孔轴配合公差表
- 格式:docx
- 大小:206.49 KB
- 文档页数:14
轴孔公差与配合标准表引言在机械设计与加工中,轴孔公差与配合是一个重要的概念。
轴孔公差是指轴孔的尺寸变动范围,配合是指轴与孔之间的连接方式。
了解和掌握轴孔公差与配合标准表对于正确设计和加工零件至关重要。
本文将介绍常见的轴孔公差等级以及国内外通用的配合标准表。
轴孔公差等级轴孔公差等级通常由字母和数字表示,常见的轴孔公差等级包括H、K、N、P、U等。
轴孔公差等级的选择应根据零件的要求和加工工艺来确定。
•H等级:高精度轴孔公差等级,适合精密机械和仪表等要求较高的场合。
•K等级:精度较高的轴孔公差等级,适用于一般机械和设备。
•N等级:普通轴孔公差等级,广泛应用于一般机械制造。
•P等级:较宽松的轴孔公差等级,适合一些要求不严格的场合。
•U等级:松散的轴孔公差等级,通常用于热胀冷缩较大的场合。
配合标准表配合标准表是用来规定轴与孔之间配合的标准。
国内外有许多不同的配合标准表,常见的包括GB/T 1800、ISO 286和ANSI B4.1等。
GB/T 1800GB/T 1800是国家标准中轴孔配合用的标准表。
该标准表包括轴的基本尺寸和公差、孔的基本尺寸和公差以及配合的规定。
GB/T 1800将配合分为轴段和孔段,使用不同的字母和数字组合表示。
例如,H7/h6表示轴孔的配合,其中H7表示轴的公差等级为H,h6表示孔的公差等级为h。
ISO 286ISO 286是国际标准化组织制定的轴孔配合标准。
ISO 286将轴孔配合分为四个基本制度:制度系列、制度尺寸、制度公差和制度偏差。
例如,H7/d9表示轴的公差等级为H7,孔的公差等级为d9。
ANSI B4.1ANSI B4.1是美国国家标准化协会制定的轴孔配合标准。
该标准将配合分为带有字母和数字的代码组合来表示。
例如,RC2/HC7表示轴的公差等级为RC2,孔的公差等级为HC7。
轴孔配合设计原则正确的轴孔配合设计可以保证零件在工作中的正常运行。
以下是一些轴孔配合设计的原则:1.选择合适的轴孔公差等级和配合标准表,根据零件的要求和实际工作情况进行选择。
公差配合表:配合公差(fit tolerance)是指组成配合的孔、轴公差之和。
它是允许间隙或过盈的变动量。
孔和轴的公差带大小和公差带位置组成了配合公差。
孔和轴配合公差的大小表示孔和轴的配合精度。
孔和轴配合公差带的大小和位置表示孔和轴的配合精度和配合性质。
配合公差的大小=公差带的大小;配合公差带大小和位置=配合性质。
公差等级的选择与轴承配合的轴或轴承座孔的公差等级与轴承精度有关。
与P0级精度轴承配合的轴,其公差等级一般为IT6,轴承座孔一般为IT7。
对旋转精度和运转的平稳性有较高要求的场合(如电动机等),应选择轴为IT5,轴承座孔为IT6。
公差带的选择当量径向载荷P分成“轻”、“正常”和“重”载荷等几种情况,其与轴承的额定动载荷C之关系为:轻载荷P≤0.06C 正常载荷0.06C1) 轴公差带安装向心轴承和角接触轴承的轴的公差带参照相应公差带表。
就大多数场合而言,轴旋转且径向载荷方向不变,即轴承内圈相对于载荷方向旋转的场合,一般应选择过渡或过盈配合。
静止轴且径向载荷方向不变,即轴承内圈相对于载荷方向是静止的场合,可选择过渡或小间隙配合(太大的间隙是不允许的)。
2)外壳孔公差带安装向心轴承和角接触轴承的外壳孔公差带参照相应公差带表。
选择时注意对于载荷方向摆动或旋转的外圈,应避免间隙配合。
当量径向载荷的大小也影响外圈的配合选择。
3) 轴承座结构形式的选择滚动轴承的轴承座除非有特别需要,一般多采用整体式结构,剖分式轴承座只是在装配上有困难,或在装配上方便的优点成为主要考虑点时才采用,但它不能应用于紧配合或较精密的配合,例如K7和比K7更紧的配合,又如公差等级为IT6或更精密的座孔,都不得采用剖分式轴承座。
公差标准:①当轴承内径公差带与轴公差带构成配合时,在一般基孔制中原属过渡配合的公差代号将变为过盈配合,如k5、k6、m5、m6、n6等,但过盈量不大;当轴承内径公差带与h5、h6、g5、g6等构成配合时,不在是间隙而成为过渡配合。
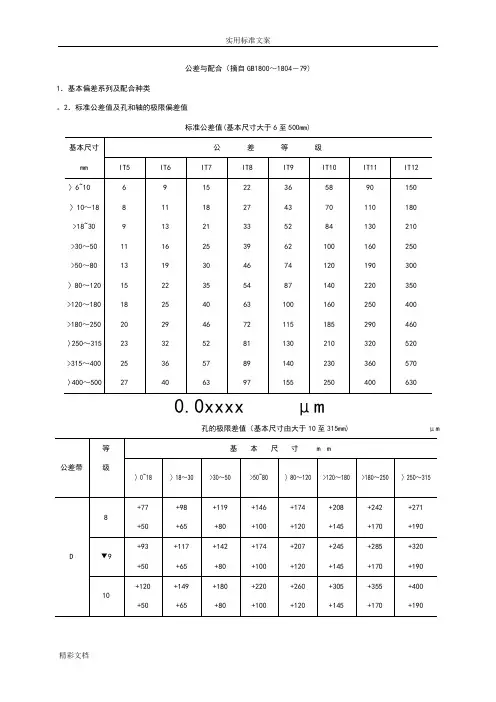
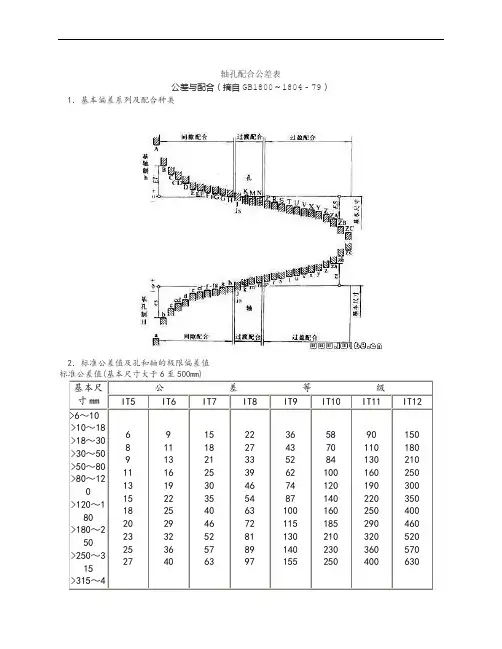
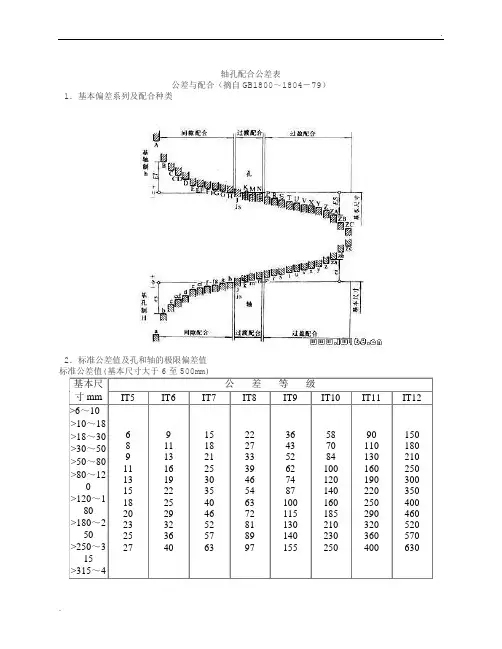
公差与配合(摘自GB1800~1804-79)
1.基本偏差系列及配合种类。
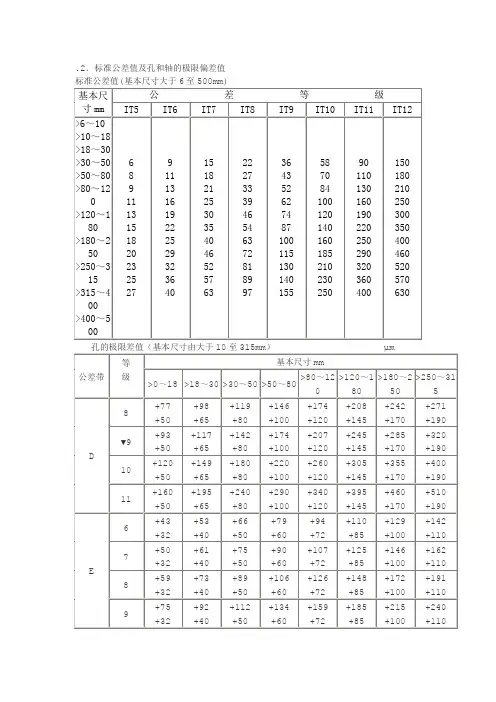
2.标准公差值及孔和轴的极限偏差值
标准公差值(基本尺寸大于6至500mm)
0.0xxxx μm
孔的极限差值(基本尺寸由大于10至315mm) μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
主参数d(D)图例
直线度和平面度公差μm 主参数L图例
平行度、垂直度和倾斜度公差μm
主参数L、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良μm 主参数d(D)、B、L图例
表面粗糙度
表面粗糙度R a值的应用范围
注:1。
粗糙度代号I为第一种过渡方式.它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6。
3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2。
粗糙度代号Ⅱ为第2种过渡方式.它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取3.2.因此,取该值提高了原表面粗糙度的要求和加工的成本。
常用和优先的公差与配合表1—8、表1—9 优先,常用公差带配合说明:优先,常用配合车轴,轴公差等级的选用上采用工艺等价原则。
工艺等价:相配的孔轴难易程度相当。
生产实践证明:当公差等级较高时,同等级的孔比轴加工变难。
按工艺等价原则,标准规定:1)高等级区,孔比轴低一级,7/6、6/5。
2)IT8级,孔比轴低一级,也可孔轴同级,8/83)低等级区,孔轴同级,9/9 10/10公差等级;确定尺寸精确程度的等级。
大写表示孔,小写表示轴国标设置了20个公差等级,代号为IT01、IT0、IT1……IT18基孔制:孔公差带位置固定,改变轴公差带位置而得到不同的配合性质的一种制度。
基孔制中孔为基准孔EI=0基轴制:轴公差带位置固定,改变孔公差带位置而得到不同的配合性质的一种制度。
基轴制中轴为基准轴es=0说明:基孔制和基轴制是两个等效的配合制度,但实际应用中有所区别。
基准制的选择1、优先选用基孔制,减少定值刀量具的规格数目,提高经济效益。
2、基轴制的选用a、冷拔轴;农业纺织机械b 、一轴多配件;活塞销轴c 、轴类标准件(滚动轴承)轴承外圈与轴承孔基轴制K7/h6轴承内圈与轴颈基孔制H7/k6对于与标准零部件配合的轴或孔,必须以标准零部件为基准选择配合制3、非基准制的应用举例说明:公差等级的选用1、选用的基本原则:在满足使用要求下,尽量选用低的公差等级。
2、工艺性;按工艺等价原则,在高等级区孔比轴低一级。
3、相配件:与齿轮、轴承等零件相配的,应按齿轮、轴承的精度确定。
4、公差等级的应用说明6/5 :精密级7/6 基本级8/7 :一般级9 级以上:中低级5、I T6的轴,IT7的孔应用广泛,较高精度的重要配合。
普通等级轴承内、外圈配合的轴和孔分别采用IT6的轴,IT7的孔。
IT8,IT9分别用于普通平键宽度与键槽宽度的配合。
配合的选择间隙配合a,b,c,d,e,f,g,h 过渡配合js k m n 过盈配合p r s t uK 常用轴承配合平均间隙接近零用于定位配合。
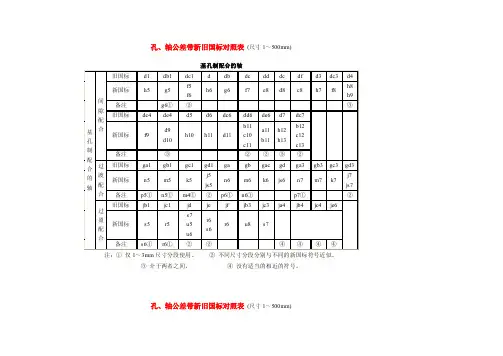
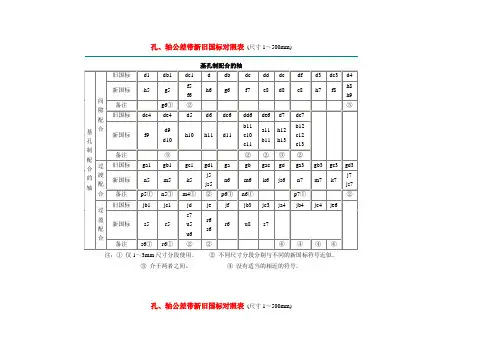
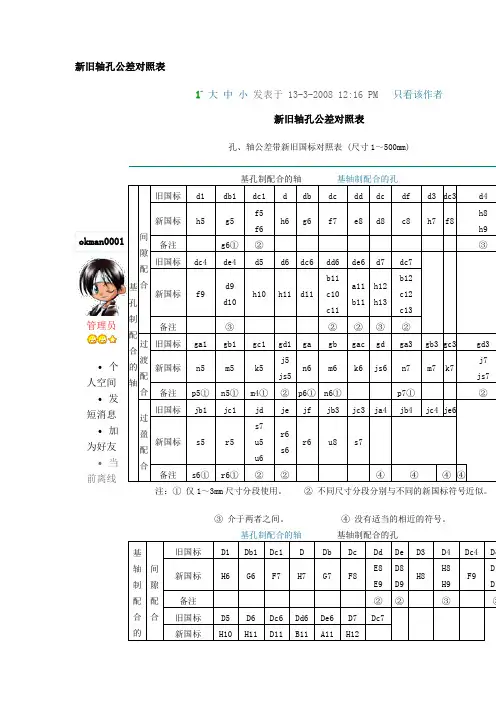
孔、轴公差带新旧国标对照表(尺寸1~500mm)基孔制配合的轴注:①仅1~3mm尺寸分段使用。
②不同尺寸分段分别与不同的新国标符号近似。
③介于两者之间。
④没有适当的相近的符号。
孔、轴公差带新旧国标对照表(尺寸1~500mm)注:①仅1~3mm尺寸分段使用。
②不同尺寸分段分别与不同的新国标符号近似。
③介于两者之间。
④没有适当的相近的符号。
干部教育培训工作总结[干部教育培训工作总结] 年干部教育培训工作,在县委的正确领导下,根据市委组织部提出的任务和要求,结合我县实际,以兴起学习贯彻“三个代表”重要思想新高潮为重点,全面启动“大教育、大培训”工作,取得了一定的成效,干部教育培训工作总结。
现总结报告如下:一、基本情况全县共有干部**人,其中中共党员**人,大学本科以上学历**人,大专学历**人,中专学历**人,高中及以下学历**人。
**年,以县委党校、县行政学校为主阵地,举办各类培训**期,培训在职干部**人,占在职干部总数的**.*%,培训农村党员、干部**人,其中:举办科级领导干部轮训班*期,培训**人;举办科级领导干部“三个代表”重要思想专题学习班*期,培训**人;举办科级以下公务员培训班*期,培训**人;举办企业经营管理者培训班*期,培训**人;举办专业技术人员培训班*期,培训**人;举办非中共党员干部培训班*期,培训**人;举办理论骨干培训班*期,培训**人;举办妇女干部培训班*期,培训**人;举办基层团干培训班*期,培训**人;举办农村党支部书记、村主任培训班各*期,培训**人,达到了每年培训在职干部五分之一的要求,超额完成了培训任务。
另外,上派了*名县级领导干部、**名科级领导干部、*名中级以上职称的专业技术人员参加盛市委党校的培训,有**名县级领导参加了市委组织部、市委党校举办的“三个代表”重要思想轮训班,全面完成了上级的调学任务。
二、主要做法(一)着力抓好集中正规化培训1、加强领导,提高培训工作的计划性。
轴孔配合公差表公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5IT6IT7IT8IT9IT10IT11IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~12>120~180>180~250>250~315>315~468911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例>6~1>10~18>18~3>30~50>50~8>80~120>120~180>180~250>250~315>315~400>400~5005234578910安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
634456********* 745678101214161820千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传动系统的分配机构86891113151820232527 9911131619222529323640起重机、卷扬机用滑动轴承等101518212530354046525763主参数L图例公差等级主参数L、d(D) mm应用举例≤10>10~16>16~25>25~4>40~63>63~100>100~160>160~250>250~400>400~630556810121520253040垂直度用于发动机的轴和离合器的凸缘,装D、E级轴承和装C、D级轴承之箱体的凸肩68101215202530405060平行度用于中等精度钻模的工作面,7~10级精度齿轮传动壳体孔的中心线7121520253040506080100垂直度用于装F、G级轴承之壳体孔的轴线,按h6与g6连接的锥形轴减速机的机体孔中心线820253040506080100120150平行度用于重型机械轴承盖的端面、手动传动装置中的传动轴主参数d(D)、B、L图例公差等级主参数d(D)、B、Lmm应用举例>3~6>6~10>10~18>18~30>30~50>50~12>120~250>250~5005345681012156和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6568101215202578101215202530408和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M1215202530405060表面粗糙度粗糙度代号光洁度代号表面形状、特征加工方法应用范围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的内表面洁度(旧国标)为▽5,R a的最大允许值取。
轴孔配合公差表公差与配合(摘自GB1800~1804-79) 1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10 >10~18>18~30 >30~50 >50~80 >80~12>120~180>180~250>250~315>315~468911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630公差带级>10~18 >18~3>30~5>50~8>80~120>120~180>180~250>250~315+77 +25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5 +2+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347 +3+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5 +26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567 +36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
30轴孔过盈配合公差表1. 引言轴孔过盈配合是机械设计中重要的一部分,它使得轴与孔之间形成紧密的配合。
为了满足不同应用的需求,各种不同的过盈配合公差表被制定出来,以提供不同过盈配合公差的选择。
本文将详细探讨30轴孔过盈配合公差表的背景、应用范围和具体的公差数值。
2. 背景过盈配合是指轴直径大于孔直径的一种配合方式,通过这种配合方式可以实现紧密连接。
在一些工程中,要求轴与孔之间不能有间隙,以确保传递力矩和精确的定位。
因此,过盈配合在机械设计中起到了至关重要的作用。
为了方便设计师选择适合的过盈配合公差,国际标准化组织(ISO)根据过盈量和工作条件制定了不同类型的过盈配合公差表。
这些公差表包括不同的公差等级和公差数值,以适应不同的需求。
3. 应用范围30轴孔过盈配合公差表是针对轴孔直径为30mm的过盈配合设计的。
它适用于一些需要保证精确定位和刚性连接的应用,如汽车制造、航空航天和机械制造等领域。
4. 公差等级30轴孔过盈配合公差表中定义了几个公差等级,分别是H6、H7、H8和H9。
这些公差等级是根据过盈配合的紧密程度来划分的,公差等级越高,轴与孔之间的间隙越小。
•H6级:最小间隙,适用于高精度要求的应用;•H7级:适用于一般的机械制造;•H8级:适用于需要一定间隙的应用,如热膨胀要求;•H9级:适用于低成本的制造,要求宽松。
根据具体的工作要求和制造成本,设计师可以根据需要选择相应的公差等级。
5. 公差数值在30轴孔过盈配合公差表中,每个公差等级都对应着具体的公差数值。
这些数值是为了保证轴与孔之间有适当的过盈量,以满足工作要求。
以H7级为例,其公差数值如下:1.上限公差:+0.013mm2.下限公差:-0.003mm在实际应用中,设计师可以根据特定要求选择适当的公差数值,以实现所需的过盈量。
结论30轴孔过盈配合公差表提供了一种方便的选择不同过盈配合公差的方式。
通过选择适当的公差等级和公差数值,可以满足不同工作要求下的过盈配合需求。
.2.标准公差值及孔和轴的极限偏差值
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
主参数d(D)图例主参数L图例
主参数L、d (D)图例
主参数d(D)、B、L图例
表面粗糙度
ⅠⅡ
可见加工痕迹
微见加工痕迹
看不见加工痕
迹
微辨加工痕迹
的方向
不可辨加工痕
迹的方向
暗光泽面
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取
3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
实用标准文案
公差与配合(摘自GB1800~1804-
79)
1.基本偏差系列及配合种
类
.2 .标准公差值及孔和轴的极限偏差值
0.0xxxx μ m
孔的极限差值(基本尺寸由大于10至315mm)μm
等基本尺寸m m
公差带级
>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315
基 本 尺 寸 m m
>10~18
>18~30
>30~50
>50~80
>80~120 >120~180 >180~250
>250~315
注:标注▼者为优先公差等级,应优先选用
形状和位置公差(摘自 GB1182~ 1184- 80)
公差带
+25
+29 7
+7 +8 +34 +9 +41 +11 +48 +13 +20
+24 5
+12 +15 +28 +17
+33 +22
+38 +23
+55 +15 +45 +27
+63 +17 +51 +31 ▼6
+23
+12 +30 +12
+28 +15 +36 +15
+33 +39 +45 +17 +42 +17 +20 +50 +20 +23 +58 +23 +52 +27 +67 +27 +60 +31 +77 +31 +26
+31 5
+18 +22 +37 +26 +45 +32 ▼6
+29
+18 +35 +22 +42 +26
+51 +32
+52 +37 +59 +37
+61 +43 +68 +43 +70 +50 +79 +50 +36
+43 7
+18
+22
+51 +62 +72 +26 +32 +37
+83
+96
+72 +20 +57 +34 +66
+34 +86 +34 +79
+56 +88 +56 +108
+43 +50 +56
圆度和圆柱度公差μ m
主参数d(D) 图例
公
差等级
主参数d(D) mm
应用举例>6
10
>10
~18
>18~
30
>30
~50
>50~
80
>80~
120
>120
~180
>180
~250
>250
~315
>315
~400
>400
~500
5 1.5 2 2.5 2.5 3 4 5 7 8 9 10 安装E、C级滚
动轴承的配合
面,通用减速器
的轴颈,一般机
床的主轴。
6 2.5 3 4 4 5 6 8 10 12 13 15
7 4 5 6 7 8 10 12 14 16 18 20
千斤顶或压力
油缸的活塞,水
泵及减速器的
轴颈,液压传动
系统的分配机构
8 6 8 9 11 13 15 18 20 23 25 27
9 9 11 13 16 19 22 25 29 32 36 40
起重机、卷扬机
用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63
直线度和平面度公差μm
主参数L 图例
公
差等级
主要参数L mm
应用举例≤
10
>10~
16
>16~
25
>25~
40
>40~
63
>63~
100
>100~
160
>160~
250
>250~
400
>400~
630
5 2 2.5 3 4 5
6 8 10 12 15 普通精度的机
床导轨
6 3 4 5 6 8 10 12 15 20 25
7 5 6 8 10 12 15 20 25 30 40 轴承体的支承
面,减速器的壳
体,轴系支承轴
承的接合面
8 8 10 12 15 20 25 30 40 50 60
9 12 15 20 25 30 40 50 60 80 100
辅助机构及手
动机械的支承
面,液压管件和
法兰的连接面10 20 25 30 40 50 60 80 100 120 150
平行度、垂直度和倾斜度公差μm
主参数 L 、d (D) 图例
公差
等级
主参数 L 、d ( D ) mm
应用举例
≤10
>10~
16
>16~ 25
>25~ 40
>40~ 63
>63~ 100
>100
~160 >160
~250 >250
~ 400 >400
~630
5 5
6 8 10 12 15 20 25 30 40
垂直度用于发动机 的轴和离合器的凸 缘,
装 D 、E 级轴承 和装
C 、
D 级轴承之 箱体
的凸肩
6 8 10 12 15 20 25 30 40 50 60
平行度用于中等精 度钻模的工作面, 7~
10 级精度齿轮 传动壳
体孔的中心 线
7
12
15
20
25
30
40
50
60
80
100
垂直度用于装 F 、
G 级轴承之壳体孔的
轴线,按 h6 与 g6 连接的锥形轴减速 机的机体孔中心线
主参数 d(D) 、B 、 L 图例
公差等
级
主参数
d ( D )、 B 、Lmm
应用举例
>3~6 >6~10 >10~18 >18~ 30 >30~ 50
>50~
120
>120~ 250
>250~ 500
5 3 4 5
6 8 10 12 15
6和 7级精度齿轮轴
的配合面, 较高精度 的快速轴, 较高精度 机床的轴套
6 5 6 8 10 12 15 20 25
7
8
10
12
15
20
25
30
40
8和 9级精度齿轮轴
的配合面, 普通精度
同轴度、对称度、圆跳动和全跳动公差确良
μm
表面粗糙度
a
1. I 1
为▽ 5,R a的最大允许值取 6.3 。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第 2 种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽ 5,
R a的最大允许值取3.2 。
因此,取该值提高了原表面粗糙度的要求和加工的成本。