挤出成型
- 格式:ppt
- 大小:2.40 MB
- 文档页数:40


挤出成型法名词解释
挤出成型法是一种常见的塑料加工方法,也被称为挤塑或挤压成型。
它是利用
挤出机将熔化的塑料物料通过模具挤出,使其成型为所需的截面形状。
这种方法在塑料加工领域应用广泛,可以生产出各种形状复杂的塑料制品,如管材、板材、型材等。
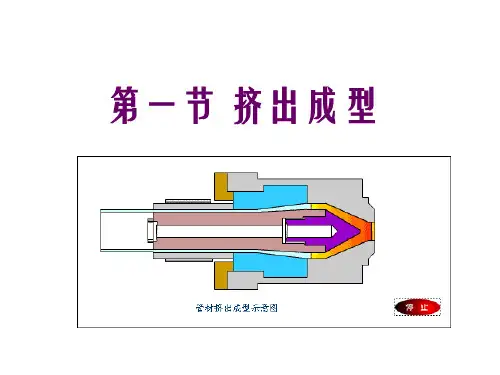
挤出成型法的工作原理是通过将塑料颗粒或粉末加热熔化,然后将熔化的塑料
物料送入挤出机的螺杆筒内。
在螺杆的旋转作用下,熔化的塑料物料被压缩、混合、加热,最终在机筒出口处通过模具挤出,形成所需的截面形状。
挤出机通常由进料装置、加热装置、螺杆和机筒、模具、冷却装置等部件组成。
挤出成型法具有生产效率高、成型精度高、生产成本低等优点。
它适用于生产
各种截面形状的塑料制品,且可以通过更换模具实现生产不同形状和尺寸的产品。
此外,挤出成型法生产的制品表面光滑、一致性好,可以满足各种工业和民用领域的需求。
在挤出成型法中,塑料的选择、挤出机的参数调节、模具设计等因素都会影响
成型制品的质量和性能。
因此,在实际生产中,需要根据具体的产品要求和生产条件,合理选择塑料材料、挤出机型号和参数,设计合理的模具,确保生产出符合要求的塑料制品。
总的来说,挤出成型法是一种常用的塑料加工方法,具有广泛的应用前景。
通
过不断的技术改进和创新,挤出成型法将能够更好地满足不同行业的生产需求,为塑料制品的生产和应用提供更加便捷、高效的解决方案。

挤出成型和注塑成型的区别在哪在塑料加工行业中,挤出成型和注塑成型是两种常见的方法,它们在生产工艺、设备和产品特性等方面存在显著的区别。
工艺原理挤出成型挤出成型是将塑料通过加热融化后,通过特定形状的挤出口挤出,使其成型后冷却固化的一种成型工艺。
挤出机将塑料料柱加热至熔化状态,然后通过螺杆挤出口挤出,经过模具成型,最后冷却硬化并切割成所需长度。
注塑成型注塑成型是将塑料颗粒加热融化后,由注射机注入模具腔内,冷却后形成所需形状的一种成型工艺。
注射机通过螺杆将塑料颗粒加热融化,然后注射到模具中,通过冷却后得到成型产品。
设备特点挤出成型挤出机通常由进料系统、加热系统、螺杆和机筒、模具头以及成型部分组成。
挤出机更适用于生产连续且较长的产品,如管材、板材、薄膜等。
注塑成型注塑机主要由进料系统、注射系统、压力系统、冷却系统和电气系统组成。
注塑机适合生产成型复杂、结构精细的产品,如塑料零件、壳体等。
产品特性挤出产品挤出成型的产品表面光滑,密度均匀,强度较高,但是尺寸精度较一般。
常见的产品包括各种管材、板材、薄膜、型材等。
注塑产品注塑成型的产品具有较高的尺寸精度和表面质量,可生产出形状复杂且结构精细的塑件。
注塑产品广泛应用于家电、汽车、医疗器械等领域。
生产效率挤出成型由于是一种连续生产工艺,适用于大批量生产,具有较高的生产效率。
而注塑成型虽然可实现自动化生产,但每次注射成型的过程相对禁止,适用于小批量生产。
综上所述,挤出成型和注塑成型在工艺原理、设备特点、产品特性和生产效率等方面存在明显差异。
选择合适的成型工艺取决于产品的需求、生产规模以及生产效率要求。