光整加工技术综述全解
- 格式:doc
- 大小:34.00 KB
- 文档页数:14
磁力研磨光整加工技术综述浙江工业大学机械电子工程摘要:本文在阐述磁力研磨加工技术发展历史和研究现状的基础上,介绍了磁力研磨的基本原理、加工特点,并针对不同的加工对象,给出了几类典型的加工设备。
最后介绍了磁力研磨加工技术的应用领域及发展趋势,并提出了今后研究应用重点关注的方向。
关键词:磁力研磨;精密加工;Review of the magnetic abrasive finishing Abstract: The development history and current research situation of the Magnetic Abrasive Finishing (MAF) is studied. The fundamental and processing characteristic of the MAF are introduced. According to the difference of processing objects, some typical devices are provided. Finally, it introduces the field of the application and the trend of the development of the MAF, and some suggestions on the research of the MAF are proposed.Key words: magnetic abrasive finishing; precision working1 引言随着工业的发展,对零件的表面光整加工技术和棱边精加工提出越来越高的要求。
光整加工技术正是以提高零件表面质量作为出发点,经过光整加工的零件表面具有低的表面粗糙度和良好的表面微观几何形貌,不仅具有良好的外观质量,而且还有耐磨、防腐蚀和抗疲劳等作用。
机械零件表面光整加工的常用方法【摘要】提高零件的表面质量和精度是提高产品的性能和质量、增强产品的稳定性和可靠性、延长零件使用性能和寿命的重要措施。
光整加工是改善零件表面质量的重要手段,近年来新的光整加工工艺方法不断涌现,本文对此进行了探讨。
【关键词】机械零件;光整加工;技术一、光整加工技术的涵义与特点随着科学技术的发展和生产的需要,人们对零件的表面质量和精度的要求越来越高。
零件表面质量对零件的耐磨性、抗疲劳强度、抗腐蚀性及接触刚度等使用性能以及寿命、可靠性都有很大的影响。
光整加工是指被加工对象表面质量得到大幅度提高的同时实现精度的稳定甚至可提高加工精度等级的一种加工技术。
光整加工技术要解决的核心问题仍然是表面质量、加工精度和生产效率问题,是实现先进制造技术的基础和前提之一,也是实现从微米、亚微米加工向纳米级加工技术发展的主要途径。
光整加工主要有采用固结磨料或游离磨料的手工研磨和抛光、传统的机械光整加工和非传统光整加工技术等。
光整加工是机械制造技术的重要组成部分,绝大多数零件的最后一道工序是光整加工。
光整加工在机械制造中的主要功能有:减小和细化零件表面粗糙度,去除划痕、微观裂纹等表面缺陷,提高和改善零件表面质量;提高零件表面物理力学性能,改善零件表面应力分布状态,提高零件使用性能和寿命;改善零件表面的光泽度和光亮程度,提高零件表面清洁程度提高零件的装配工艺性等。
二、机械零件表面光整加工方法1、精密磨削在机械加工的各种方法中,经常以磨削作为最终加工手段,来满足对工件的尺寸精度、形位精度、表面粗糙度和表面变质层的要求。
在切削加工中,去除的切屑尺寸越小,加工精度也就越高。
由于磨削加工的砂轮是用磨料的微小切削刃进行切削,所以排除的切屑也极其微小,通过计算可知,切屑的厚度可在亚微米级甚至更小,从这点看,利用磨削,完全可以满足零件的尺寸精度、形位精度和表面粗糙度的要求。
从应用范围来看,磨削加工可以说是最广泛的。
激光加工综述激光加工是一种新兴的技术,通过非接触式的方式将激光束聚焦到物体表面,实现对材料的加工和处理。
相比传统的加工方法,激光加工具有许多优点,如高精度、高效率、低成本等。
本文将从以下几个方面对激光加工进行综述:一、激光加工的特点激光加工具有许多优点。
首先,激光加工是非接触式的,不会对材料造成机械挤压或变形,因此可以避免对材料造成损伤。
其次,激光加工的精度高,可以实现对微小细节的精确控制。
此外,激光加工的速度快,可以大幅提高生产效率。
最后,激光加工还可以对各种材料进行加工,如金属、非金属、复合材料等。
二、激光加工的类型及应用激光加工主要包括激光切割、激光焊接、激光打标等类型。
激光切割是通过高能激光束将材料汽化或氧化,从而实现切割的目的。
激光焊接则是通过激光束将材料熔化后重新凝结,实现焊接的目的。
激光打标则是通过激光束在材料表面留下永久性的标记。
在实际应用中,激光加工被广泛应用于各种领域,如汽车制造、航空航天、电子工业、医疗器械等。
在汽车制造领域,激光加工可以用于实现汽车零部件的高精度焊接和切割。
在航空航天领域,激光加工可以用于制造高强度的零部件。
在电子工业领域,激光加工可以用于实现微电子器件的精细打标和切割。
在医疗器械领域,激光加工可以用于制造高精度的医疗设备和器械。
三、激光加工技术的未来发展随着科技的不断发展,激光加工技术也在不断进步和完善。
未来,激光加工将会向着更加高效、精确、智能化的方向发展。
同时,随着新材料的不断涌现和应用,激光加工也将会面临新的挑战和机遇。
相信在未来,激光加工将会在更多的领域得到应用和发展。
第六章模具光整加工和表面加工技术第一节光整加工光整加工是以降低零件表面粗糙度,提高表面形状精度和增加表面光泽为主要目的的研磨和抛光加工,统称为光整加工。
型腔模的型腔、型孔成型表面的精加工手段,主要为电火花成型加工和电火花线切割加工,在电加工之后成形表面形成一层薄薄的变质层。
变质层上的许多缺陷,除几何形状规则表面可以采用高精度的坐标磨削加工外,多数情况需要依靠研磨抛光来去除变质层,以保证成形表面的精度和表面粗糙度要求。
因此,光整加工主要用于模具的成形表面,它对于提高模具寿命和形状精度,以及保证顺利成形起着重要的作用。
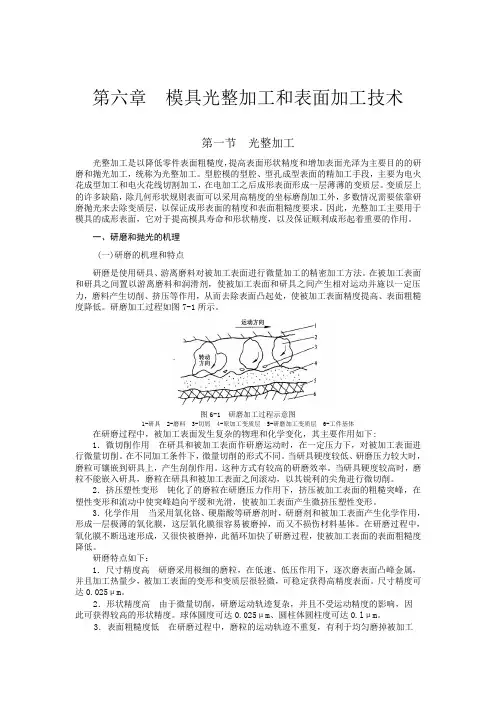
一、研磨和抛光的机理(一)研磨的机理和特点研磨是使用研具、游离磨料对被加工表面进行微量加工的精密加工方法。
在被加工表面和研具之间置以游离磨料和润滑剂,使被加工表面和研具之间产生相对运动并施以一定压力,磨料产生切削、挤压等作用,从而去除表面凸起处,使被加工表面精度提高、表面粗糙度降低。
研磨加工过程如图7-1所示。
图6-1 研磨加工过程示意图1-研具 2-磨料 3-切屑 4-原加工变质层 5-研磨加工变质层 6-工件基体在研磨过程中,被加工表面发生复杂的物理和化学变化,其主要作用如下:1.微切削作用在研具和被加工表面作研磨运动时,在一定压力下,对被加工表面进行微量切削。
在不同加工条件下,微量切削的形式不同。
当研具硬度较低、研磨压力较大时,磨粒可镶嵌到研具上,产生刮削作用。
这种方式有较高的研磨效率。
当研具硬度较高时,磨粒不能嵌入研具,磨粒在研具和被加工表面之间滚动,以其锐利的尖角进行微切削。
2.挤压塑性变形钝化了的磨粒在研磨压力作用下,挤压被加工表面的粗糙突峰,在塑性变形和流动中使突峰趋向平缓和光滑,使被加工表面产生微挤压塑性变形。
3.化学作用当采用氧化铬、硬脂酸等研磨剂时,研磨剂和被加工表面产生化学作用,形成一层极薄的氧化膜,这层氧化膜很容易被磨掉,而又不损伤材料基体。
在研磨过程中,氧化膜不断迅速形成,又很快被磨掉,此循环加快了研磨过程,使被加工表面的表面粗糙度降低。

模具表面的光整加工技术刘德平1,李宏兵1,2(1.郑州大学机械工程学院,450000;2.郑州轻工业学院轻工职业学院450002)关键词:模具;光整加工;高速铣削光整加工是指精加工后,从工件上不切除或只切除极薄的材料层,以降低工件表面粗糙度或强化其表面的加工方法。
光整加工可以获得比一般机械加工更高的表面质量。
模具表面光整加工一直以来都是模具加工中的难题之一,特别是对于一些硬度较高的金属模具进行装配时,我国目前仍以手工研磨抛光为主。
手工研磨抛光不仅难以保障产品质量、加工周期长,而且模具钳工作业环境差、劳动强度大,从而使之成为模具制造效率的瓶颈,也制约了我国模具行业向更高层次发展。
对于模具复杂型腔和一些狭缝的精加工,传统的机加工方法已无法胜任,必须采用新的工艺措施,如电化学或电化学机械光整加工技术。
随着科学技术的不断发展,各类模具的加工工艺要求越来越高。
提高模具的抛光效率和表面质量,使我国模具制造工艺水平再上新台阶,已成为刻不容缓的重要课题。
在模具表面光整加工技术中,主要的可以分为两大部分,即传统光整加工技术和非传统光整加工技术。
传统光整加工技术主要是以手工研磨抛光为主和逐渐发展起来的机械光整加工;非传统光整加工主要包括化学抛光、电化学抛光、电解研磨、电化学机械光整加工、超声波加工、电火花抛光、激光抛光技术以及磁流变抛光等。
下面就主要的加工方法进行介绍。
1. 常用光整加工方法与设备(1) 手工研磨抛光该方法是传统模具光整加工所采用的主要手段,也是我国目前仍广泛采用的方法之一。
该方法不需要特殊的设备,适应性比较强,主要依赖于模具钳工的经验和技术水平,但效率低(约占整个模具周期的1/3),且工人劳动强度大,质量不稳定,制约了我国模具加工向更高层次发展。
但就目前的社会经济技术发展状况来看,在今后的相当一段时间内还不能完全淘汰这种加工手段。
(2) 数字式模具抛光机这种抛光工具采用数字化控制,数字式显示和控制工艺参数,备有整套磨头及磨料,半自动抛光,具有体积小、使用方便的优点。
磁力光整加工技术的研究概述摘要:磁力光整加工是利用磁性材料进行表面光整加工的很多技术的统称,其一般可分为磁力研磨(MAF)、磁流变抛光(MRF)、磁力悬浮研磨、磁性流体研磨、电化学磁力研磨以及超声磁力研磨(UVAMAF)。
本文主要通过世界专利文摘库(SIPOABS)以及中国专利文摘数据库(CNABS)收录的专利为样本,重点分析了磁力研磨和磁流变抛光技术的发展趋势,使读者对于磁力光整加工技术的发展水平有了更进一步的认识。
引言严格意义上讲,学理上并没有统一的有关磁力光整加工的表述,人们一般把在研磨抛光等超精密加工中应用到磁场以进行加工的技术均称之为磁力光整加工,本文主要介绍两种特殊的磁力光整加工:磁力研磨(MAF)和磁流变抛光(MRF),以及磁力研磨与电化学结合而成的电化学磁力研磨,和磁力研磨与超声加工结合而成的超声磁力研磨。
从理论上讲,磁力光整加工还包括有磁力悬浮研磨以及磁性流体研磨,所谓磁力悬浮研磨,是基于磁性流体中非磁性磨粒受磁场作用时,最产生向低磁场方向悬浮的现象而研究出的光整加工方法,而磁性流体研磨(Magnetic Fluid Finishing)是一种新型的借助于磁场进行的光整加工。
该方法利用磁性流体的流动性、磁性材料的磁性和外磁场的作用实现对工件表面研磨的一种精加工方法。
由此,磁力光整加工根据加工原理的不同,可以细分为:磁力研磨(MAF)、磁流变抛光(MRF)、磁力悬浮研磨、磁性流体研磨、电化学磁力研磨以及超声磁力研磨(UVAMAF),本文主要对磁力研磨和磁流变抛光技术进行重点的发展分析。
一、磁力研磨技术的发展分析磁力研磨加工是在强磁场作用下,填充在磁场中的磁性磨料被沿着磁力线的方向排列起来,吸附在磁极上形成“磨料刷”,并对工件表面产生一定的压力,磁极在带动“磨料刷”旋转的同时,保持一定的间隙沿工件表面移动,从而实现对工件表面的光整加工。
目前公认的磁力光整加工这一概念最早由苏联工程师Kargolow在1938年正式提出的,但是当时仅仅是理论性的研究,并没有应用到实际生产当中,最早的一篇关于磁力研磨的专利申请时间为1969年,专利号为SU380438A1,其中仅给出了将N和S磁极设置在往返磨削加工的工件两侧,通过磁场的作用以改善加工质量,还并没有完整地提出整个磁力研磨加工的模型。
光整加工中文名称:光整加工英文名称:finishing cut定义:精加工后,从工件上不切除或切出极薄金属层,用以改善工件表面粗糙度或强化其表面的加工过程。
应用学科:机械工程(一级学科);切削加工工艺与设备(二级学科);切削加工工艺-切削加工方法(三级学科)简介:光整加工是指不切除或从工件上切除极薄材料层,以减小工件表面粗糙度为目的的加工方法,如超级光磨和抛光等。
加工方式及要求:主要表面的光整加工(如研磨、珩磨、精磨\滚压加工等),应放在工艺路线最后阶段进行,加工后的表面光洁度在Ra0.8um以上,轻微的碰撞都会损坏表面,在日本、德国等国家,在光整加工后,都要用绒布进行保护,绝对不准用手或其它物件直接接触工件,以免光整加工的表面,由于工序间的转运和安装而受到损伤光整加工方法介绍:超级光磨1.超级光磨是用装有细磨粒、低硬度油石的磨头,在一定压力下对工件表面进行光整加工的方法。
加工时,工件旋转(一般工件圆周线速度为6-30 m/min),油石以恒力轻压于工件表面,作轴向进给的同时作轴向微小振动(一般振幅为1~6 mm,频率为5~50 Hz),从而对工件微观不平的表面进行光磨。
加工过程中,在油石和工件之问注人光磨液(一般为煤油加锭子油),一方面为了冷却、润滑及清除切屑等,另一方而为了形成油膜,以便自动终止切削作用。
当油石最初与比较粗糙的工件表面接触时,虽然压力不大,但由于实际接触面积小,压强较大,油石与工件表而之问不能形成完整的油膜,加之切削方向经常变化,油石的自锐作用较好,切削作用较强。
随着工件表面被逐渐磨平,以及细微切屑等嵌入油石空隙,使油石表面逐渐平滑,油石与工件接触面积逐逐渐增大,压强逐渐减小,油石和工件表面之间逐渐形成完整的润滑油膜,切削作用逐渐减弱,经过光整抛光阶段,最后便自动停止切削作用。
当平滑的油石表面再一次与待加工的工件表面接触时,较粗糙的工件表面将破坏油石表面平滑而完整的油膜,使光磨过程再一次进。
光整机光整机总体描述(一)光整机系统组成及简要说明组成:T op Backup Roll Balance(顶部支撑辊平衡)通过四个液压缸来抵消辊和底座的重力,顶部支撑辊平衡总是起作用,除非更换Roll Clamping (Keepers) 夹子固定工作辊和支撑辊Anti-Crimping Roll(防缠辊)位于光整机入口处,光整机关闭时达到最高位Anti-cross break Roll(防皱辊)位于光整机出口处,光整机关闭时达到最高位Tensiometer Rolls(张力辊)光整机入口和出口个一个,测量带钢在线上的张力(二)光整机基本数据Design data of the plant 设定数值最大扎制力:450吨(三)光整机功能描述(1)两种工作模式根据用的要求选择工作模式1延伸率模式:优先控制延伸率(延伸率保持不变,轧制力变化,出口张力不变)1)延伸率的测量通过入口和中间张紧辊速度控制2)入口处带钢张力通过支撑辊速度改变控制3)出口处带钢张力通过中间张紧辊(拉矫机前)速度改变控制4)通过改变轧制力控制延长,如果轧制力达到最大值还是不能达到延伸率,则改变出口带钢张力2 轧制力模式:优先控制轧制力改变带钢粗糙度(轧制力不变,延伸率变化,出口张力不变)1)入口处带钢张力通过改变支撑辊速度控制 2)粗糙度通过轧制力控制3)出口处带钢张力通过改变中间张紧(6号)辊速度控制 (2)光整机控制方式Hydraulic Roll Force Cylinders (轧制力液压缸) 光整机有两种控制方式:位置控制和轧制力控制位于光整机底部,通过控制两个液压缸的位置和压力给光整机提供必要的轧制力,每个液压缸通过一个伺服阀来控制油流入的速度(3) 工作辊弯辊控制Work Roll Bending Cylinders (弯辊液压缸)由16个辊组成,弯辊通过液压缸压力改变工作辊的弯曲度,(通过伺服系统控制,每个正弯负弯都装备一个压力传感器) 正弯作用:保证工作辊在光整机打开或关闭时水平 使工作辊向外弯(轧中间) 负弯作用:使工作辊向里弯(轧两边)Top Backup Roll and Roll ChocksBottom Backup Roll and Roll ChocksTop Work Roll and Roll ChocksBottom Work Roll and Roll Chocks(4)Wet rolling system (湿辊系统)三个喷射水管,一个在入口上工作辊,一个在底部工作辊,一个在顶部支撑辊。
光整加工技术综述摘要:介绍了光整加工技术在制造业中的重要地位和作用,对光整加工技术进行分类并分析了光整加工技术的工艺方法及特点,叙述了各类光整加工技术的发展历程,并着重介绍了几类非传统光整加工技术的应用和不足,最后分析了光整加工技术未来的发展要求和方向。
1 光整加工技术的含义、地位及作用表面质量是评价零件质量的一个重要指标,零件表面的凹凸不平、飞边毛刺、磕碰划伤和微观裂纹等,不仅影响零件的表面质量,同时也影响整机的装配精度、性能和使用寿命。
所谓光整加工,是指被加工对象表面质量得到大幅度提高的同时,实现精度的稳定甚至提高加工精度等级的一种技术,是先进制造技术的一个重要组成部分。
2 光整加工技术的特点进行光整加工的目的,主要是提高零件的表面质量。
无论是传统的光整加工方法,还是近年来出现的新工艺技术,都具有以下主要特点:(1)光整加工的加工余量小,原则上只是上道工序公差带宽度的几分之一。
一般情况下,只能改善表面质量(减小粗糙度值,消除划痕、裂纹和毛刺等),不影响加工精度。
如果余量太大,不仅生产效率低,有时还可能导致工件的原有精度下降;(2)光整加工所用机床设备不需要很精确的成形运动,但磨具与工件之间的相对运动应尽量复杂。
因为光整加工是用细粒度的磨料对工件表面进行微量切削和挤压、划擦的过程,只要保证磨具与工件加工表面能具有较大的随机性接触,就能使表面误差逐步均化到最终消除,从而获得很高的表面质量;(3)光整加工时,磨具相对于工件的定位基准没有确定的位置,一般不能修正加工表面的形状和位置误差,其精度要靠先行工序来保证;(4)有效地清除铸件、锻件和热处理件的表面的残渣、杂质及氧化皮;(5)改善工件表面层应力状态,形成抗疲劳破坏的均匀压应力值(一般比原值增大50%以上);(6)改善工件表面层金相组织状态,提高表面显微硬度,一般提高6% ~ 20%,形成一定深度的耐磨损、抗疲劳的致密金属层,深度一般提高4倍以上;(7)提高工件清洁度,完成传动件的初期磨损,改善整机部分性能指标,缩短整机磨合期40%以上;(8)降低工艺成本,减轻工人劳动强度,提高生产效率,无污染,便于机械化和自动化生产。
3 光整加工技术的分类及工艺方法光整加工主要有采用固结磨料或游离磨料的手工研磨和抛光、机械传统光整加工、非传统光整加工和复合非传统光整加工。
如果按能量提供方法分类,则可大致分为机械法、化学和电化学法、热能作用这几类。
若按光整加工的主要功能来分,可分为下面3大类:(1)以降低零件表面粗糙度值为主要目的的光整加工,如光整磨削、研磨、珩磨和抛光等;(2)以改善零件表面物理力学性能为主要目的的光整加工,如滚压、喷丸强化、金刚石压光和挤孔等;(3)以去除毛刺飞边、棱边倒圆等为主要目的的光整加工,如喷砂、高温爆炸、滚磨、动力刷加工等。
手工方法研磨、抛光,能够实现平面、回转体、自由曲面的光整加工,适用于单件小批量生产。
但这种方法劳动强度高,同时受到工人的技术等级和技术熟练程度的影响,质量不稳定,效率低。
机械光整加工包括精密磨削、珩磨、研磨、抛光、超精磨、滚压加工等。
非传统光整加工技术主要包括:离子束抛光,激光束抛光,化学抛光,电化学抛光,磁粒光整加工,磁流体研磨,磨料流抛光,超声波研磨、抛光,电泳研磨等。
复合非传统光整加工主要包括:化学机械抛光、电化学超声波研磨、电火花超声波研磨、电化学机械光整加工、电火花电化学抛光、磁场电化学光整加工,其他复合光整加工等。
4 各类光整加工技术发展历程对于毛刺技术(或毛刺工程)重要性的真正认识,始于美国Bendix 公司的研究人员,他们在1974年的SME(美国制造工程师学会)成立毛刺技术分会会议上发言时,首先提出了“毛刺技术”这个技术术语,一直沿用至今。
从而使精密零件表面光整加工去毛刺技术受到了多个工业发达国家的普遍重视。
后来便于技术上的交流,将这个分会正式改名为毛刺、棱边和光整技术分会(Burr Edge&Surface Finishing Technique, BEST)。
1975年ISO(国际标准化组织)举办了第一届关于去毛刺、飞边的国际学术会议。
之后,美国、日本、西德、苏联等国先后设立了专门研究机构及产品开发部门,进行了大量富有开拓性的研究工件,开发了许多实用的光整加工及去毛刺工艺方法及相应设备,尤其是于1997年成立的国际BEST组织,在世界范围内对这一战略性技术进行了积极的推广和应用。
之后,CIRP(国际生产工程协会)也在其学术年会上,相继发表了有关去毛刺及表面光整加工方面的论文。
这项技术于20世纪90年代开始在机械工业和电子工业中占据了重要的地位,已得到各国的普遍重视。
我国于20世纪90年代初,才先后成立了“中国仪表工艺学会光整技术研究会”和“中国机械工程学会光整技术研究会”。
光整加工及去毛刺技术的发展起步较晚。
近几年,液压行业、轴承行业、纺机行业、内燃机行业等诸多行业推广光整技术的研讨会已举行多次。
目前,我国已经形成每两年举办一次国际光整加工技术及表面工程学术会议的机制,很多新理论、新工艺、新技术、新装备层出不断,整个光整加工技术的研究及应用呈现了加速发展的良好态势。
光整加工技术要解决的核心问题是表面质量,有时也有生产率和加工精度要求,这是保证产品质量的基础和前提,也是实现从微米、亚微米加工技术向纳米级加工技术发展的重要途径。
4.1传统机械光整加工阶段手工研磨、抛光,能实现平面、回转体、自由曲面的光整加工,适用于单件小批量生产。
但这种方法劳动强度高,同时受到工人的技术等级和技术熟练程度的影响,质量不稳定,效率低。
随着科学技术的发展和制造水平的不断提高,传统机械光整加工得到了迅速的发展,相继开发出数控机床、机器人来替代手工作业。
尤其是CAD/CAE/ CAM在模具行业的应用,自由曲面的光整加工将成为可能。
工艺参数、效率的不确定性、设备昂贵等因素决定了在实际中大范围的推广应用,还需要摸索相对较长的时间。
无论是手工作业还是机械光整加工,都需要多道工序完成。
由于工作量大,效率低,已满足不了生产需要;而且对工具头无法触及的异型件、细长管件或大型工件,实现光整加工难度更大,甚至无法加工。
非传统光整加工及复合光整加工的出炉就是必然。
4.2非传统机械光整加工及复合非传统光整加工化学抛光和电化学抛光是有选择地溶解峰点,实现表面光整,并且不受导电材料硬度的限制,生产效率高,但是光整加工后表面粗糙度等级只能提高1 ~2级,且精度难以控制。
只应用于一些降低零件表面粗糙度值,改善表面质量,但对精度要求不高的零件。
上世纪70年代开发的电化学机械光整加工,设备结构简单、成本低,吸收了机械光整加工精度的可控性和电化学抛光效率高的优点,使工件表面微观高度特性明显减小,可加工出高精度零件,效率高。
但遇到原始表面粗糙度值大的表面(如Ra>1.61μm),效率就会大幅度下降。
此种工艺主要应用于磨削过的表面粗糙度提高及精度提高的零件加工。
80年代出现了脉冲电化学机械光整加工技术,充分利用电流的间歇作用和压力波的搅拌作用以及机械的精加工保障作用,降低了对原始表面粗糙度的要求。
主要用于较为粗糙表面的光整加工,并且提高了加工精度和效率。
随着脉冲电化学机械光整加工工艺的不断完善,该技术的应用领域将会越来越广。
由于工具头的局限性,前面所说的光整加工无法实现对U型管、异型管等内表面的光整加工。
磁粒光整加工中,自由磁粒受到磁场力控制,形成具有柔性的磁刷,可实现自由曲面、自由孔等特殊形状的孔或面的加工;但其致命的缺点是生产效率低,而且还受到磁性磨料制造水平的制约。
各种形式的非传统及复合光整加工避免了手工作业。
传统机械光整加工中存在的缺陷,大幅度改善表面质量和提高生产效率,在实现精度稳定甚至提高精度等级的同时,正朝着加工过程的机械化、自动化、柔性化、智能化和高效率方向发展。
5 非传统光整加工技术的应用及不足现阶段,各类非传统光整加工技术在我国都已有所应用和研究,下面将详细介绍几种非传统光整加工技术。
5.1电化学光整加工电化学光整加工是一种有效利用电化学阳极溶解现象的零件终加工工艺方法。
将电化学阳极溶解现象用于工件阳极整平,最初是以工件阳极表而抛光为目的而应用的,并在此基础上逐步演绎为采用酸性电解液的电化学抛光工艺方法。
虽然电化学抛光方法可改善零件的表而质量,但由于电解液为酸性溶液且几乎不流动;同时,电极之间的间隙较大,因此,电化学抛光工艺方法有其局限性。
这主要表现在:受工件阳极原始表而质量的影响较大,零件表而粗糙度只能在原有的基础上提高1 ~2级,加工精度的可控差;存在酸性电解液对设备的腐蚀,对环境的影响等问题。
然而,由于在提高复杂结构零件表而质量方而具有一定的优势,如工具阴极的结构设计及其制造简单,因此,目前电化学抛光仍是提高零件表而质量的重要手段之一。
针对电化学抛光工艺方法的不足,在结合电化学加工优势的基础上,提出了电化学光整加工工艺方法。
相关研究的分析表明:电化学光整加工是一种有效地利用小间隙条件下的电化学阳极溶解现象对零件实施整平的工艺方法。
电化学机械光整可以大幅度消除表面低周期波动,使表面轮廓高度分布范围缩小,表面轮廓高度特性参数大幅度降低;而且电化学机械光整表面的波纹度远小于精磨表面,并且前者与后者的波纹度参数之比,小于对应的粗糙度参数之比。
虽然电化学光整加工是电化学加工在光整加工领域的应用,但由于目的不同,因此,电化学光整加工有自身的工艺特点和规律。
对这些工艺特点及其规律的深入研究与探索将推动电化学光整加工向柔性化、过程控制自动化、智能化方向发展。
5.2 振动光整加工振动光整加工是利用机械振动,使产品零件和大小形状不相等磨料相对摩擦,以去除机械加工或冲压、压铸后产品零件所产生的毛刺、飞边、棱角,并去除热处理产生的氧化皮和锈斑,它又是电镀前产品零件的表面处理和提高产品外观质量的一种细微磨削方法。
振动光整加工实质上是种间隙脉冲研磨和磨削。
在磨料周期性地离开和接触工件过程中,由于振动,磨料运动方向、大小不断变化,而且磨料具有不同形状、不同材质,所以磨料能周到地磨削着工件的不同部位,它对形状复杂的工件尤其实用。
振动研磨过程中,各种加工因素都会对研磨效果产生不同的影响,要正确合理地选择各种因素。
其中主要因素包括加工时间、偏心块的夹角、频率的大小、磨料的配比和研磨液种类等。
此外,振动光整加工与其他光整加工技术的复合也产生了很好的加工效果,例如磁性流体超声振动光整加工技术。
磁性流体超声振动光整加工是以磁性流体作为超声振动的制动元件,在磁性流体中混入非磁性磨料和防锈剂并施之以交变的高频梯度磁场,从而使磁性流体夹持磨料与之相接触的工件表面发生超声振动磨削,达到对复杂形面、内部型腔及细小管内壁等的光整加工。