西门子802D系统在CW6110车床改造为数控花纹轧辊铣床中的应用
- 格式:doc
- 大小:26.00 KB
- 文档页数:3
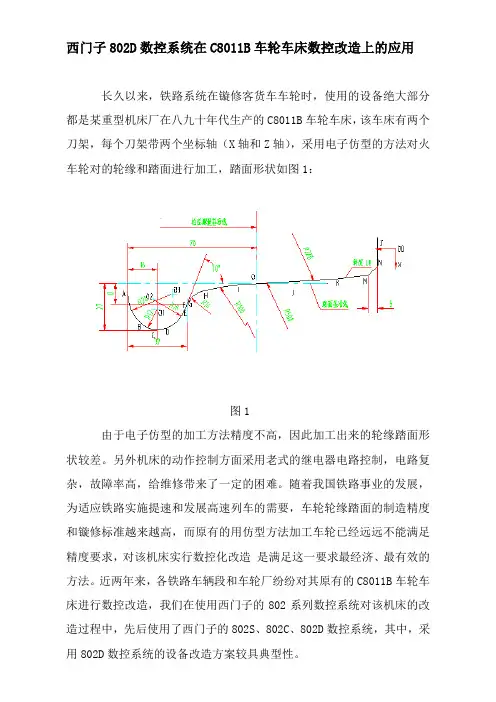
西门子802D系统在CW6110车床改造为数控花纹轧辊铣床中的应用
【摘要】主要介绍了西门子802D系统在车床升级改造为数控花纹轧辊铣床的应用,根据花纹轧辊的工艺要求建立数学模型,在综合考虑了实现功能,保证精度及控制成本的前提下,提出了机床改造的设计方案和工作原理,完成了数控装置的系统配置,实现了机床改造的目的。
【关键词】802D系统;CW6110车床;数控系统;技术改造
0.概述
花纹板是建筑、设备制造的重要原材料,市场需求量很大,附加值高,吨材价格高出普通板带材400元以上,具有良好的市场和利润空间。
如果轧制成功,可以进一步扩大莱钢板带材的市场份额和利润空间。
而轧制花纹板,就需要加工花纹板轧辊,购买花纹板轧辊加工数控铣床, 需要大量的资金投入;而目前国内各种类型机床改造需求不断扩大,机床改造已经逐渐形成了一个产业,其中绝大部分是数控机床的改造,也有一部分业务来自非数控机床的升级改造。
机床改造具备较为成熟的技术,将原有的普通机床闲置起来, 也是一种很大的浪费。
为了节约资金、降低成本, 我们在原来已经闲置的一台CW6110普通机床的基础上, 进行数控化改造, 是一种一举两得的有效途径, 既经济又快捷。
本文就主要介绍其改造的基本方案和工作原理。
1.改造方案
1.1花纹布局及成形原理
花纹辊花纹布局示意图:
图I花纹辊花纹布局示意图
根据花纹辊花纹布局及工艺要求,选择设备的改造方案所要达到的几个要求有:1、刀架X轴和主轴的旋转改由数字轴控制。
2、将原机床的所有动作控制由原继电器电路控制改为PLC控制。
3、切削后的月牙形状满足精度要求,同时操作尽量简单。
1.2改造的方案选择
为满足改造的条件要求,我们选用了西门子的802D数控系统,该系统是西门子公司前几年推出的数字化数控系统,属于中低档系统,其特点是:全数字驱动,中文系统,结构简单,通过Profibus连接系统面板,I/O模块和伺服驱动系统。
调试简单,具有免维护性能的SINUMERIK 802D 核心部件,控制面板单元(PCU)具有CNC、PLC、人机界面和通讯等功能,集成的PC硬件可使用户非常容易地将控制系统安装在机床上。
车床版标准配置中带了一块PP72/48模
板,72点输入和48点输出的PLC控制,驱动模块为一个双轴功率模块,可以带两个线性轴和一个主轴,在伺服电机中内置了速度反馈和位移反馈传感器可以和主机一起形成一个半闭环控制系统从而能达到很高的机床精度。
价格适中,具有很高的性价比,可以很好的满足设备数控改造的要求。
在槽的成形上,我们采用四轴控制,X、Y、Z、A轴联动,铣头主轴刀具高速回转,实现主切削运动,刀尖在水平面内作附加切入,从而在圆弧面上切成空间花纹槽。
各轴定义如下:
Y轴及方向:Y轴为头架,逆时针方向为正方向;顺时针方向为负方向。
Z轴及方向:Z轴为横向进给。
C轴及方向:C轴为纵向传动,远离卡盘方向为正方向;靠近卡盘方向为负方向。
铣头主轴端部安装刀具,由2.2KW的三相电机直接驱动,变频器使主轴钻速在30rpm-3000rpm范围内做无级调速。
2.802D系统的调试
数控系统的各个部件安装连接完成后,确定没有错误,可以对PCU、PP72/48,以及611UE通入正确的电源,PCU 和PP72/48 通入24V 直流电源,三相交流电源连接入电源模块。
通电后802D 进入主界面,电源模块只有绿灯亮,表示主电源接通,611UE 模块:R/F 红灯亮,且液晶窗口显示:A1106-611UE 为出厂设定,总线接口模块:红灯亮-表示总线无数据交换,“POWER”和“EXCHANGE”两个绿灯亮-PP72/48 模块已就绪,且有数据交换。
输入切削程序,在对机床进行了一系列调整后,数控机床已基本可以正常运行。
随后,对系统的各个功能进行优化:
2.1系统参数的优化
当整个系统运行正常后,还应对相应的坐标轴等参数优化调整,如:速度、增益、加速度及各项监控参数等,以使系统进入最佳工作状态。
2.2机床机械部分调整
在机床正常运行后,还应对机床机械部分,如各轴的传动系统精度等进行测量调整,使机械系统达到最佳。
当然,机械调整后,还应对系统参数进行微调,以使机床运行在最佳状态。
3.结束语
经过一段时间的试加工,针对加工过程中出现的一些问题,我们对机床的机械、电气、系统各个方面又进行了一系列的优化、改造,样件的加工完全达到预期效果。
目前,改造后机床已投入正常使用,完成了生产加工任务。
从整个机床的使用、运行状态来看,改造后机床的特点有:
3.1设计摆头结构,采用西门子802D系统,具有自动化程度高、加工精度好,切削速度大幅提高、操作方便,快捷。
3.2配有全新西门子伺服系统,系统内存储多种类型的轧辊槽数数学模型,通过改变切削主程序,系统可以自动执行宏程序,无需人工计算,极大地简化了编程方法,切削加工处各种规格形状的花纹轧辊。
3.3采用伺服驱动器,可靠性高,稳定性好。
【参考文献】
[1]毕承恩.现代数控机床[M].北京:机械工业出版社,1990:26~301.
[2]吴祖育.数控机床[M].上海:上海科学技术出版社,2000:65~801.
[3]孙汉卿.数控机床维修技术[M].北京:机械工业出版社,2000:120~1241.
[4]SINUMERIK 802D简明调试手册.西门子(中国有限公司) , 2002.。