西门子802D系统螺纹加工
- 格式:ppt
- 大小:799.50 KB
- 文档页数:45

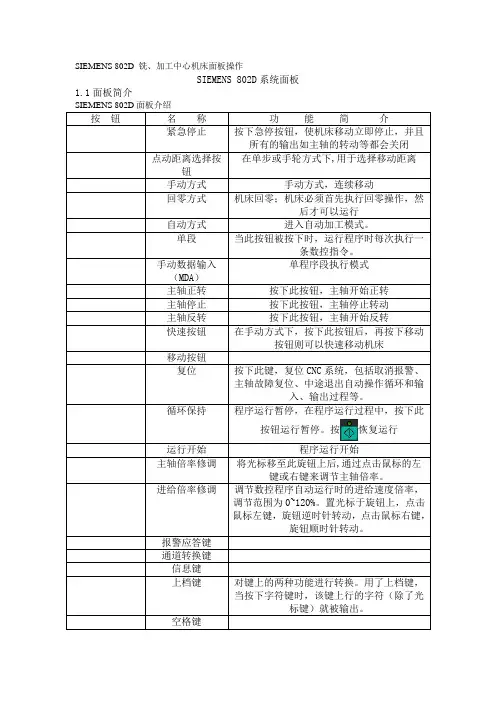
SIEMENS 802D 铣、加工中心机床面板操作SIEMENS 802D系统面板1.1面板简介按钮运行暂停。
按检查急停按钮是否松开,若未松开,将急停按钮松开。
1) 进入回参考点模式系统启动之后,机床将自动处于“回参考点”模式在其他模式下,依次点击按钮和进入“回参考点”模式2) 回参考点操作步骤Z轴回参考点:点击按钮,Z轴将回到参考点,回到参考点之后,Z轴的回零灯将从变为;X轴回参考点:点击按钮,X轴将回到参考点,回到参考点之后,X轴的回零灯将从变为;Y轴回参考点:点击按钮,Y轴将回到参考点,回到参考点之后,Y轴的回零灯将从变为;回参考点前的界面如图9-2-2-1所示:回参考点后的界面如图9-2-2-2所示:图9-2-2-1 机床回参考点前CRT界面图9-2-2-2 机床回参考点后CRT界面图1.3对刀数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之间的关系的过程。
常见的是将工件上表面中心点(铣床及加工中心),工件端面中心点(车床)设为工件坐标系原点。
本使用手册就采用将工件上表面中心点(铣床及加工中心),工件端面中心点(车床)设为工件坐标原点的方法介绍。
将工件上其它点设为工件坐标系原点的对刀方法类似。
下面分别具体说明铣床、卧式加工中心、车床和立式加工中心的对刀方法。
1.3.1 X ,Y 轴对刀铣床及加工中心在X ,Y 方向对刀时一般使用的是基准工具。
基准工具包括“刚性靠棒”和“寻边器”两种。
(1)刚性靠棒刚性靠棒采用检查塞尺松紧的方式对刀,具体过程如下:X 轴方向对刀 点击操作面板中的按钮进入“手动”方式;通过点击 ,,按钮,将机床移动到X 方向一侧大致位置。
移动到大致位置后,可以采用手轮调节方式移动机床,基准工具和零件之间被插入塞尺。
将工件坐标系原点到X 方向基准边的距离记为2X ;将塞尺厚度记为3X (此处为1mm );将基准工具直径记为4X (可在选择基准工具时读出,刚性基准工具的直径为14mm ),将2X +3X +2/4X 记为DX 点击软键,进入“工件测量”界面,如图9-4-1-4所示。

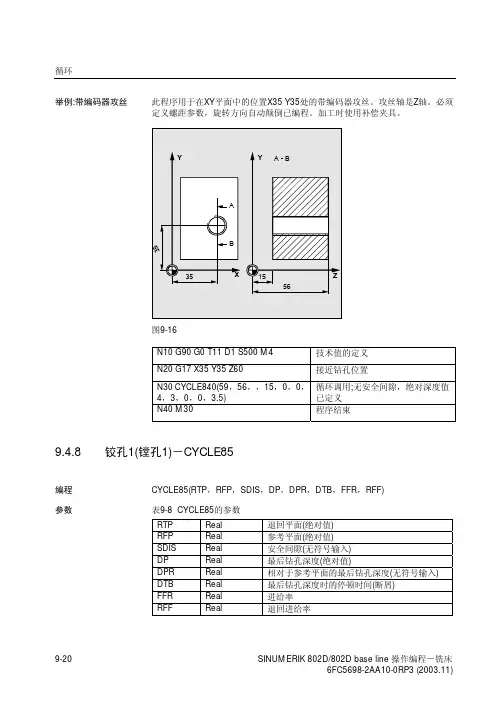
举例:带编码器攻丝此程序用于在XY平面中的位置X35 Y35处的带编码器攻丝。
攻丝轴是Z轴。
必须定义螺距参数,旋转方向自动颠倒已编程。
加工时使用补偿夹具。
图9-16N10 G90 G0 T11 D1 S500 M4 技术值的定义N20 G17 X35 Y35 Z60 接近钻孔位置N30 CYCLE840(59,56,,15,0,0,4,3,0,0,3.5) 循环调用;无安全间隙,绝对深度值已定义N40 M30 程序结束9.4.8 铰孔1(镗孔1)-CYCLE85编程 CYCLE85(RTP,RFP,SDIS,DP,DPR,DTB,FFR,RFF)参数表9-8 CYCLE85的参数RTP Real 退回平面(绝对值)RFP Real 参考平面(绝对值)SDIS Real 安全间隙(无符号输入)DP Real 最后钻孔深度(绝对值)DPR Real 相对于参考平面的最后钻孔深度(无符号输入)DTB Real 最后钻孔深度时的停顿时间(断屑)FFR Real 进给率RFF Real 退回进给率9-20 SINUMERIK 802D/802D base line 操作编程-铣床功能刀具按编程的主轴速度和进给率钻孔直至到达定义的最后钻孔深度。
向内向外移动的进给率分别是参数FFR和RFF的值。
操作顺序循环启动前到达位置:钻孔位置在所选平面的两个进给轴中。
循环形成以下动作顺序:• 使用G0回到安全间隙前的参考平面。
• 使用G1并且按参数FFR所编程的进给率钻削至最终钻孔深度。
• 最后钻孔深度时的停顿时间。
• 使用G1返回到安全间隙前的参考平面,进给率是参数RFF中的编程值。
• 使用G0退回到退回平面。
参数说明对于参数RTP,RFP,SDIS,DP,DPR,参见CYCLE81。
图9-17DTB(停顿时间) DTB以秒为单位设定最后钻孔深度时的停顿时间。
FFR(进给率)钻孔时FFR下编程的进给率值有效。
RFF(退回进给率)从孔底退回到参考平面+安全间隙时,RFF下编程的进给率值有效。