铸造分厂产品分级细则
- 格式:doc
- 大小:10.50 KB
- 文档页数:2

铸造分厂产品分级细则范文1、一等品:符合技术要求。
几何形状符合图纸要求,外观质量比较光滑,不粘砂,无明显缺陷,化学成分,机械性能,金相组织符合要求,试压不漏的。
2、二等品:非加工面稍有气孔、多肉、错箱、粘砂、夹渣、皮缝厚、涨箱、局部形状不规则,加工面有掉砂、夹渣、气孔,稍有修理,不影响使用,不需焊补的。
3、三等品:(1)、非加工面有粘模多肉、冲砂、掉砂等造成的多肉缺陷,缺陷面积大于铸件总面积____%并小于____%的;非加工面表面粗糙面积大于铸件总面积____%并小于____%的;非加工面机械粘砂面积大于铸件总面积____%并小于____%的;非加工面夹砂结疤面积大于铸件总面积____%并小于____%的。
以上缺陷得使用风铲铲后再刮磨、修平的。
(2)、表面针气孔区域大于总面积____%且小于____%的;沟槽深度大于3mm且小于4mm,长度大于400mm且小于600mm,总数不超过6条;流痕深度超过1.5mm且不超过2.5mm的;缩陷深度大于铸件壁厚1/7切小于1/5并不大于6mm的。
以上缺陷可局部抹腻子解决。
(3)、夹渣深度大于1/7且小于1/5,面积大于15mm____15mm且小于25mm____25mm并不多于7处的;砂眼深度大于1/7且小于1/5,并不多于____个的。
以上缺陷可以剔除用铸造胶修平。
(4)、铸件错箱,错位缺陷在满足机械性能的要求下,修磨平滑,斜度大于2°且小于5°的;错芯大于5mm且小于7mm在满足机械性能要求下,装配后看不到可直接使用的;铸件外表大面积修磨后应进行再抛丸处理的。
(5)、铸件机械性能、金相组织不符合要求,再进行处理合格的。
四、回用品:低于三等品标准,能使用,不报废的。
五、废品:扣除全部工时。
补充:对于工艺需要,铸件放置冷铁部位,标准降低一个等级;对于车制铸件,内腔非加工面,标准降低一个等级执行。
注:一等品奖工时的____%,二等品不奖不罚,三等品扣工时的____%,回用品扣工时的____%。
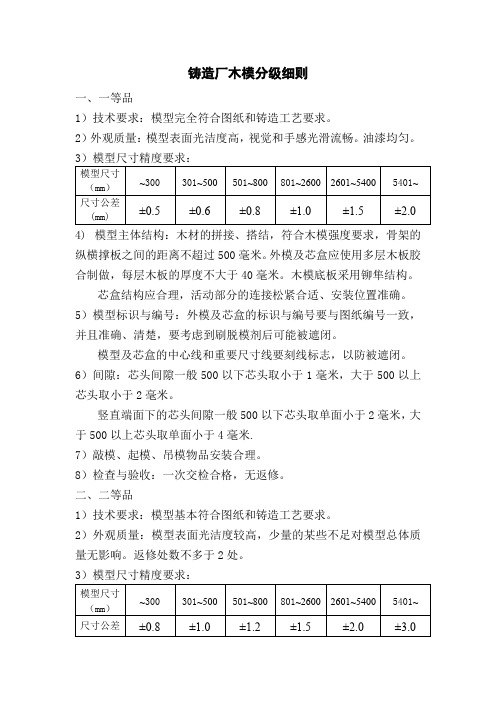
铸造厂木模分级细则一、一等品1)技术要求:模型完全符合图纸和铸造工艺要求。
2)外观质量:模型表面光洁度高,视觉和手感光滑流畅。
油漆均匀。
3)模型尺寸精度要求:4) 模型主体结构:木材的拼接、搭结,符合木模强度要求,骨架的纵横撑板之间的距离不超过500毫米。
外模及芯盒应使用多层木板胶合制做,每层木板的厚度不大于40毫米。
木模底板采用铆隼结构。
芯盒结构应合理,活动部分的连接松紧合适、安装位置准确。
5)模型标识与编号:外模及芯盒的标识与编号要与图纸编号一致,并且准确、清楚,要考虑到刷脱模剂后可能被遮闭。
模型及芯盒的中心线和重要尺寸线要刻线标志,以防被遮闭。
6)间隙:芯头间隙一般500以下芯头取小于1毫米,大于500以上芯头取小于2毫米。
竖直端面下的芯头间隙一般500以下芯头取单面小于2毫米,大于500以上芯头取单面小于4毫米.7)敲模、起模、吊模物品安装合理。
8)检查与验收:一次交检合格,无返修。
二、二等品1)技术要求:模型基本符合图纸和铸造工艺要求。
2)外观质量:模型表面光洁度较高,少量的某些不足对模型总体质量无影响。
返修处数不多于2处。
3)模型尺寸精度要求:4)模型主体结构:同一等品。
5)模型标识与编号:同一等品。
6)间隙:芯头间隙一般500以下芯头取单面小于2毫米,大于500以上芯头取单面小于3毫米。
竖直端面下的芯头间隙一般500以下芯头取单面小于3毫米,大于500以上芯头取单面小于4毫米.7)敲模、起模、吊模物品安装基本合理。
8)检查与验收:一次交检基本合格,可有小的修改。
三、三等品1)技术要求:模型符合图纸和铸造工艺要求。
2)外观质量:模型表面光洁度不太高,少量的某些不足对模型总体质量无影响。
返修处数多于2处,且返修后能达到使用要求。
3)模型尺寸精度要求:4)模型主体结构:同一等品。
5)模型标识与编号:同一等品。
6)间隙:芯头间隙一般500以下芯头取单面小于2毫米,大于500以上芯头取单面小于3毫米。
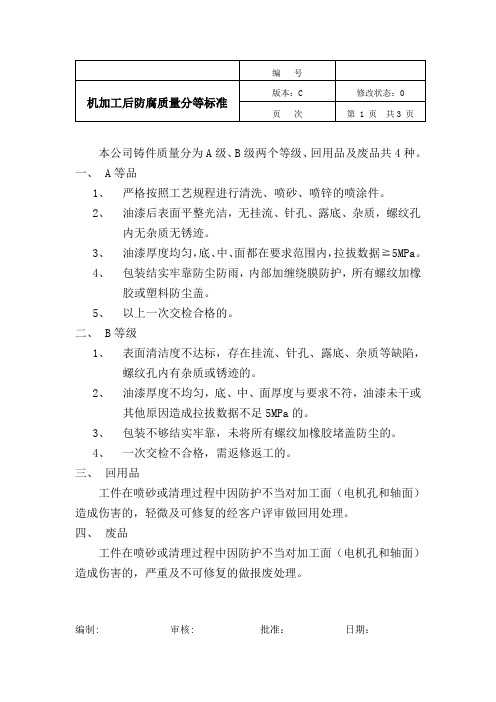
本公司铸件质量分为A级、B级两个等级、回用品及废品共4种。
一、 A等品
1、严格按照工艺规程进行清洗、喷砂、喷锌的喷涂件。
2、油漆后表面平整光洁,无挂流、针孔、露底、杂质,螺纹孔
内无杂质无锈迹。
3、油漆厚度均匀,底、中、面都在要求范围内,拉拔数据≧5MPa。
4、包装结实牢靠防尘防雨,内部加缠绕膜防护,所有螺纹加橡
胶或塑料防尘盖。
5、以上一次交检合格的。
二、 B等级
1、表面清洁度不达标,存在挂流、针孔、露底、杂质等缺陷,
螺纹孔内有杂质或锈迹的。
2、油漆厚度不均匀,底、中、面厚度与要求不符,油漆未干或
其他原因造成拉拔数据不足5MPa的。
3、包装不够结实牢靠,未将所有螺纹加橡胶堵盖防尘的。
4、一次交检不合格,需返修返工的。
三、回用品
工件在喷砂或清理过程中因防护不当对加工面(电机孔和轴面)造成伤害的,轻微及可修复的经客户评审做回用处理。
四、废品
工件在喷砂或清理过程中因防护不当对加工面(电机孔和轴面)造成伤害的,严重及不可修复的做报废处理。
编制: 审核: 批准:日期:。

铸造计量等级
(最新版)
目录
一、铸造计量等级的概述
二、铸造计量等级的分类
三、铸造计量等级的应用
四、铸造计量等级的发展趋势
正文
一、铸造计量等级的概述
铸造计量等级是一种衡量铸造工艺水平的重要标准,它关乎到铸件的质量、精度和性能。
在我国铸造行业中,铸造计量等级用于评价铸造厂的生产能力、技术水平和产品质量,对于推动铸造行业的发展具有重要意义。
二、铸造计量等级的分类
铸造计量等级主要分为以下几个等级:
1.一级铸造计量等级:能生产出尺寸公差、形状公差、重量公差等各项指标均符合国家标准的铸件。
2.二级铸造计量等级:能生产出尺寸公差、形状公差、重量公差等部分指标符合国家标准的铸件。
3.三级铸造计量等级:能生产出尺寸公差、形状公差、重量公差等较少指标符合国家标准的铸件。
三、铸造计量等级的应用
铸造计量等级在实际应用中具有很高的价值,它有助于企业提高产品质量、降低生产成本、提高市场竞争力。
通过提高铸造计量等级,企业可以生产出更加优质的铸件,满足不同客户的需求。
四、铸造计量等级的发展趋势
随着科技的发展和市场需求的提高,铸造计量等级在未来将呈现出以下发展趋势:
1.提高整体水平:我国政府将加大对铸造行业的支持力度,提高整体铸造计量等级水平。
2.引入新技术:企业将不断引入新技术、新工艺,以提高铸造计量等级。
3.个性化需求:随着客户需求的多样化,铸造计量等级将更加注重满足个性化需求。
4.绿色环保:在发展铸造计量等级的同时,企业将更加注重绿色环保,实现可持续发展。

2023年铸造分厂产品分级细则____年铸造分厂产品分级细则第一章:总则第一条为规范____年铸造分厂产品分级管理,促进产品品质提升和市场竞争力,特制定本细则。
第二条本细则适用于____年铸造分厂所有产品的分级管理。
第三条本细则所称铸造产品,是指经铸造工艺生产制造的产品。
第四条根据不同产品特性和质量要求,铸造分厂将铸造产品分为四个等级:特级产品、一级产品、二级产品和三级产品。
第五条铸造分厂产品分级应遵循公平、公正、公开原则,并根据产品的技术指标、外观质量、材料质量、加工工艺等方面进行综合评定。
第六条铸造分厂应建立健全产品质量控制体系,提升产品质量,并严格按照分级要求进行管理,确保产品质量可控可追溯。
第七条铸造分厂应加强技术研发和技术创新,提高产品质量和技术水平,为产品升级提供基础。
第二章:产品分级标准第八条铸造分厂产品分级标准应包括技术指标、外观质量、材料质量和加工工艺等方面。
1. 技术指标方面:特级产品应满足最高技术要求,符合高精度、高稳定性、高耐久性等特点;一级产品应满足较高技术要求,具备较高的准确度、稳定性和可靠性等特点;二级产品应满足一般技术要求,具备较好的准确度和稳定性等特点;三级产品应满足基本技术要求,具备符合常规使用要求的特点。
2. 外观质量方面:特级产品应外观完美,无任何瑕疵,具备优美的造型和精细的表面处理;一级产品应外观良好,无明显瑕疵,具备合理的造型和精细的表面处理;二级产品应外观中等,有轻微瑕疵,具备一般的造型和表面处理;三级产品应外观一般,可能有明显瑕疵,但不影响正常使用。
3. 材料质量方面:特级产品应选用最高品质的材料,具备极高的强度、硬度和耐腐蚀性;一级产品应选用较高品质的材料,具备较高的强度、硬度和耐腐蚀性;二级产品应选用一般品质的材料,具备基本的强度、硬度和耐腐蚀性;三级产品应选用符合规定的材料,具备满足常规使用要求的强度、硬度和耐腐蚀性。
4. 加工工艺方面:特级产品应采用最先进的加工工艺,具备精密加工和高效率加工能力;一级产品应采用先进的加工工艺,具备精密加工和较高效率加工能力;二级产品应采用一般的加工工艺,具备较好的加工能力;三级产品应采用符合规定的加工工艺,具备基本的加工能力。

铸钢铸造质量等级铸钢铸造质量等级决定了铸件的质量和可靠性,对于各行各业而言都具有重要意义。
本文将从不同角度探讨铸钢铸造质量等级的相关内容。
铸钢铸造质量等级是根据铸件的材质和使用要求来确定的。
根据国家标准,铸钢铸件的质量等级可以分为一级、二级、三级等。
一级铸件是最高等级的,具有最高的质量要求和使用性能,通常用于对材质和强度要求较高的场合。
二级铸件次之,适用于一般性的使用要求。
三级铸件是最低等级的,用于对材质和强度要求较低的场合。
铸钢铸造质量等级的确定需要通过一系列的质量检测和评定。
首先是原材料的检测,包括铸造用钢的化学成分、机械性能和显微组织等方面的检测。
其次是铸件的外观检测,包括表面质量、尺寸偏差和几何形状等方面的检测。
最后是铸件的性能检测,包括强度、硬度、冲击韧性和疲劳寿命等方面的检测。
通过这些检测和评定,可以确定铸钢铸造质量等级,并保证铸件的质量和可靠性。
不同等级的铸钢铸件在生产和使用过程中需要注意不同的问题。
一级铸件要求材质和强度都达到最高标准,因此在生产过程中需要严格控制铸造工艺和加工工艺,确保铸件的显微组织和力学性能达到要求。
二级铸件相对来说要求较低,但仍需要保证铸件的外观和尺寸满足使用要求。
三级铸件的质量要求相对较低,但仍需要保证铸件的基本功能和安全性能。
铸钢铸造质量等级的提高需要全社会共同努力。
铸造企业应加强技术研发和工艺改进,提高生产设备和工艺水平,不断提升铸钢铸件的质量等级。
同时,相关部门和标准制定机构应加强标准的制定和监督,推动铸钢铸造质量等级的提高。
最重要的是,每一个从业人员都应提高质量意识,严格按照标准和规范进行生产和检测,为提高铸钢铸造质量等级做出自己的贡献。
通过以上的探讨,我们可以看到铸钢铸造质量等级对于铸件的质量和可靠性具有重要影响。
只有通过严格的质量检测和评定,合理的生产和使用要求,以及全社会的共同努力,才能不断提高铸钢铸造质量等级,确保铸件的质量和可靠性。
让我们共同努力,为铸钢铸造质量等级的提高贡献自己的力量。
铸件等级标准
铸件等级标准是根据铸件的材质、形状、尺寸和使用环境等因素,将铸件分为不同等级,以明确铸件的质量和使用范围。
以下是铸件等级标准的详细描述:
1.材质:铸件的材质是决定其等级的重要因素之一。
根据材质的不同,铸
件可以分为碳钢、合金钢、不锈钢等不同等级。
不同等级的材质具有不同的化学成分和物理性能,因此对铸件的质量和使用寿命有不同的影
响。
2.形状和尺寸:铸件的形状和尺寸也是决定其等级的因素之一。
复杂的形
状和较大的尺寸往往需要更高的制造精度和更复杂的工艺,因此通常会划分为更高的等级。
3.使用环境:铸件的使用环境对其等级也有很大的影响。
例如,在高温、
高压、腐蚀等恶劣环境下使用的铸件,需要具备更高的强度、耐腐蚀性和稳定性,因此通常会划分为更高的等级。
4.质量要求:不同等级的铸件具有不同的质量要求。
在高等级的铸件中,
需要严格控制其化学成分、机械性能、金相组织等指标,以确保其具有优良的性能和可靠性。
而在低等级的铸件中,则可以放宽对某些指标的要求,以降低成本。
5.使用范围:不同等级的铸件具有不同的使用范围。
高等级的铸件通常用
于关键部位或对安全性要求较高的场合,如航空航天、核能等领域;而低等级的铸件则可用于一般机械部件或对安全性要求较低的场合,如汽车、建筑等领域。
综上所述,铸件等级标准是根据多种因素综合划分的,不同等级的铸件具有不同的质量和使用范围。
在选择和使用铸件时,需要根据实际需求和要求选择合适的等级,以确保安全性和可靠性。
铸钢铸造质量等级
铸钢铸造质量等级是评估铸钢制品质量好坏的重要指标之一。
根据国家标准,铸钢铸造质量等级分为一级、二级和三级。
一级铸钢是最高等级,质量最好,适用于要求较高的场合;二级铸钢次之,适用于一般场合;三级铸钢是最低等级,质量较差,适用于要求不高的场合。
铸钢铸造质量等级的评定主要依据铸钢制品的理化性能、组织结构以及外观质量等方面进行。
首先,理化性能包括铸钢制品的强度、韧性、硬度等指标。
一级铸钢的理化性能要求最高,能够满足各种高强度、高韧性的使用要求;二级铸钢的理化性能次之,能够满足一般使用要求;三级铸钢的理化性能较低,只能满足一些不太严苛的使用要求。
组织结构是评定铸钢铸造质量等级的重要因素之一。
一级铸钢要求组织致密、均匀,无夹杂物和缺陷;二级铸钢的组织要求相对较低,允许有少量夹杂物和缺陷;三级铸钢的组织要求较低,夹杂物和缺陷的数量和大小都有一定的限制。
外观质量也是评定铸钢铸造质量等级的重要指标之一。
一级铸钢要求外观无裂纹、夹渣、气孔等缺陷,表面光洁度高;二级铸钢的外观要求相对较低,允许有少量缺陷;三级铸钢的外观要求较低,允许有一定数量和大小的缺陷。
铸钢铸造质量等级的划分,旨在保证铸钢制品的质量和可靠性。
不同等级的铸钢适用于不同的使用场合,能够满足不同的使用要求。
在实际生产中,我们应该根据具体情况选择合适的铸钢铸造质量等级,确保铸钢制品的质量和使用效果。
只有通过严格的质量控制和评定,才能生产出高质量的铸钢制品,为各行各业的发展提供坚实的支撑。
铸造分厂产品分级细则随着各个工业领域的发展,铸造行业也随之迅速扩展,铸造分厂已成为许多企业的重要组成部分。
为了降低生产成本,提高产品质量,铸造分厂必须制定一套完整的产品分级细则。
本文将详细介绍铸造分厂产品分级细则。
产品分类铸造产品是根据不同的材料和技术制造的,产品可以根据不同的要素进行分类。
产品材料分类铸造产品可以根据材料分类,包括:•铁铸件•罕金属铸件•铝铸件•铜铸件•合金铸件产品技术分类铸造产品可以根据生产技术分类,包括:•砂型铸造•金属型铸造•熔模铸造•压铸•精密铸造产品用途分类铸造产品可以根据用途分类,包括:•机械铸件•工艺品铸件•建筑装饰铸件•汽车铸件产品分级细则铸造分厂应该制定一套完整的产品分级细则,以满足不同客户的需求并满足内部分工的要求。
下面是制定产品分级细则的一些指南:产品材料分级以铁铸件为例,产品应该按照以下级别进行划分:•HT100级:简单的结构件,误差较大•HT150级:中等的结构件,误差较小•HT200级:高精度结构件,误差极小,精度极高以上仅为一个例子,对于其他产品材料,也要按照类似原则进行分级。
产品技术分级为了满足不同用途的产品的要求,应该根据不同的技术类别分而制定不同级别。
例如:•砂型铸造分三级:一级为低精度、二级为中等精度,三级为高精度•金属型铸造分为两级:一级为低精度,二级为高精度•压铸分为三级:一级为低精度、二级为精度中等,三级为高精度产品用途分级为了满足不同客户的需求,应该对产品按照不同用途进行分类,例如:•机械铸件分为三级:一级为精密机械铸件,二级为通用机械铸件,三级为较为简单的零部件•工艺品铸件分为三级:一级为高档工艺品,二级为中档工艺品,三级为普通工艺品•建筑装饰铸件分为三级:一级为高档装饰铸件,二级为中档装饰铸件,三级为普通装饰铸件总评分级最后,根据以上分级细则,每个产品可以得出一份总评分级,以反映产品的全面质量。
结论铸造分厂产品分级细则的制定事关产品质量和公司业务的持续发展。
铸造分厂产品分级细则
可以根据不同的标准进行划分,以下是一种常见的分级细则:
一级产品:
1. 产品外观完美,没有任何明显的缺陷和瑕疵;
2. 尺寸精度高,符合设计要求;
3. 材料成分合格,力学性能优良。
二级产品:
1. 产品外观基本完美,仅有些许细微的缺陷和瑕疵,不影响功能和性能;
2. 尺寸精度较高,基本符合设计要求;
3. 材料成分合格,力学性能良好。
三级产品:
1. 产品外观有较明显的缺陷和瑕疵,但不影响功能和性能;
2. 尺寸精度一般,接近设计要求;
3. 材料成分基本合格,力学性能一般。
四级产品:
1. 产品外观有明显的缺陷和瑕疵,部分可能影响功能和性能;
2. 尺寸精度较差,与设计要求有较大差距;
3. 材料成分存在问题,力学性能较差。
根据实际情况,可以根据上述细则进行产品分级,并对每个级别的产品进行相应的处理和使用。
同时,还可以根据不同类型的铸造产品,制定适合的分级细则。