机械加工工序间余量
- 格式:doc
- 大小:863.00 KB
- 文档页数:67
机械加工余量手册
生产中经常可见毛坯或者工件上除去的多余材料,这些材料被称为机械加工余量。
加工余量又被分为毛坯余量和工序间的余量这两种。
毛坯余量是指毛坯尺寸和零件图上设计尺寸的误差,又被称为加工总余量。
工序间余量指的是每道加工工序应该去除的余量,这个数值等于相邻两道工序的尺寸之差。
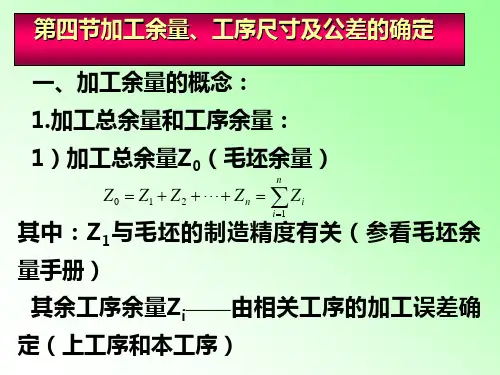
影响加工余量的因素
为了合理确定加工余量,首先必须了解影响加工余量的因素。
影响加工余量的主要因素有:
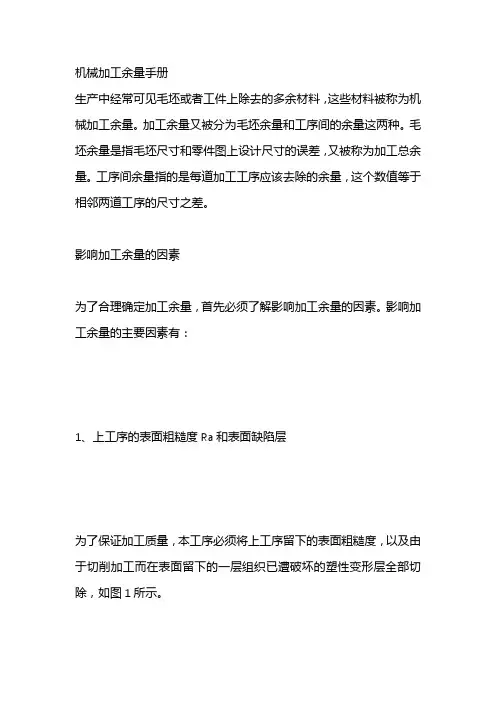
1、上工序的表面粗糙度Ra和表面缺陷层
为了保证加工质量,本工序必须将上工序留下的表面粗糙度,以及由于切削加工而在表面留下的一层组织已遭破坏的塑性变形层全部切除,如图1所示。
2、上工序的尺寸公差T
由于工序尺寸有公差,上工序的实际工序尺寸有可能出现最大或最小极限尺寸。
为了使上工序的实际工序尺寸在权限尺寸的情况下,本工序也可能留下的表面粗糙度和缺陷层切除,本工序的加工余量应包括上工序的公差。
3、工件各表面相互位置的空间偏差
工件有些形状和位置偏差不包括在尺寸公差的范围内,但这些误差又必须在本工序的加工中纠正,在本工序的加工余量中必须包括它。
如图2所示轴类零件,由于上工序轴线有直线度误差δ,本工序加工余量必须相应增加2δ.属于这一类偏差的有直线度、位置度、同轴度、平行度及轴线与端面的垂直度等。
1本标准适用于本公司所有产品的精加工,包括外协零件。
2引用标准GB1800-1804-80 公差与配合GB4863—85 机械制造工艺基本术语3机械加工余量的定义加工余量:为保证零件规定的质量,在加工过程中从其表面上切除的金属层。
中间余量:为完成某一工艺、工步,工艺切除的金属层。
总余量:为完成全部工艺、工步,从毛坯到制成零件全部工序需要切除的金属层。
4加工余量的计算4.1采用极值法计算余量的定义4.1.1外表面最小加工余量外表面最小加工余量是被加工零件相邻两工步的前工步的最小极限尺寸与后工步的最大极限尺寸之差。
4.1.2内表面最小加工余量内表面最小加工余量是被加工零件相邻两工步的后工步的最小极限尺寸与前工步的最大极限尺寸之差。
4.1.3外表面最大加工余量外表面最大加工余量是被加工零件相邻两工步的前工步的最大极限尺寸与后工步的最小极限尺寸之差。
4.1.4内表面最大加工余量内表面最大加工余量是被加工零件相邻两工步的后工步的最大极限尺寸与前工步的最小极限尺寸之差。
(上述定义,对外圆和内孔来说,是双面余量)4.2 极值法余量计算公式4.2.1最小余量的计算公式:对于外表面加工:Z bmin=a amin-a bmax对外圆加工:2Z bmin=d amin-d bmax对于内表面加工:Z bmin=a bmin-a amax对于内孔加工:2Z bmin=d bmin-d amaxZ bmin——本工序单面最小余量。
2Z bmin——本工序双面直径最小余量。
a amin、d amin、a amax、d amax——前一工步最小和最大极限尺寸。
a bmin、d bmin、a bmax、d bmax——本工步(加工后)最小和最大极限尺寸。
4.2.2最大余量的计算公式:Z bmax=Z bmin+T a+T b2Z bmax=2Z bmin +T da+T db式中:T a、T da——上工序的尺寸公差、直径公差。
机械加工工序间余量1. 引言机械加工是制造业中常见的一种加工方法,通常需要经过多个工序才能完成最终的产品。
在机械加工过程中,每个工序都有一定的误差和余量。
其中,工序间余量是指在不同的工序之间,为了保证最终产品的尺寸精度和质量要求,在相邻工序之间留下的一定的余量。
工序间余量的设置对于机械加工过程的精度控制非常重要。
合理的余量设计可以确保工序的顺利进行,减少因误差积累导致的尺寸偏差,提高零件的加工精度和质量。
本文将探讨机械加工工序间余量的设定原则和方法,以及对于加工精度的影响。
2. 工序间余量的设定原则在机械加工过程中,工序间余量的设定应遵循以下原则:2.1 渐进原则工序间余量应该采用逐步递减的方式进行设置,即从粗加工到精加工的工序中,余量逐渐减小。
这是因为在粗加工的工序中,材料去除量较大,容易出现尺寸偏差;而在精加工的工序中,材料去除量较小,尺寸控制更为关键。
因此,通过逐步递减的余量设定,可以确保每个工序的精度要求得到满足。
2.2 公差要求原则工序间余量的设定应考虑最终产品的公差要求。
公差是指允许的尺寸偏差范围,是衡量产品质量的重要指标。
根据产品的公差要求,可以确定在每个工序中需要保留的余量范围。
同时,公差范围也反映了不同工序之间的误差传递关系,通过合理设置工序间余量,可以控制误差的传递,保证最终产品的尺寸精度。
2.3 切削力和刚度要求原则工序间余量的大小还应考虑到切削力和刚度的要求。
在机械加工中,切削力是指刀具对工件的力量,而刚度是指工件和加工设备的抗变形能力。
切削力的大小与余量直接相关,过小的余量会导致切削力过大,增加切削工具的磨损和断裂的风险;而过大的余量则会降低刚度,影响加工精度。
因此,通过综合考虑切削力和刚度的要求,可以确定合适的余量范围。
3. 工序间余量的设定方法3.1 按照工序特点设定根据不同工序的特点和加工要求,可以采用不同的方式设定工序间余量。
例如,在粗加工的工序中,由于材料去除量大,可以适当增大余量范围,以防止尺寸偏差过大;而在精加工的工序中,材料去除量小,可以适当减小余量范围,以提高加工精度。
机械加工余量机械加工余量,通常指零件在加工过程中留下的一定尺寸或形状偏差,它是为了确保零件在加工完成后符合设计要求,以便进行后续的装配、检测,防止零件因加工尺寸不足或过大而无法使用。
机械加工余量是一个重要的概念,对于机械加工工艺的控制和零部件设计起着十分关键的作用。
具体而言,机械加工余量有以下几个方面:1.设计时的余量在机械设计时,就要为加工余量留出一定的设计空间。
这主要包括对零件的几何形状、加工工艺、加工设备等进行考虑。
通常情况下,对于普通的零件,其形状偏差应控制在0.1mm以内,对于精密零件则要在0.01mm以内。
2.加工技术中的余量加工技术中的余量主要指在机床上进行切削或磨削过程中,由于刀具磨损、机床刚度等因素的影响,所导致的零件加工尺寸与设计尺寸的偏差。
在实际操作中,加工技术中的余量可以通过调整刀具切削角度或者加工速度等措施来进行控制。
3.热变形对加工余量的影响在加工加热敏感的金属材料时,由于加热时材料发生热膨胀,会导致加工余量发生偏差。
这时,加工人员可以通过调整加工参数、减少加热时间、加强冷却等方法来调整加工余量。
机械加工余量的控制非常重要,一定程度上,它也是衡量机械加工技术水平的重要标准。
而在实际应用过程中,如何掌握机械加工余量的大小和控制方法,影响着机械零件的质量和生产效率。
以下是一些有关机械加工余量控制的方法:1.合理选择切削工艺参数在进行机械加工时,加工人员应该合理选择切削工艺参数,包括切削速度、进给量、切削深度等方面,以达到减少加工余量的目的。
2.优化刀具设计优化刀具设计也是减小机械加工余量的重要方面。
合理的切削角度可以减少切削力和变形,从而控制加工余量。
此外,刀具的刃磨加工精度也需要达到精度级别,从而减小加工余量。
3.控制机床几何精度机床几何精度是影响加工余量的重要因素之一。
因为机床精度的影响,加工出来的零件在尺寸、直线度、平行度、垂直度等方面都会受到不同程度的影响,进而导致加工余量的产生。
机械加工余量标准 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】机械加工余量标准25EQY —19-19991. 主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2. 技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)说明:1.二次平面磨削余量乘系数2.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于橡胶模平板单面余量不小于毛坯加工余量表(二)I:园棒类:(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)当D <36时并不适应于调头夹加工,在加工单个工件时,应在L 上加夹头量10-15。
(2)料销、肩台须磨加工的凸模或凸凹模等。
(毫米)当D <36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)(1)(毫米)注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)Ⅲ:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)一、平面平面每面磨量二、端面端面每面磨量注:20-40% 粗加工的表面粗糙度不应低于▽如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)注:φ50以下,壁厚10以上者,或长度为100-300者,用上限 φ50-φ100,壁厚20以下者,或长度为200-500者,用上限 φ100以上者,壁厚30以下者,或长度为300-600者,用上限 加工粗糙度不低于▽,端面留磨量φ6以下小孔研磨量表(七)注:本表只适用于淬火件淬火前小孔需占铰粗糙度▽以上当长度e小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表(八)镗孔加工余量表(九)附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。
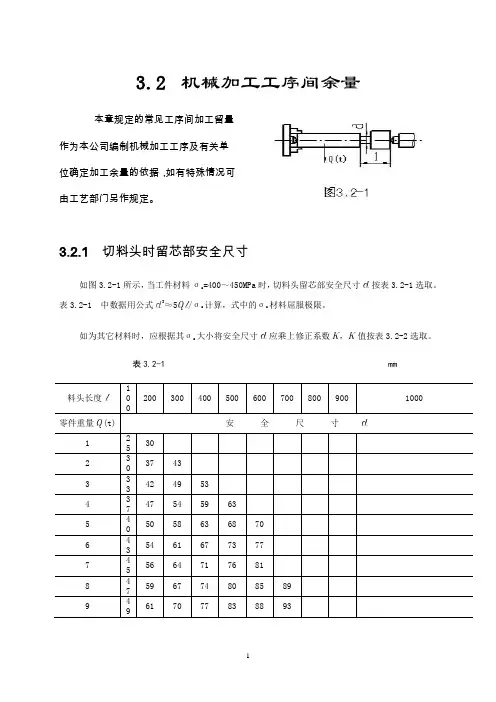
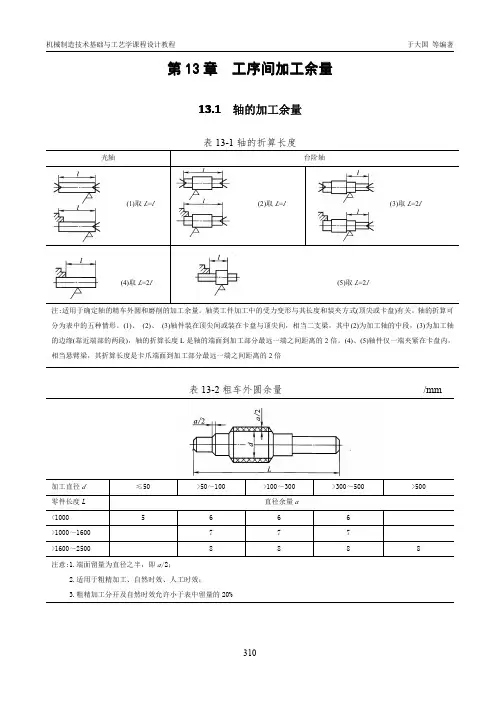
3.2机械加工工序间余量本章规定的常见工序间加工留量作为本公司编制机械加工工序及有关单位确定加工余量的依据,如有特殊情况可由工艺部门另作规定。
3.2.1切料头时留芯部安全尺寸如图3.2-1所示,当工件材料σs=400~450MPa时,切料头留芯部安全尺寸d按表3.2-1选取。
表3.2-1 中数据用公式d3≈5Q l/σs计算,式中的σs材料屈服极限。
如为其它材料时,应根据其σs大小将安全尺寸d应乘上修正系数K,K值按表3.2-2选取。
表3.2-1 mm注:①、切料头安全尺寸d应按h13级精度加工。
②、切料头当接近安全尺寸时严禁啃刀。
③、切料头前床面上必须垫适当数量的枕木,在架中心架或托辊切断时,直径可以适当缩小。
表3.2-23.2.2 各类锯片及铣刀切口宽度及切割规格各类锯片及铣刀宽度及切割规格见表3.2-3。
表3.2-3 mm注:圆锯能切割方料的最大尺寸为圆料的70%。
3.2.3 车床切断刀及插床切口刀的切口宽度及切割深度车床切断刀及插床切口刀的切口宽度及切割深度见表3.2-4。
表3.2-4 mm注:车床、插床的刀具宽度可以适当磨小。
如果设计专用切断刀时宽度可以适当减少。
3.2.4箱体、架体零件粗加工后人工时效余量箱体、架体零件粗加工后人工时效余量见表3.2-5 。
表3.2-5 mm注:①、适用于铸铁件粗加工后人工时效及粗精加工分开如床身、立柱、工作台、箱体等,不适用于容易变形的薄板。
②、自然时效余量为表中数值的0.5~0.6倍。
③、铸钢件可按表中数值增加1~2mm。
3.2.5 平键修配余量平键修配余量见表3.2-6。
表3.2-6 mm注:①、间隙配合的导向键及切向键不留修配余量。
②、斜健的两侧不留修配余量,斜面上一般情况设计时已留有0.3~0.5mm的修配量,如图纸上未留量时,工艺上应留量。
3.2.6 孔的钻、扩、铰余量孔的钻、扩、铰余量见表3.2-7.表3.2-7 mm注:①、大于Φ30mm的孔,可在二次走刀中钻出,先用较小钻头预钻孔。
工序间机加工余量一、选择工序间机械加工余量的原则1. 保证得到零件的最终精度和粗糙度2. 应考虑机械加工方法、设备以及在加工和热处理过程中引起的变形3. 应考虑零件的大小尺寸、装夹、定位和夹紧造成的误差4. 在能保证零件的最终精度和粗糙度的情况下,选择小的余量以求缩短加工时间、减少加工变形和降低成本。
二、外圆加工余量1. 切断余量2. 卡盘夹紧余量在 长 度 上 的 余 量 (MM )≤100 7 8 10 12 >100 8 15 20 303. 粗车后,调质或精车外圆加工余量工件 直径 d 下序 工 件 长 度 L≤100 >100—250>250—500>500—800>800 —1200>1200—2000>2000—3000>3000—4500>4500—6000直 径 余 量 ≤30精车 1.2 1.31.41.61.7调质>30 —50 精车 1.3 1.31.41.61.72.0调质>50 —80 精车1.4 1.41.61.71.82.14. 外圆磨削余量(不淬火)5. 外圆磨削余量(淬火)6. 外圆研磨余量7. 切除渗碳层余量(mm)8. 齿圈、偏心体粗加工后调质余量(mm)工件直径D 孔径余量a 内外直径余量a 端面余量a ≤125013~15 10~12 5~6>1250~2000 15~18 12~14 6~7>2000 20~22 14~18 8~9注:1. 合金钢材料余理取下限 2. 余量公差为14级9. ZG310~570、QT700-2、QT600-3齿轮、导柱粗加工正火余量(mm)工件直径D 外径余量a 端面余量a≤10008~10 4~5>1000~1500 10~12 5~6>1500 12~14 6~7注:余量公差为14级10. 端面、台阶面加工余量(mm)工件直径 D工件长度下序工艺≤30>30~50 >50~120 >120~260 >260~500 >500 精车0.5 0.5 0.7 0.8 1.0 1.2 ≤18磨削0.2 0.3 0.3 0.4 0.5 0.6精车0.6 0.6 0.7 0.8 1.0 1.2 >18~50磨削0.3 0.3 0.3 0.4 0.5 0.6精车0.7 0.7 0.8 1.0 1.2 1.4 >50~120磨削0.3 0.4 0.4 0.5 0.5 0.6精车0.8 0.8 1.0 1.0 1.2 1.4 >120~260磨削0.4 0.4 0.5 0.5 0.6 0.7精车 1.0 1.0 1.2 1.2 1.4 1.5 >260~500磨削0.5 0.5 0.6 0.6 0.7 0.8精车 1.2 1.2 1.2 1.4 1.5 1.7 >500磨削0.6 0.6 0.6 0.7 0.7 0.8 注:1. 余量公差为14级 2. 粗糙度≤Ra6.3三、孔加工余量1 .扩孔、镗孔、铰孔余量(mm)孔直径d 直径余量 a 孔直径d直径余量 a扩、镗粗铰精铰扩、镗粗铰精铰≤60.1 0.04 >50~80 1.5~2.0 0.4~0.5 0.10 >6~10 0.8~1.0 0.1~0.15 0.05 >80~120 1.5~2.0 0.5~0.7 0.15 >10~18 1.0~1.5 0.1~0.15 0.05 >120~260 2.0~3.0 0.5~0.7 0.20 >18~30 1.5~2.0 0.15~0.2 0.06 >260~360 2.0~3.0 0.5~0.7 0.20 >30~50 1.5~2.0 0.2~0.3 0.08 >360 2.5~3.5 0.6~0.8 0.30 注:铰孔前粗糙度≤Ra3.22. 拉削余量(mm)圆孔余量孔长度L 孔径 D≤12>12~18 >18~25 >25~30 >30~40 >40~60 >60~100 >100~160 直径余量 a≤100.20 0.25 0.30 0.30 0.35 0.45 0.65 0.95 >10~18 0.25 0.30 0.35 0.35 0.40 0.50 0.70 1.00 >18~30 0.30 0.35 0.40 0.40 0.45 0.55 0.75 1.10>30~50 0.40 0.45 0.45 0.50 0.55 0.65 0.85 1.15 >50~80 0.50 0.55 0.55 0.60 0.65 0.75 0.95 1.25 >80~120 0.60 0.65 0.65 0.70 0.75 0.85 1.05 1.35 >120~180 0.70 0.75 0.80 0.85 0.90 1.00 1.20 1.50 直径余量a = 0.005D + 0.05 L型孔余量孔长度L 型孔对边长 S≤18>18~30 >30~50 >50~80 >80~120 余量(双边) a≤100.40 0.50 0.60 0.70 0.80 >10~18 0.50 0.60 0.70 0.80 1.00 >18~30 0.60 0.70 0.80 0.90 1.10 >30~50 0.80 0.90 1.00 1.10 1.30 >50~80 0.90 1.00 1.20 1.30 1.50 >80~120 1.20 1.30 1.40 1.50 1.70 >120~180 1.40 1.50 1.60 1.70 1.80 余量a = 0.005S + 0.1 L3. 磨孔余量(mm)4. 珩磨孔余量(mm)5. 研磨孔余量(mm)。