作用使一模多腔模具常用的“自然均衡”流道产生明显的不均衡现象[2],以及大众追求个性导致小批量注塑的逐渐增加,使型腔各异多腔模具的应用得到迅速发展。
如果塑料熔体能够同时到达并充满模具的各个型腔,则称该熔体流动是平衡的。
在一模多腔或者组合型腔的注射成型过程中,熔体在浇注系统中流动的平衡问题是十分重要的。
浇注系统的不平衡流动可能导致许多成型缺陷,如飞边、短射、制件密度不均匀、气穴和产生过多熔接痕等[3]。
平衡的浇注系统不仅可以保证良好的制件质量,而且可以保证不同型腔内制件质量的一致性[4]。
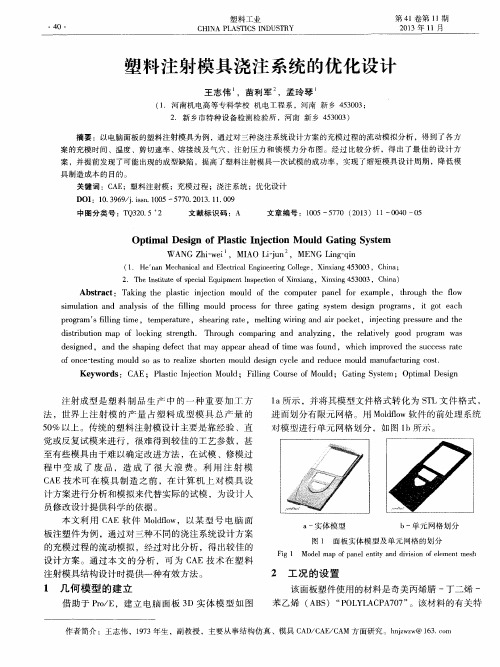
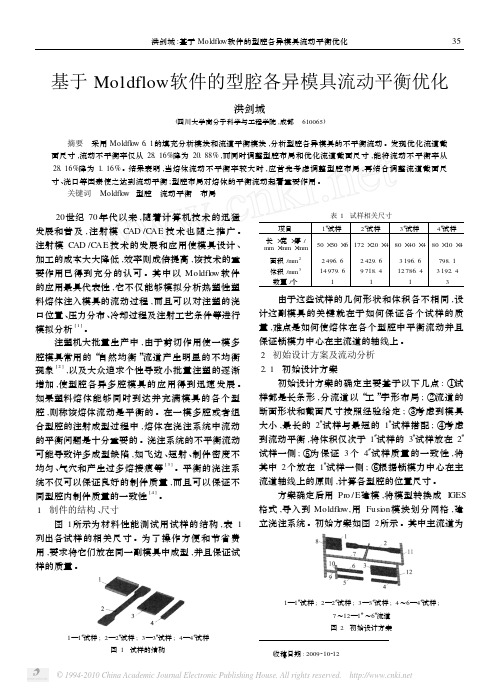
1 制件的结构、尺寸图1所示为材料性能测试用试样的结构,表1列出各试样的相关尺寸。
为了操作方便和节省费用,要求将它们放在同一副模具中成型,并且保证试样的质量。

确保注塑模具加工实际生产中浇口系统的平衡
(1)首先将各浇口的长度、宽度和厚度加工成对应相等的尺寸。
(2)试模后检验每个型腔的塑件质量,特别要检查一下晚充满的型腔其塑件是否产生补缩不足所产生的缺陷。
(3)将晚充满、有补缩不足缺陷型腔的浇口宽度略微修大。
尽可能不改变浇口厚度,因为浇口厚度改变对压力损失较为敏感,浇口冷却固化的时间也会前后不一致。
(4)用同样的工艺方法重复上述步骤直至塑件质量满意为止。
在上述试模的整个过程中,注射压力、熔体温度、模具温度、保压时间等成形工艺应与正式批量生产时的工艺条件相一致
文章《确保注塑模具加工实际生产中浇口系统的平衡》由注塑模具分享,欢迎大家相互交流学习。

注塑机作业中的模腔设计与流道系统优化注塑机是一种广泛应用于塑料制品生产行业的设备,它通过加热、熔融并压力注入塑料原料到模具中,以制造各种塑料制品。
在注塑机的作业过程中,模腔设计和流道系统的优化是关键的因素之一。
本文将重点讨论注塑机作业中的模腔设计与流道系统的优化方法和技术。
一、模腔设计模腔设计是注塑机作业中的重要环节,它直接关系到最终产品的质量和产量。
一个优秀的模腔设计应该考虑以下几个方面:1.1 模腔结构设计模腔结构的设计要考虑到产品的形状、尺寸以及成型工艺的要求。
合理的模腔结构可以有效地防止产品变形和缺陷的产生,提高成型的成功率。
1.2 模腔材料选择模腔材料的选择直接关系到产品的表面质量和寿命。
通常情况下,模腔应该选择具有高硬度和耐磨性的材料,例如工具钢或硬质合金。
这些材料能够有效地抵抗注塑过程中的高温和高压,减少磨损和变形的风险。
1.3 模腔冷却系统设计模腔冷却系统的设计是为了有效地控制模具温度,以防止产品变形和缺陷的产生。
一般来说,模腔冷却系统应该采用合理的布局和适当的冷却介质,例如水或油,以确保冷却速度和效果的均衡性。
1.4 模腔排气系统设计在注塑过程中,气体的排除是非常关键的。
模腔设计应该考虑到排气系统的设置,以确保在注塑过程中可以及时有效地排除气体,避免产品表面产生气泡或瑕疵。
二、流道系统优化流道系统是指将熔融的塑料原料从注塑机的喷杆输送到模具中的管道系统。
流道系统的优化可以有效地提高产品成型的质量和生产效率。
2.1 流道截面设计流道截面的大小和形状对产品的成型质量有很大的影响。
通常情况下,流道截面的设计应符合原料的流动特性和注塑机的工作参数。
合理的流道截面设计可以减少熔料在流道中的压力损失和流动阻力,提高注塑过程的稳定性和效率。
2.2 流道长度设计流道长度的设计应根据模具的结构和尺寸来确定。
过长或过短的流道长度都会影响产品的成型质量。
流道长度过长可能导致注塑过程中的熔料失去温度和熔融性,从而影响产品的表面质量和尺寸精度。

非对称边界的注塑模充填模拟
王利霞;申长雨;陈静波;刘春太
【期刊名称】《力学与实践》
【年(卷),期】2001(023)003
【摘要】研究了注塑充填阶段非对称模温的影响,在整个型腔厚度上分析型腔内的流动,利用混合有限元/有限差分法求解方程,并采用控制体积法跟踪熔体前沿.
【总页数】4页(P13-16)
【作者】王利霞;申长雨;陈静波;刘春太
【作者单位】郑州工业大学橡塑模具国家工程研究中心,;郑州工业大学橡塑模具国家工程研究中心,;郑州工业大学橡塑模具国家工程研究中心,;郑州工业大学橡塑模具国家工程研究中心,
【正文语种】中文
【中图分类】O3
【相关文献】
1.非对称一模两腔注塑模浇注系统平衡优化 [J], 金丹
2.注塑模充填过程动态模拟 [J], 王利霞;刘春太
3.注塑模三维非稳态冷却模拟的变通边界元法 [J], 余华刚;肖景容
4.模拟任意曲线边界型腔充填过程的SOLA—MAC方法 [J], 王云华;高志强
5.不同边界条件下消失模铸造泡沫珠粒射料充填数值模拟研究 [J], 姜俊侠;吴志超;陈立亮;郝静
因版权原因,仅展示原文概要,查看原文内容请购买。
多型腔热流道注射模的浇注平衡分析作者:上海克朗宁技术设备有限公司王建华来源:现代塑料在一模多腔的注塑成型中,保持塑料熔体在浇注系统中的流动平衡性十分重要。
这直接影响到各型腔的填充时间、注射和保压压力,以至体积收缩率的均衡性,进而影响产品的质量。
然而,对于冷流道模具的热流道改造,由于模具的模板尺寸、型腔布置和浇口位置都已经固定,要实现自然的平衡流道系统设计已不可行。
因此,流道设计仍考虑为非平衡式流道布置,但这又势必会影响产品的质量。
如何在这种流道系统的设计中实现平衡浇注对于模具制造商而言非常关键。
近年来,许多模具制造商开始应用热流道技术,并在模具设计中预先使用Moldflow软件进行模拟分析,极大地提高了模具设计的效率和准确性。
本文以克朗宁公司改造一具拥有18模腔的瓶盖热流道注射模为例,深入分析了Moldflow 软件在优化流道设计,尤其是改善浇注平衡方面的应用。
针对该注射模从主流道到各型腔的流道长度均不相等的特点,克朗宁公司通过利用Moldflow软件优化流程中各段流道的直径,使塑料熔体从主流道进入各型腔的压力降保持相等,从而保证了熔体能够同一时间充满各型腔,实现了各个型腔制品的平衡浇注成型。
流道直径的初步设计首先,根据各浇口位置和型腔的布局,确定了如图1所示的流道分布。
然后,根据物料的特性、单个型腔的注射量和浇口位置等参数,确定相应的热流道分喷嘴的流道直径为6mm,并由此确定第二层分流道的直径也为6mm。
图1 热流道浇注系统的布置情况(其中,1-主流道喷嘴;2-第一层分流道;3-两层分流道间的中央连接流道;4-两层分流道间的两侧连接流道;5,6-第二层两侧分流道;7,8-第二层中间分流道;9-顶针式喷嘴和浇口)一般,在热流道模具中,熔体与流道壁面的热交换和流道截面所产生的摩擦热非常少,因此熔体因温度变化而导致的黏度变化相比冷流道系统也较小。
因此,在流动分析中,按熔体在各流道中剪切应力不变的理论,可以得到各级流道直径的计算式(如下述方程所示):式中,N——流道的分叉数;di——上游流道的直径,mm;di+1——下游流道的直径,mm。
第38卷第8期 2015年8月合肥工业大学学报(自然科学版)JOURNALOFHEFEIUNIVERSITYOFTECHNOLOGYVol.38No.8 Aug.2015 收稿日期:2014‐06‐27基金项目:教育部科学技术研究重大资助项目(311025)作者简介:周 香(1988-),女,湖南隆回人,合肥工业大学硕士生;陈文琳(1963-),女,安徽安庆人,博士,合肥工业大学教授,硕士生导师.doi:10.3969/j.issn.1003‐5060.2015.08.007注塑成型中一模两腔流道平衡优化设计周 香, 陈文琳, 王晓花(合肥工业大学材料科学与工程学院,安徽合肥 230009)摘 要:具有配合关系的2个塑件一模两腔注塑成型时,容易产生填充、压力及温度不平衡等问题。
文章通过理论计算和实验相结合的方法,分析了玩具电脑A、B面壳成型中存在的翘曲、飞边等缺陷,采用浇口平衡设计理论和有限元变截面法对该浇注系统进行优化设计。
模拟结果表明,充填时间不平衡率控制在0畅61%,充填压力不平衡率控制在3畅87%,且翘曲值有所减小。
优化后塑件缺陷分析结果表明,塑件飞边得到解决,翘曲有明显改善,从而说明流道平衡对改善塑件质量有较好的效果。
关键词:一模两腔;浇注系统;有限元;流道平衡;塑件质量中图分类号:TQ320畅662 文献标识码:A 文章编号:1003‐5060(2015)08‐1036‐05Runnerbalanceoptimizationdesignindouble‐cavitymoldinjectionZHOUXiang, CHENWen‐lin, WANGXiao‐hua(SchoolofMaterialsScienceandEngineering,HefeiUniversityofTechnology,Hefei230009,China)Abstract:Thetwoplasticpartswithcooperativerelationshipareapttotheproblemssuchasunbal‐ancedfilling,pressureandtemperatureindouble‐cavitymoldinjectionprogress.Inthispaper,thedefectsoftoycomputerAandBshellsformingincludingwarpandflasharediscussedthroughthecombinationoftheoreticalcalculationandexperimentalmethod.Furthermore,thedesigntheoryofrunnerbalanceandthefiniteelementmethodofvariablesectionareappliedtooptimizingthegatingsystem.Thesimulationresultsshowthatthefillingtimeimbalancerateandthefillingpressureimbal‐ancerateshouldbecontrolledat0畅61%and3畅87%respectively,andthewarpvaluedecreasestoacertainextent.Finally,thepartsdefectsareanalyzedthroughoptimizedexperiment.Theresultsshowthatplasticflashissolvedandthewarpisimprovedsignificantly,whichindicatesthatrunnerbalancehasgoodeffectinimprovingthequalityofplasticparts.Keywords:double‐cavitymold;gatingsystem;finiteelement;runnerbalance;plasticpartquality 一模多腔模具结构是一种能充分利用生产力资源,减少模具数量,提高企业生产效率和经济性的模具形式,在小型塑件、配合塑件及颜色相同塑件上具有广泛的应用。
非对称一模两腔注塑模浇注系统平衡优化作者:金丹
来源:《时代汽车》 2017年第21期
摘要:利用CAE分析技术,以盖板和透镜两独立零件为研究对象,运用Moldfolw软件对组合型腔的填充过程进行了分析,查看了浇注系统的不平衡程度。
依据对初步方案进行填充分析
的结果,了解了初步方案的不平衡状况,并就此结果对初步的浇注系统设计方案进行了平衡分析,并得到了优化后的设计方案,从最终结果可以看出,腔体内的熔体流道的不平衡得到了明
显的改善,两侧型腔内的压力差也有明显降低,为获得质量可靠的产品打下了基础。
关键词:浇注系统;非对称;CAE分析;平衡优化
非对称一模两腔注塑模是指将两个独立的产品在同一模具中进行布局设计。
而在多模腔设计,通常是采用单个产品进行对称布局,从而实现一模两腔或者一模多腔的设计,加快生成效率。
而对于不同的独立产品,由于结构的不对称性,使得熔体在型腔内流动不平衡,从而导致
产品出现质量缺陷。
本文研究重点在于解决产品结构非对称性导致的填充过程的不平衡。
针对该问题,利用
CAE分析技术,通过Moldflow软件对模具填充过程进行模拟,分析出了浇注系统的不平衡程度,并且对流道进行了平衡优化,得到了一个流道平衡性比较理想的设计方案。
1塑件结构分析
盖板和透镜的结构分别如图1和图2所示,两产品均采用PC材料制成,PC材料透明无色,并具有较好的韧性和强度。
其中,盖板为薄壁类零件,其总长度约为230mm,壁厚约为1.5mm,最大宽度约为40mm,总体积约为12967mm3,塑件的整体尺寸不大但结构也较为复杂。
在塑件的外壁有多个凸起的小圆台,并且有侧槽。
透镜为曲面零件,其结构较简单,总体积约为
9257mm3,最大长度约为75mm,最大宽度约为45mm,厚度约为 2.5mm,虽然塑件整体结构简单,但是塑件为外观件,要求具有较好精度,且表面光洁,无缩孔、飞边及毛刺。
2模型的前处理及浇口位置分析
初步确定产品的型腔布局和分型面后,对其进行网格划分,并对网格缺陷进行修复,使其
达到分析要求。
首先确定工艺参数,两塑件均采用PC材料制成,其熔体温度范围设置为250。
C,模具表
面温度设置为700C,设置分析方案为浇口位置分析,对两塑件的浇口位置进行独立分析,浇口
匹配性结果如图3和图4所示,两塑件的最佳浇口位置基本位于塑件中心附近。
3初步的浇注系统设计方案
组合型腔的初步设计方案如图5所示,其中浇口类型为侧浇口,主流道上端直径为 3.5mm、下端直径为5mm,分流道直径为5mm。
4初步方案的充填分析
在初步浇注系统方案确定以后,需要对初步浇注系统方案进行填充分析。
在分析完成之后,重点查看充填时间和速度压力切换时的压力两项结果,其内容如下:
4.1充填时间
熔体在流道内的流动是否平衡可以由充填时间反映出来,当左右两个型腔同时充满时,平
衡性最好,如图6所示,其中透镜在0.8528s完成充填,而盖板在1.706s完成充填,其时间差为0.8532s,如此大的时间差会导致左右两侧型腔内的压力不平衡,从而使塑件产生缺陷。
4.2速度,压力切换时的压力
如图7所示,在速度/压力切换时,最大压力位置是浇口位置,其最大压力达到了167MPa,由于右侧透镜在0.85s左右就被充满,从而导致在接下来的充填过程中,右侧型腔一直处于保
压状态,这种过度的保压会使塑件产生缺陷。
经过对浇注系统初步设计方案进行分析之后,将分析结果进行总结:
(1)左右两侧型腔被充满的时间差较大,熔点流动不平衡,左侧盖板的型腔充满时间为
1.706s,而右侧透镜的型腔充满时间为0.8528s,其时间差为0.8532s,希望对初步方案进行优化,将不平衡导致的时间差控制在0.5s以内。
(2)在速度/压力切换时,左侧盖板的型腔内的压力约为83.48MPa,右侧透镜的型腔内的
压力约为125.2MPa,希望对初步方案进行优化,将左右两侧压力差控制在lOMPa以内。
5初步方案的优化设计
设定好分析模型后,将分析序列设置为流道平衡,并对工艺参数进行设置。
在完成了工艺
参数的设置之后,即可进行分析计算。
分析计算完成之后,在分析结果中,包括两个内容,分别是流道结构及尺寸的优化结果和
填充分析结果,分析结果如下:
5.1 优化后的浇注系统结构及流道尺寸
优化后的组合型腔浇注系统如图8所示,其中左侧型腔改为双浇口,主流道尺寸没有变化,下端直径为5mm。
分流道的三个部分尺寸分别为:连通左侧盖板型腔的部分直径为5mm,中间部分直径为5mm,连通右侧透镜型腔的部分直径为3.8mm。
5.2填充分析结果
充填时间分析结果如图9所示,经过流道平衡优化后,结果在充填时间上是比较理想的,
其中左侧盖板在1.534s完成充填,右侧透镜在1.150s完成充填,不平衡导致的时间差仅为
0.384s,流动的不平衡性得到了明显的改善。
V/P切换点腔内压力分布如图10所示,V/P切换点浇口位置的压力为162.8MPa,相对优化
前有小幅下降,左右两腔的压力分布有明显改善,均处于在81.4MPa左右,具有良好的平衡性。
6结语
针对非对称一模两腔注塑模,本文利用Moldflow对浇注系统进行优化分析,针对型腔布局不对称导致熔体的流动不平衡问题,提供了一套解决方案。
在对初步方案进行优化后,左右两
个型腔内的熔体流动的不平衡和压力分布不平衡的问题得到了明显改善,从结果可以看出流道
的平衡优化是比较理想的,对后续模具设计及生产起到了重要的参考和指导作用。
参考文献:
[1]罗珊.鼠标不对称上下壳一模两腔注塑模设计[J/OL].塑料科技,2017,45 (05):73-78.( 2017-04-25) [2017-09-25].
[2]傅建钢,黄建芳.一模两腔不对称薄壁塑件工艺参数对收缩的影响研究[J].中国塑料,2016,30 (12):70-74.[2017-09-25].
[3]周香,陈文琳,王晓花.注塑成型中一模两腔流道平衡优化设计[J].合肥工业大学
学报(自然科学版),2015,38 (08): 1036-1039+1102. [2017-09-25].
[4]李锐,汪小芳.插座盒不对称上下盖一模两腔注塑模设计[J].塑料工业,2014,42 ( 09): 46-50.[2017-09-25].
[5]时虹.不对称薄壳注塑件浇注系统平衡设计和工艺参数优化[D].南昌大学,2012.。