PLC-第8章S7-200系列plc顺序控制编程方法
- 格式:ppt
- 大小:843.00 KB
- 文档页数:33
TECHNICS ·APPLICATION技术·应用文 董翠翠S7-200PLC顺序控制编程方法应用[摘 要]PLC在现代工业控制中起到非常重要的作用,顺序控制方法编程可以把复杂的PLC程序变得简单、不容易出错,提高编程效率。
重点介绍用S/R指令和步进指令进行顺序控制方法编程的实现,总结了两种方法编制用户程序时需要注意的地方,使得PLC编程有规律可循,简单易学。
[关 键 词] PLC;顺序控制;梯形图PLC技术在学习了基本的编程指令之后,基本上可以完成简单的应用程序的编写。
但是在稍微复杂的控制要求下,如果没有清晰的编程思路和固定的编程套路和方法,往往很难下手。
对于顺序控制流程来说,最简单的编程方法就是借助顺序功能图来编制梯形图。
由顺序功能图转化为梯形图一般有三种方法,包括起保停电路法、S/R法和SCR指令法。
对于初学者来说,这三种方法都简单容易学,为顺序控制编程提供了方便。
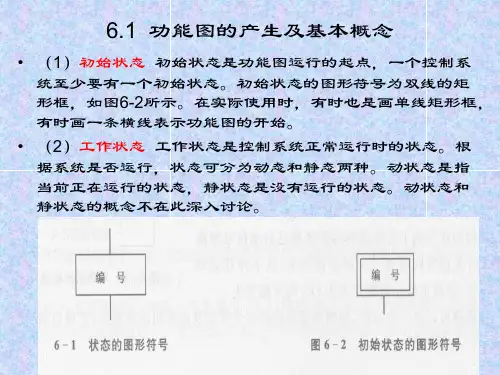
一、顺序控制功能图根据控制要求,如果能把工作流程划分出若干工作阶段,这样的系统适合采用顺序功能图来编程。
首先把整个工作过程分为有序的几个工序,这些工序称为状态或者步骤,用方框表示。
当满足一定条件时,实现状态之间的转移,转移的方向用有向线段连接,有向线段上用小短线表示转移条件。
状态右侧用短线连接当前状态要执行的动作。
各个输出量的状态在步转移之前保持不变,只有状态转移后,后续步对应的状态变为1,输出量为ON,同时当前活动步对应的状态复位为0,变为非活动步,输出量变为OFF。
每一个工作状态用编程元件中间继电器M或者状态继电器S来表示。
用顺序功能图编写程序,关键是把一个工作周期根据输出量的变化划分为若干步,一旦步划分完成,编程就按照固定的套路进行。
步划分的依据就是输出量的状态变化,有些输出量在多步中始终保持接通,仍需分在多步进行。
复杂的控制流程通过划分步,逐一解决每一步内要执行的操作,减少了编程出错的可能。
二、S/R指令的顺序控制梯形图编程方法PLC的基本指令中包含线圈指令和S/R(置位复位)指令。
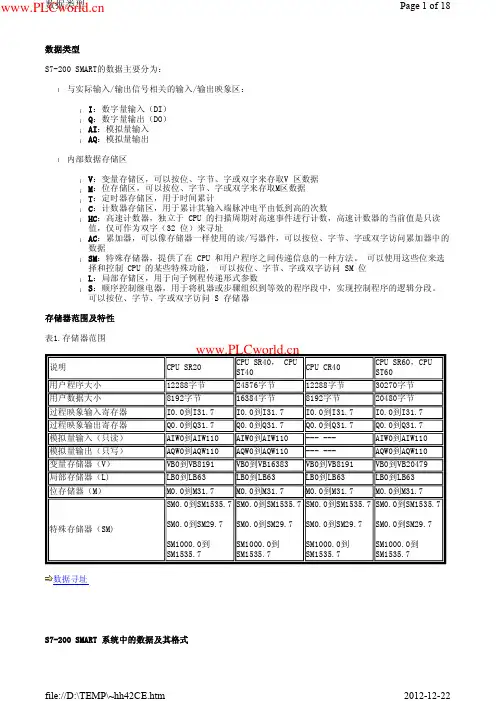
数据类型S 7-200 S M A R T 的数据主要分为:l与实际输入/输出信号相关的输入/输出映象区:¡I :数字量输入(D I )¡Q :数字量输出(D O ) ¡A I :模拟量输入 ¡A Q :模拟量输出l内部数据存储区¡V :变量存储区,可以按位、字节、字或双字来存取V 区数据¡M:位存储区,可以按位、字节、字或双字来存取M 区数据 ¡T :定时器存储区,用于时间累计 ¡C :计数器存储区,用于累计其输入端脉冲电平由低到高的次数 ¡H C :高速计数器,独立于 C P U 的扫描周期对高速事件进行计数,高速计数器的当前值是只读值,仅可作为双字(32 位)来寻址 ¡A C :累加器,可以像存储器一样使用的读/写器件,可以按位、字节、字或双字访问累加器中的数据 ¡SM :特殊存储器,提供了在 C P U 和用户程序之间传递信息的一种方法。
可以使用这些位来选择和控制 C P U 的某些特殊功能, 可以按位、字节、字或双字访问 S M 位 ¡L :局部存储区,用于向子例程传递形式参数¡S:顺序控制继电器,用于将机器或步骤组织到等效的程序段中,实现控制程序的逻辑分段。
可以按位、字节、字或双字访问 S 存储器存储器范围及特性 表1.存储器范围数据寻址S7-200 SMART 系统中的数据及其格式说明C P U S R 20 C P U S R 40, C P US T 40 C P U C R 40C P U S R 60,C P US T 60 用户程序大小 12288字节 24576字节 12288字节 30270字节 用户数据大小 8192字节 16384字节 8192字节 20480字节 过程映象输入寄存器 I 0.0到I 31.7 I 0.0到I 31.7 I 0.0到I 31.7 I 0.0到I 31.7 过程映象输出寄存器 Q 0.0到Q 31.7 Q 0.0到Q 31.7 Q 0.0到Q 31.7 Q 0.0到Q 31.7 模拟量输入(只读) A I W 0到A I W 110 A I W 0到A I W 110 --- --- A I W 0到A I W 110 模拟量输出(只写) A Q W 0到A Q W 110 A Q W 0到A Q W 110 --- --- A Q W 0到A Q W 110 变量存储器(V ) V B 0到V B 8191 V B 0到V B 16383 V B 0到V B 8191 V B 0到V B 20479 局部存储器(L ) L B 0到L B 63 L B 0到L B 63 L B 0到L B 63 L B 0到L B 63 位存储器(M )M 0.0到M 31.7M 0.0到M 31.7M 0.0到M 31.7M 0.0到M 31.7特殊存储器(S M )S M 0.0到S M 1535.7 S M 0.0到S M 29.7 S M 1000.0到S M 1535.7S M 0.0到S M 1535.7 S M 0.0到S M 29.7 S M 1000.0到S M 1535.7S M 0.0到S M 1535.7 S M 0.0到S M 29.7 S M 1000.0到S M 1535.7S M 0.0到S M 1535.7S M 0.0到S M 29.7 S M 1000.0到S M 1535.7S7-200S M A R T C P U收集操作指令、现场状况等信息,把这些信息按照用户程序指定的规律进行运算、处理,然后输出控制、显示等信号。
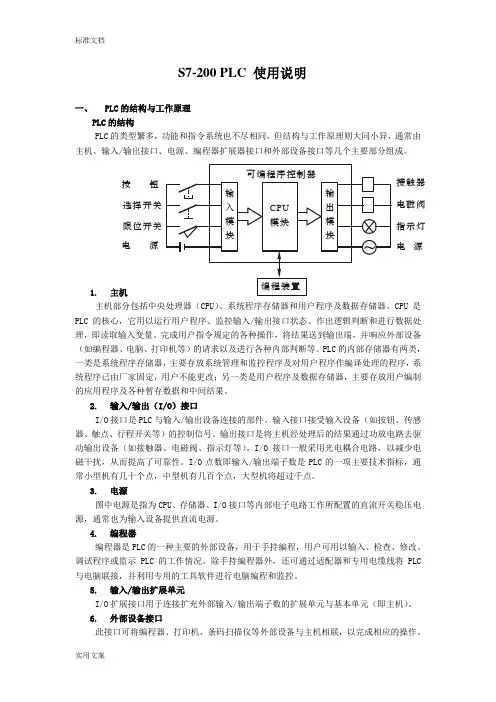
S7-200 PLC 使用说明一、 PLC 的结构与工作原理PLC 的结构PLC 的类型繁多,功能和指令系统也不尽相同,但结构与工作原理则大同小异,通常由主机、输入/输出接口、电源、编程器扩展器接口和外部设备接口等几个主要部分组成。
1. 主机主机部分包括中央处理器(CPU )、系统程序存储器和用户程序及数据存储器。
CPU 是PLC 的核心,它用以运行用户程序、监控输入/输出接口状态、作出逻辑判断和进行数据处理,即读取输入变量、完成用户指令规定的各种操作,将结果送到输出端,并响应外部设备(如编程器、电脑、打印机等)的请求以及进行各种内部判断等。
PLC 的内部存储器有两类,一类是系统程序存储器,主要存放系统管理和监控程序及对用户程序作编译处理的程序,系统程序已由厂家固定,用户不能更改;另一类是用户程序及数据存储器,主要存放用户编制的应用程序及各种暂存数据和中间结果。
2. 输入/输出(I/O )接口I/O 接口是PLC 与输入/输出设备连接的部件。
输入接口接受输入设备(如按钮、传感器、触点、行程开关等)的控制信号。
输出接口是将主机经处理后的结果通过功放电路去驱动输出设备(如接触器、电磁阀、指示灯等)。
I/O 接口一般采用光电耦合电路,以减少电磁干扰,从而提高了可靠性。
I/O 点数即输入/输出端子数是PLC 的一项主要技术指标,通常小型机有几十个点,中型机有几百个点,大型机将超过千点。
3. 电源图中电源是指为CPU 、存储器、I/O 接口等内部电子电路工作所配置的直流开关稳压电源,通常也为输入设备提供直流电源。
4. 编程器编程器是PLC 的一种主要的外部设备,用于手持编程,用户可用以输入、检查、修改、调试程序或监示PLC 的工作情况。
除手持编程器外,还可通过适配器和专用电缆线将PLC 与电脑联接,并利用专用的工具软件进行电脑编程和监控。
5. 输入/输出扩展单元I/O 扩展接口用于连接扩充外部输入/输出端子数的扩展单元与基本单元(即主机)。