磨削加工余量标准
- 格式:docx
- 大小:21.05 KB
- 文档页数:6
磨床加工标准批量加工时,填写自检表需参照以下标准:±0.002mm公差,5件以下全检,5-20件全检,20件以上全检;0.002-0.01mm公差,5件以下全检,5-20件检5件以上,20件以上检8件以上;0.05mm以上公差,5件以下检2件以上,5-20件检4件以上,20件以上检6件以上。
成型位置需留神,下刀前确认清楚成型部位,用奇异笔在零件上表示出来,多次确认无误后再进行加工。
加工过程中应考虑到因材质不同零件的发热量,砂轮磨损故要预留足够的余量精磨。
以下为控制发热标准:1.1粗磨工件预留0.2mm余量时进行第一次冷却。
此时下刀进给量0.02-0.03mm/次,加工至余量0.1mm时进行第二次冷却。
1.2此时下刀进给量0.01mm/次,加工至余量0.06mm时进行第三次冷却,最终在表面没有烧刀,平面度较好,完全冷却的情况下预留0.04mm给精磨。
1.3加工材质较软时,如铜、铝粗磨时需上油避免粘砂轮,最终留量不小于0.06mm。
再进行精磨。
1.4在精磨时,每次下刀进给量0.001-0.005mm,前后走刀要慢,保证没有火花。
用手接触工件,如有发热用酒精或挡块及时冷却,保证工件彻底冷却后,再进行加工到位。
1.5如果光洁度要求较高时,可以上油冷却及增加光洁度。
对于硬度HRC60以上的刚材,如SLD、SKH51、ASP23、留量0.04mm时要进行半精磨。
下刀量0.005-0.01mm/次,加工至余量0.016mm时,再对其精磨。
1.6对于面积较大及较长的工件,可以将工件摆30度、60度、90度加工,以减少接触面积,避免发热及烧刀而引起变形或尺寸变小。
工件余量很多的情况下,砂轮磨削不利时要及时修锐,也可选用水磨进行逃料以减少发热。
发热量较大时要中途冷却,以免发热太大而使工件退火或影响其它尺寸。
2.工作平台的修整,尽量选择直径较小的46J砂轮,修整时平台必须处于吸磁状态下。
2.1平台平面度较差时,要先进行粗修,粗修砂轮转速为2000-2400转/分,上下进刀量为0.01-0.03mm,粗修平台转速为2000转左右,上下进刀量为0.001-0.005mm;2.2精修砂轮转速为1800-2400转/分,上下进刀量为0.001-0.003mm,精修平台转速为1800-200转/分,上下进刀量为0.000-0.001mm;2.3修整平台时需要注意,各方向手柄摇动须均匀一致,绝对不允许将旋转之砂轮停留在平台上,否则停留处会被吃刀而难以修平,修整过程中必须眼观,耳听,不得有大火花出现,走刀要连续勿撞击到行程限位块,可在修整时加上润滑油,可以减少磨擦,降低发热量。
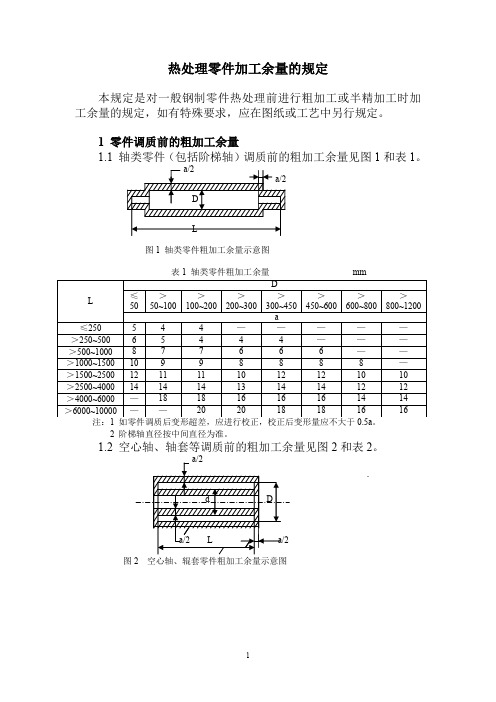
热处理零件加工余量的规定本规定是对一般钢制零件热处理前进行粗加工或半精加工时加工余量的规定,如有特殊要求,应在图纸或工艺中另行规定。
1 零件调质前的粗加工余量1.1 轴类零件(包括阶梯轴)调质前的粗加工余量见图1和表1。
a/2a/2DL图1 轴类零件粗加工余量示意图表1 轴类零件粗加工余量 mm注:1 如零件调质后变形超差,应进行校正,校正后变形量应不大于0.5a 。
2 阶梯轴直径按中间直径为准。
1.2 空心轴、轴套等调质前的粗加工余量见图2和表2。
a/2d Da/2 L a/2图2 空心轴、辊套零件粗加工余量示意图LD≤50 >50~100 >100~200 >200~300 >300~450 >450~600 >600~800 >800~1200a≤250 5 4 4 — — — — — >250~500 6 5 4 4 4 — — — >500~1000 8 7 7 6 6 6 — —>1000~1500 10 9 9 8 8 8 8 — >1500~2500 1211 11 10 12 12 10 10 >2500~4000 1414 14 13 14 14 12 12 >4000~6000 —18 18 16 16 16 14 14 >6000~10000 — —20 20 18 18 16 16表2 空心轴、辊套零件粗加工余量mm长度L壁厚(D-d)/2≤30 >30~50 >50~80 >80~160 >160~250 >250~350a≤500 12 10 9 8 7 —>500~1000 13 12 11 10 9 8>1000~1500 14 13 12 11 10 9>1500~2000 15 14 13 12 11 9>2000~2500 16 15 14 13 12 10>2500~3000 17 16 15 14 13 11>3000~3500 18 17 15 14 14 12 注:本表适用于长度L≥直径D和直径D<1000mm的零件;当直径D≥1000mm时,a值增加4mm。

普通平面磨床加工超精度、低粗糙度零件在大型工程机械制造厂磨削表面粗糙度Ra0.02--0.04μm、精度h4--h5的轴颈时,都是在昂贵的高精度平面磨床上进行。
但一般工程机械修造厂却没有高精度平面磨床,要磨削出这样的低的表面粗糙度,如此高的轴颈精度是非常困难的。
我们在现有设备M131W普通外圆平面磨床上进行大量试验,并对其进行必要的检测、刮研和调整,通过修整和精细的平衡砂轮,在磨粒上合适整出更多的等高微刃,就完全可以实现超高精度、低粗糙度的磨销,能有效地磨削出精度h4--h6,粗糙度Ra0.02--0.04μm的零件。
该法简单,方便易行,效果颇佳。
1、超精磨削机理超精磨削是靠砂轮工作面上可以修整出大量等高的磨粒微刃这一特性而得以进行的。
这些等高微刃能从工作表面上切除微薄的、尚具有一些微量缺陷以及微量形状和尺寸误差和余量。
因此,运用这些等微刃具是大量的,如果磨削用量适当,在加工面上有可能留下大量的极微细的切削痕迹,所以可得到很低的表面粗糙度。
此外,还由于在无火光花光磨阶段,仍有很明来的磨擦、滑挤、抛光和压光等作用,故使加工秘得的表面粗糙度进一步降低.2、对普通平面磨床的检修为了在变通平面磨床磨削出粗糙度Ra0.02--0.04μm的工件,应对旧变通平面磨床进行如下项目检测,不符合精度要求的,则要进行刮研检修。
(1)检修床导轨1. 检测和何等刮床身V形导轨:在垂直平面内的不直度,在1m长度上,不得超过0.01mm;在水平面内的不直度,在1m长度上,不得超过0.01mm;与滑鞍座导轨的不垂直度,在250mm长度上,不得超过0.02mm;接触点要求12--14点(25×25)mm。
2. 检测的何等刮床身平面导轨:V形导轨的不平等度,在1m长度上,不得超过0.02mm;在垂直平面内的不直度,在1m长度上,法得超过0.01mm;接触斑点要求12--14点(25×25)mm。
(2)检修滑鞍座导轨1. 检测和何等刮滑鞍座V形导轨;在垂直平面内的不直度,全部长度上不得超过0.01mm;接触斑点要求10--12点(25×25)mm。

磨削加工余量标准 Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】·机械加工余量标准25EQY—19-1999 1.主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2.技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)平面长度平面宽度200以下平面宽度200以上小于100100-250251-500500-800说明:1.二次平面磨削余量乘系数2.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于橡胶模平板单面余量不小于毛坯加工余量表(二)I:园棒类:(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)工件直径(D)工件长度 L车刃的割刀量和车削二端面的余量(每件)<7071-120121-200201-300301-450直径上加工余量≤32122345-10 33-60233454-6 61-100344454-6 101-200455564-6当D<36时并不适应于调头夹加工,在加工单个工件时,应在L上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
(毫米)工件直径(D)工件长度 L车刃的割刀量和车削二端面的余量(每件)<5051-8081-150151-250251-420直径上加工余量≤15334455-1016-32344565-1033-60445665-861-100555675-8101-200666775-8当D<36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)Ⅱ:圆形锻件类(不需锻件图)(1)不淬火钢表面粗糙度在▽以下无公差配合要求者,例如:固定板、退料板等。

附录三加工余量参数表表 1 粗车、半精车外圆的加工余量(单位:mm)注:加工带凸台的零件时,其加工余量要根据零件的全长和最大直径来确定。
表 2 精车外圆的加工余量(单位:mm)1.舍五入)。
这时的粗车外圆的公差等级为14 级。
2. 决定加工余量用轴的长度计算与装夹方式有关。
3. 粗车外圆的公差带相当于h12~h13。
注:1. 在单件或小批生产时,本表的余量值应乘上系数,并化成一位小数,如×=,采用(四舍五入)。
2. 决定加工余量用轴的长度计算与装夹方式有关。
3. 磨前加工公差相当于h11。
表 4 精车端面的加工余量(单位:mm)1. d2. 表中的公差系指尺寸L 的公差。
表 5 磨端面的加工余量(单位:mm)注: 1. 加工有台阶的轴时,每台阶的加工余量应根据该台阶的d 及零件的全长分别选用。
2. 表中的公差系指尺寸L 的公差。
加工孔直径钻用车刀 扩孔钻粗铰精铰的直径第一次第二次镗以后3- - - - 3H7 4- - - - 4H7 5-- - - 5H7 6- - --6H7 8-- -8H7 10- --10H712--12H7 13- -13H7 14--14H715- -15H7 16--16H718- -18H7 20-20H7 22-22H724-24H7 25-25H726-26H7 28-28H7302830H7 3232H7 3535H73838H7 4040H74242H7 4545H74848H7 5050H760 3060H7 70 3070H780 3080H790 30-90H7 100 30-100H7120 30-120H7 140 30-140H716030-160H7 180 30-180H7注: 1. 在铸铁上加工直径到 15mm 的孔时,不用扩孔钻扩孔。
2. 在铸铁上加工直径为 30 到 32mm 的孔时,仅用直径为 28 与 30mm 的钻头钻一次。

工序间加工余量1 范围本规范规定了产品零部件加工过程中的工序间加工余量,本规范使用于产品零部件的加工制造。
2 棒材、管材加工余量棒材和管材的加工余量应符合表1的规定图1表1单位 mm K ≤4 >4-8 >8-12 >12-20 >20 备注D b(余量)≤10 2 2 3 4 5>10-30 2 3 3 4 6>30-80 3 4 5 6 8>80-160 5 6 8 10 12>160 6 8 10 12 15注:1.K=L/D2.加工余量b包括粗车、精车、磨削各工序的总余量。
3.滚花外圆左端部或靠近端处,可不放加工余量。
4.领料圆钢胚直径≤φ30为领料后调质;圆钢胚≥φ30为粗加工后调质。
粗加工调质的零件,可酌情增加余量20%-50%。
5.对台阶轴、大外圆在中间部位时使用本表;大外圆靠近端部者,可按本表酌情减少余量。
6. 渗碳零件加工余量=本表b值再加表五中2倍去碳层余量。
3 切口宽度、端面余量工件的切口宽度和端面余量应符合表2的规定。
图2表2单位 mm 毛胚直径D 切口宽度a 二端总余量b 备注 ≤20 3 2>20-50 4 3>50-80 5 4>80-120 5>120-160 6>160 8注:1.粗加工调质的零件,切口宽度不变,端面余量可酌情增加余量20-50%。
2.渗碳零件端面余量应为本表b值再加表5中2倍去碳层余量(如一端面加工者则加单面去碳层余量)。
3.带孔零件切口宽度余量。
应将带孔零件壁厚折算成本表D/2后对照选用。
4 夹头留量夹头留量应符合表3的规定。
表3单位 mm 工件长度 ≤50 >50-150 >150-300 >300毛胚直径 夹头留量≤20 15 15 15 15>20-80 15 15 20 20>80-160 15 20 20 25 注:1.本表为单件坯料的夹头留量(包括多件坯料)。
工序余量的确定5.3.1 轴的加工余量(见表5-38~表5-43)表5-38轴的折算长度(确定半精车及磨削加工余量)注:轴类零件的加工中受力变形与其长度和装夹方式(顶尖或卡盘)有关。
轴的折算长度可分为表中五中情形。
(1)、(2)、(3)轴件装在顶尖间或装在卡盘与顶尖,相当二支梁。
其种(2)为加工轴的中段。
(3)为加工轴的边缘(靠近端部的两段),轴的折算长度L是轴的端面到加工部分最远一端距离的2倍。
(4)、(5)轴件仅一端夹紧在卡盘内,相当于悬臂梁,其折算长度是卡盘端面到加工部分最远一端之间距离的2倍。
表5-39粗车及半精车外圆加工余量及偏差 mm零件基本尺寸直径余量直径偏差经或未经热处理零件的粗车半精车荒车(h14)粗车(h12~h13)未经热处理经热处理折算长度≤200>200~400≤200>200~400≤200>200~4003~6————~>6~10~注:加工带凸台的零件时,其加工余量要根据零件的最大直径来确定。
表5-40半精车后磨外圆加工余量及偏差 mm表5-41用金钢石刀精车外圆加工余量及偏差 mm表5-42半精车轴端面加工余量及偏差 mm注:1.加工有台阶的轴时,每台阶的加工余量应根据该台阶的直径及零件全长分别选用。
2.表面余量指单边余量,偏差指长度偏差。
3.加工余量及偏差使用于经热处理及未经热处理的零件。
表5-43磨轴端面加工加工余量及偏差 mm注:1. 加工有台阶的轴时,每台阶的加工余量应根据该台阶的直径及零件全长分别选用。
2. 表中余量指单边余量,差指长度偏差。
3 .工余量及偏差使用于经热处理及未经热处理的零件。
5.3.2 孔、槽的加工余量(见表5-44~表5-48)表5-44基孔制7、8级精度(H7、8)孔的加工 mm注:1.在铸铁上加工直径小于15mm的孔时,不用扩孔钻和镗孔。
2.在铸铁上加工直径为30与32mm的孔时,仅用直径为28与30mm的钻头各钻一次。
机械加工中文名称:机械加工英文名称:machining定义:利用机械及工具对工件进行加工的方法。
机械加工机械加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程。
按被加工的工件处于的温度状态﹐分为冷加工和热加工。
一般在常温下加工,并且不引起工件的化学或物相变化﹐称冷加工。
一般在高于或低于常温状态的加工﹐会引起工件的化学或物相变化﹐称热加工。
冷加工按加工方式的差别可分为切削加工和压力加工。
热加工常见有热处理﹐煅造﹐铸造和焊接。
概念介绍机械加工另外装配时常常要用到冷热处理。
例如:轴承在装配时往往将内圈放入液氮里冷却使其尺寸收缩,将外圈适当加热使其尺寸放大,然后再将其装配在一起。
火车的车轮外圈也是用加热的方法将其套在基体上,冷却时可保证其结合的牢固性(此种方法现在依旧应用于某些零部件的装配过程中)。
机械加工包括:灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割、精密焊接等。
机械加工:广义的机械加工就是指能用机械手段制造产品的过程;狭义的是用车床(Lathe Machine)、铣床(Milling Machine)、钻床(Driling Machine)、磨床(Grinding Machine)、冲压机、压铸机机等专用机械设备制作零件的过程。
微型机械加工技术的国外发展现状机械产品1959年,Richard P Feynman(1965年诺贝尔物理奖获得者)就提出了微型机械的设想。
1962年第一个硅微型压力传感器问世,其后开发出尺寸为50~500μm的齿轮、齿轮泵、气动涡轮及联接件等微机械。
1965年,斯坦福大学研制出硅脑电极探针,后来又在扫描隧道显微镜、微型传感器方面取得成功。
1987年美国加州大学伯克利分校研制出转子直径为60~12μm的利用硅微型静电机,显示出利用硅微加工工艺制造小可动结构并与集成电路兼容以制造微小系统的潜力。
·机械加工余量标准
25EQY—19-1999 1.???? 主题内容与适用范围
本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2.?? 技术内容
加工余量表(一)
厚度4以上的平面磨削余量(单面)
说明:
1.二次平面磨削余量乘系数1.5
2.三次平面磨削余量乘系数2
3.厚度4以上者单面余量不小于0.5-0.8
4.橡胶模平板单面余量不小于0.7
毛坯加工余量表(二)
3.2
?I:园棒类:
(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、
凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)
1.6
?当D<36时并不适应于调头夹加工,在加工单个工件时,应在L上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡
料销、肩台须磨加工的凸模或凸凹模等。
(毫米)
当D<36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)
3.2
?Ⅱ:圆形锻件类(不需锻件图)
(1)不淬火钢表面粗糙度在▽以下无公差配合要求者,例如:固定板、退料板等。
(毫米)
注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)
Ⅲ:矩形锻件类:
表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)
一、平面
平面每面磨量
二、端面
端面每面磨量
注:
3.2
?本表适用于淬火零件,不淬火零件应适当减少20-40%
粗加工的表面粗糙度不应低于▽
如需磨两次的零件,其磨量应适当增加10-20%
环形工件磨削加工余量表(六)
注:
φ50以下,壁厚10以上者,或长度为100-300者,用上限
φ50-φ100,壁厚20以下者,或长度为200-500者,用上限
φ100以上者,壁厚30以下者,或长度为300-600者,用上限
6.4
?长度超过以上界线者,上限乘以系数1.3
加工粗糙度不低于▽,端面留磨量0.5
φ6以下小孔研磨量表(七)
注:
本表只适用于淬火件
1.6
?应按孔的最小极限尺寸来留研磨量
淬火前小孔需占铰粗糙度▽以上
当长度e小于15毫米时,表内数值应加大20-30%
导柱衬套磨削加工余量表(八)
镗孔加工余量表(九)
附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。